TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025146378
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024047119
出願日
2024-03-22
発明の名称
切削加工補助材及び切削加工方法
出願人
三菱瓦斯化学株式会社
代理人
個人
,
個人
,
個人
主分類
B26F
1/16 20060101AFI20250926BHJP(切断手工具;切断;切断機)
要約
【課題】固体潤滑剤等のフィラー成分を用いずとも、成膜性や柔軟性に優れる切削加工補助材、及び当該切削加工補助材を用いた切削加工方法を提供することを目的とする。
【解決手段】 繊維強化複合材の切削加工時に用いる切削加工補助材であって、重量平均分子量が5×10
4
以上1×10
6
以下である高分子量水溶性樹脂(A)と、重量平均分子量が1×10
3
以上5×10
4
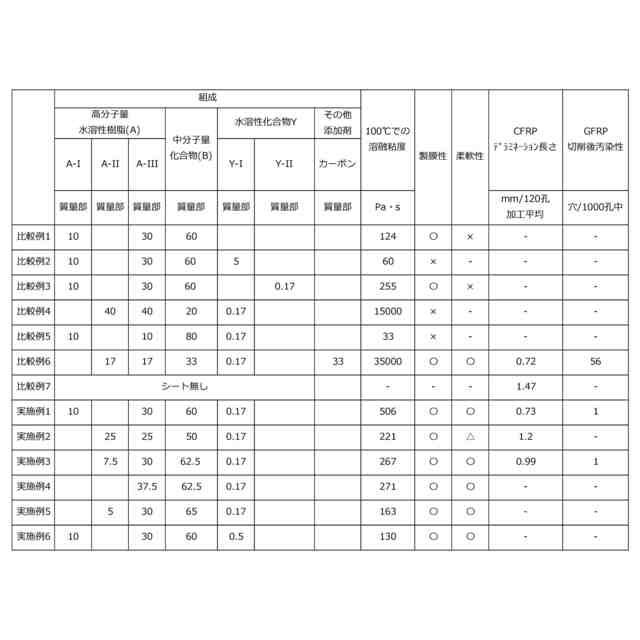
未満である中分子量水溶性樹脂(B)と、水溶性物質(Y)と、を含み、水溶性物質(Y)が、有機酸類、有機酸塩類、多価アルコール類、アミノアルコール類からなる群から選択された1種以上を含み、前記高分子量水溶性樹脂(A)及び前記中分子量水溶性樹脂(B)の合計100質量部に対して、前記高分子量水溶性樹脂(A)の含有量が、25~50質量部であり、前記中分子量水溶性樹脂(B)の含有量が、50~75質量部であり、前記水溶性物質(Y)の含有量が、0.05~3.0質量部である、切削加工補助材。
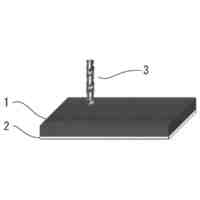
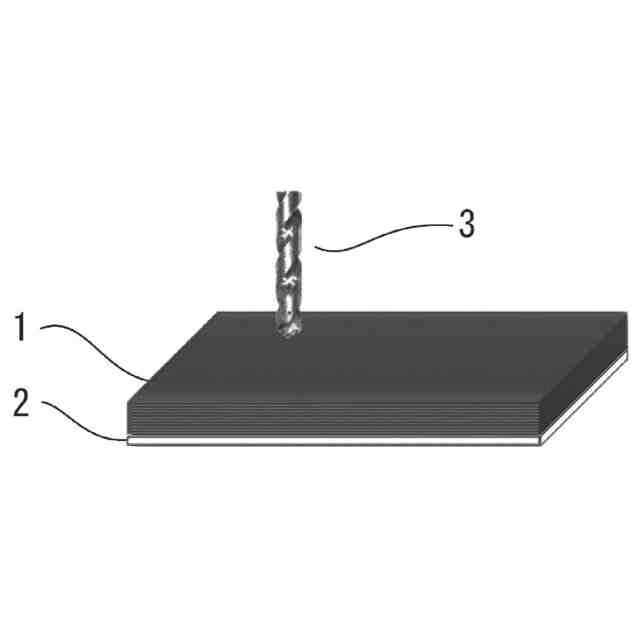
【選択図】図1
特許請求の範囲
【請求項1】
繊維強化複合材の切削加工時に用いる切削加工補助材であって、
重量平均分子量が5×10
4
以上1×10
6
以下である高分子量水溶性樹脂(A)と、
重量平均分子量が1×10
3
以上5×10
4
未満である中分子量水溶性樹脂(B)と、
水溶性物質(Y)と、を含み、
水溶性物質(Y)が、有機酸類、有機酸塩類、多価アルコール類、アミノアルコール類からなる群から選択された1種以上を含み、
前記高分子量水溶性樹脂(A)及び前記中分子量水溶性樹脂(B)の合計100質量部に対して、
前記高分子量水溶性樹脂(A)の含有量が、25~50質量部であり、
前記中分子量水溶性樹脂(B)の含有量が、50~75質量部であり、
前記水溶性物質(Y)の含有量が、0.05~3.0質量部である、
切削加工補助材。
続きを表示(約 930 文字)
【請求項2】
前記高分子量水溶性樹脂(A)が、ポリアルキレンオキサイド化合物、ポリアルキレングリコール化合物、ポリアルキレングリコールのエステル化合物、ポリアルキレングリコールのエーテル化合物、ポリアルキレングリコールのモノステアレート化合物、水溶性ウレタン、ポリエーテル系水溶性樹脂、水溶性ポリエステル、ポリ(メタ)アクリル酸ソーダ、ポリアクリルアミド、ポリビニルピロリドン、ポリビニルアルコール、糖類、及び変性ポリアミドからなる群より選ばれる1種以上である、
請求項1に記載の切削加工補助材。
【請求項3】
前記中分子量水溶性樹脂(B)が、ポリアルキレングリコール化合物、ポリアルキレンオキサイドのモノエーテル化合物、ポリアルキレンオキサイドのモノステアレート化合物、ポリアルキレンオキサイド化合物からなる群より選ばれる1種以上である、
請求項1に記載の切削加工補助材。
【請求項4】
100℃における溶融粘度が100~2000Pa・sである、
請求項1に記載の切削加工補助材。
【請求項5】
0.1mm以上10mm以下の厚さを有するシート形状を有する、
請求項1に記載の切削加工補助材。
【請求項6】
被加工材と接する面に、粘着層をさらに有する、
請求項1に記載の切削加工補助材。
【請求項7】
前記粘着層がアクリル系重合体を含む、
請求項1に記載の切削加工補助材。
【請求項8】
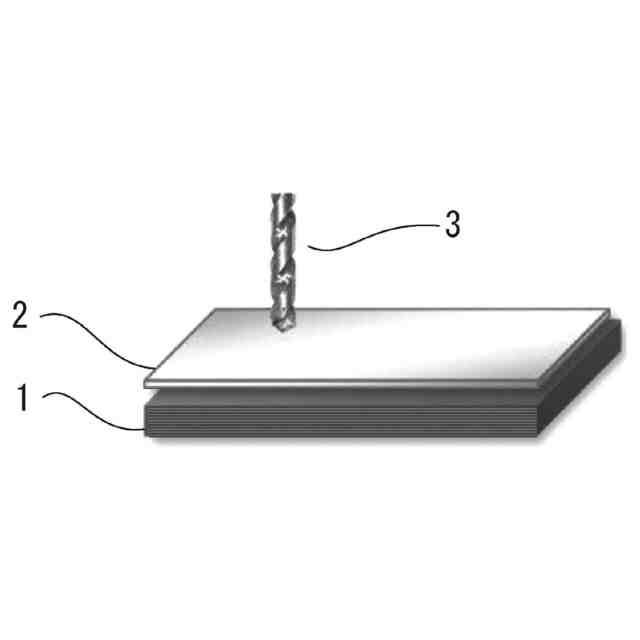
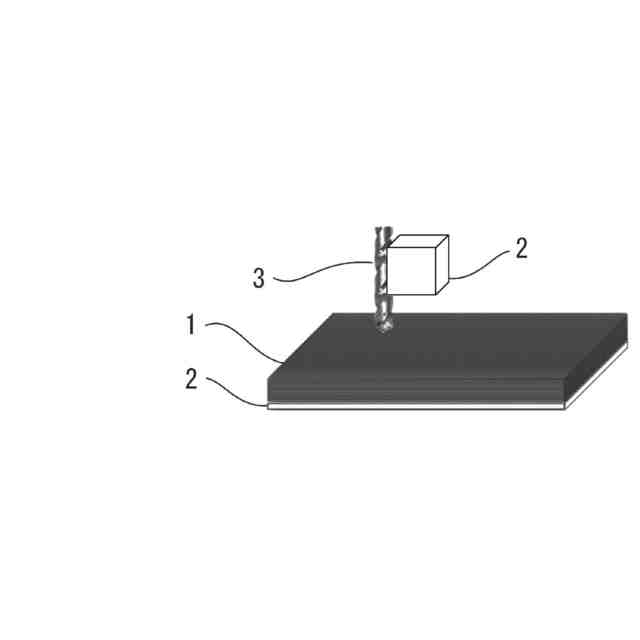
請求項1~7のいずれか一項に記載の切削加工補助材を、切削工具及び/又は被加工材の被加工部分に接触させながら、前記切削工具により前記被加工材を切削し、切削部を形成する切削加工工程を有する、
切削加工方法。
【請求項9】
前記切削部として孔を形成する、
請求項8に記載の切削加工方法。
【請求項10】
前記被加工材が、炭素繊維強化プラスチック、ガラス繊維強化プラスチック、アラミド繊維強化プラスチック、又はケブラー繊維強化プラスチックを含む、
請求項8に記載の切削加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工補助材及び切削加工方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
繊維強化プラスチック(FRP:Fiber Reinforced Plastics)に代表される繊維強化複合材、中でも、炭素繊維強化プラスチック(CFRP:Carbon Fiber Reinforced Plastics)は、引張り強さ、引張り弾性力が大きく、密度が小さいことから、近年、航空機や車両の外板などとして多用される傾向にある。CFRPは、炭素繊維にマトリクス樹脂を含浸させたプリプレグを1枚又は2枚以上積層して、加熱成形して得られる。このCFRPで形成された部材は、ボルトやリベットなどの締結要素を用いて構造体に固定される。このため、航空機部品などの構造体にCFRPを固定するときには、切削加工、中でも締結要素を通すための孔をCFRPに多数あける切削加工が必要になる。
【0003】
CFRPの切削加工において高品質な孔を得るために、既にいくつかの技術が提案されている。例えば工具の形状、例えばドリルのすくい面の曲率や先端角を段階的に変更するなどの方法が例示されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2012-210689号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
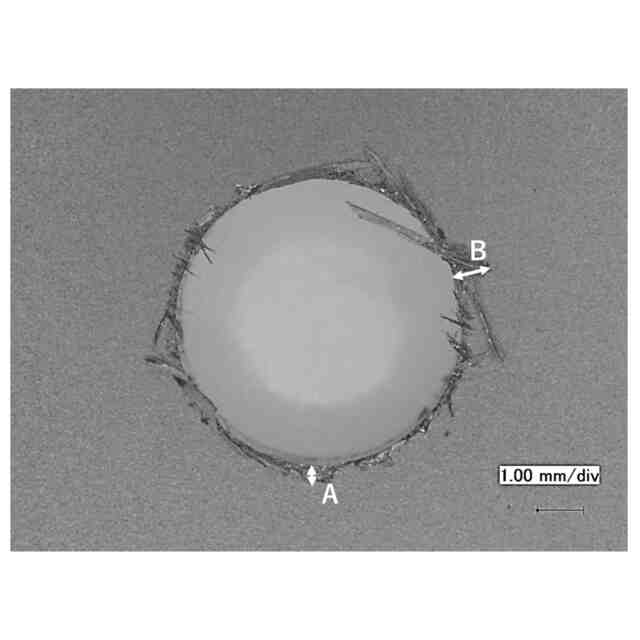
繊維強化複合材に対する切削加工は、通常、ドリルを用いてなされる。しかし、一般的なドリルによる孔あけではドリル寿命が極端に短く、加工孔数が増えていくにつれて、ドリルの刃に摩耗が生じ、加工孔の品質が低下する。具体的には加工した孔の内径が小さくなりやすく、繊維の切れ残りや層間剥離も発生しやすくなる。「繊維の切れ残り」とは、繊維強化複合材を形成する繊維の一部が切断されずに、切れ残りとして加工孔の周囲に残る現象である。また、「層間剥離」とは、繊維強化複合材を形成するプリプレグの積層間の剥離現象である。これら現象は重大欠陥と認識されている。
【0006】
上記のように、FRPの切削加工では、切削工具の摩耗が進み、切削抵抗が大きくなるほど、加工孔の品質問題が発生し易くなる。特に、高強度の航空機用途のCFRPなどでは炭素繊維が高密度に存在するため、ドリルが炭素繊維を擦過する頻度が増加することになり、切削工具の摩耗がより速く進行する。一方で、航空機用のCFRPを用いた構造体の製造などでは、特に、高品質な切削加工が求められており、上記の繊維の切れ残りなどの問題を解決することが極めて重要になる。
【0007】
このような問題を解決するために、カーボンなどを固体潤滑剤として用いた切削加工補助材が開発されている。これにより、切削部周辺にできる繊維の切れ残りや層間剥離は抑制できたが、新たな問題として、カーボンなどを固体潤滑剤により加工後の被加工材が汚染されることが分かってきた。一方で、カーボンなどの固体潤滑剤は、潤滑性の付与のほかに、切削加工補助材に対して成形性や柔軟性を付与するフィラー成分としても機能していたため、単純にカーボンなどの固体潤滑剤を除くと切削加工補助材として機能しなくなる。
【0008】
本発明は、上記問題点に鑑みてなされたものであり、固体潤滑剤等のフィラー成分を用いずとも、成膜性や柔軟性に優れる切削加工補助材、及び当該切削加工補助材を用いた切削加工方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは上記問題点を解決するために鋭意検討した。その結果、固体潤滑剤に代えて、所定の水溶性物質(Y)を用いることにより、上記問題を解決できることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明は、以下のとおりである。
〔1〕
繊維強化複合材の切削加工時に用いる切削加工補助材であって、
重量平均分子量が5×10
4
以上1×10
6
以下である高分子量水溶性樹脂(A)と、
重量平均分子量が1×10
3
以上5×10
4
未満である中分子量水溶性樹脂(B)と、
水溶性物質(Y)と、を含み、
水溶性物質(Y)が、有機酸類、有機酸塩類、多価アルコール類、アミノアルコール類からなる群から選択された1種以上を含み、
前記高分子量水溶性樹脂(A)及び前記中分子量水溶性樹脂(B)の合計100質量部に対して、
前記高分子量水溶性樹脂(A)の含有量が、25~50質量部であり、
前記中分子量水溶性樹脂(B)の含有量が、50~75質量部であり、
前記水溶性物質(Y)の含有量が、0.05~3.0質量部である、
切削加工補助材。
〔2〕
前記高分子量水溶性樹脂(A)が、ポリアルキレンオキサイド化合物、ポリアルキレングリコール化合物、ポリアルキレングリコールのエステル化合物、ポリアルキレングリコールのエーテル化合物、ポリアルキレングリコールのモノステアレート化合物、水溶性ウレタン、ポリエーテル系水溶性樹脂、水溶性ポリエステル、ポリ(メタ)アクリル酸ソーダ、ポリアクリルアミド、ポリビニルピロリドン、ポリビニルアルコール、糖類、及び変性ポリアミドからなる群より選ばれる1種以上である、
〔1〕に記載の切削加工補助材。
〔3〕
前記中分子量水溶性樹脂(B)が、ポリアルキレングリコール化合物、ポリアルキレンオキサイドのモノエーテル化合物、ポリアルキレンオキサイドのモノステアレート化合物、ポリアルキレンオキサイド化合物からなる群より選ばれる1種以上である、
〔1〕又は〔2〕に記載の切削加工補助材。
〔4〕
100℃における溶融粘度が100~2000Pa・sである、
〔1〕~〔3〕のいずれか一項に記載の切削加工補助材。
〔5〕
0.1mm以上10mm以下の厚さを有するシート形状を有する、
〔1〕~〔4〕のいずれか一項に記載の切削加工補助材。
〔6〕
被加工材と接する面に、粘着層をさらに有する、
〔1〕~〔5〕のいずれか一項に記載の切削加工補助材。
〔7〕
前記粘着層がアクリル系重合体を含む、
〔1〕~〔6〕のいずれか一項に記載の切削加工補助材。
〔8〕
被加工材に、〔1〕~〔7〕のいずれか一項に記載の切削加工補助材を、切削工具及び/又は被加工材の被加工部分に接触させながら、前記切削工具により前記被加工材を切削し、切削部を形成する切削加工工程を有する、
切削加工方法。
〔9〕
前記切削部として孔を形成する、
〔8〕に記載の切削加工方法。
〔10〕
前記被加工材が、炭素繊維強化プラスチック、ガラス繊維強化プラスチック、アラミド繊維強化プラスチック、又はケブラー繊維強化プラスチックを含む、
〔8〕又は〔9〕に記載の切削加工方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱瓦斯化学株式会社
細胞老化抑制剤
4日前
三菱瓦斯化学株式会社
切削加工補助材及び切削加工方法
3日前
三菱瓦斯化学株式会社
化合物の製造方法、および、化合物
18日前
三菱瓦斯化学株式会社
イミダゾピロロキノリンアルカリ金属塩の製造方法
4日前
三菱瓦斯化学株式会社
フィルム、多層体、および、透明導電性フィルム
6日前
個人
ハサミ
3か月前
個人
テープカッター
11か月前
個人
円弧状刃の包丁
6か月前
個人
理美容はさみ
2か月前
有限会社カルチエ
ナイフ
9か月前
株式会社サボテン
鋏
5か月前
個人
折り畳みナイフ
9か月前
個人
剃刀具
11か月前
個人
2wayコーナーパンチ
7か月前
コクヨ株式会社
ハサミ
9か月前
株式会社和田機械
栗切り機の刃物
1か月前
株式会社文創
切創抑制器具
9か月前
やおき工業株式会社
鋏
3か月前
個人
自動曲機とそれに使用する刃物
7日前
株式会社フタミ
表面処理装置
5か月前
トヨタ自動車株式会社
切断装置
8か月前
第一精工株式会社
ナイフ
11か月前
デュプロ精工株式会社
加工装置
2か月前
大創株式会社
打抜き部受支装置
10か月前
株式会社日本キャリア工業
食料切断装置
3か月前
株式会社日本キャリア工業
食料切断装置
4か月前
株式会社日本キャリア工業
食料切断装置
3か月前
株式会社日本キャリア工業
食料切断装置
3か月前
株式会社日本キャリア工業
食料切断装置
3か月前
船井電機株式会社
電動器具
2か月前
株式会社日本キャリア工業
食料切断装置
3か月前
独立行政法人 国立印刷局
打ち抜き装置
1か月前
株式会社日本キャリア工業
食料切断装置
8か月前
デュプロ精工株式会社
用紙積載装置
7か月前
鈴茂器工株式会社
棒状食材切断装置
7か月前
株式会社アストラ
果菜の分割裁断装置
11か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ