TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025141723
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024059818
出願日
2024-03-14
発明の名称
自動曲機とそれに使用する刃物
出願人
個人
代理人
主分類
B26F
1/00 20060101AFI20250919BHJP(切断手工具;切断;切断機)
要約
【課題】本発明は紙器に使用される抜型の刃物とその刃物を曲げる自動曲機に関する。
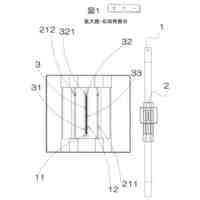
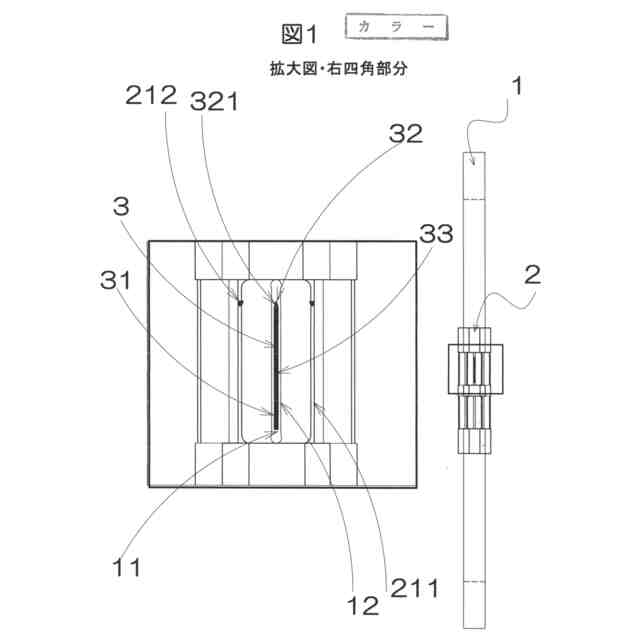
【解決手段】シャフト1のシャフトエッジ12とシャフト1の外周を回転する爪2の爪エッジ211で円弧曲げを曲げる紙器抜型製作の自動曲機において、刃胴体33の円弧より外方に開かないように刃先傾斜321に当たる爪突起212を備えた曲げツール。プリ・マイクロニック刃33に円弧曲げが遭遇した時に爪突起212がプリ・マイクロニック刃ニック部331が外方に広がらないように刃先傾斜321に当たる爪突起212とプリニック刃。
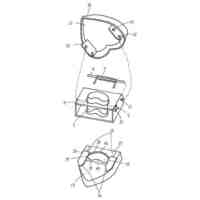
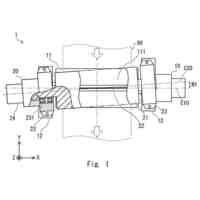
【選択図】図1
特許請求の範囲
【請求項1】
シャフト1のシャフトエッジ12とシャフト1の外周を回転する爪2の爪エッジ211で円弧を曲げる紙器抜型製作の自動曲機において、刃先32が刃胴体33の円弧より外方に開かないように刃先傾斜321に当たる爪突起212を備えた曲げツール。
続きを表示(約 120 文字)
【請求項2】
自動曲機において、プリ・マイクロニック刃部に円弧曲げが遭遇した時に爪突起212がプリ・マイクロのニック刃ニック部331が外方に広がらないように刃先傾斜321に当たる爪突起212とマイクロニック・プリニック・コイル刃34。
発明の詳細な説明
【技術分野】
【0001】
本発明は紙器に使用される抜型の刃物とその刃物を曲げる自動曲機に関するものである。
続きを表示(約 5,200 文字)
【背景技術】
【0002】
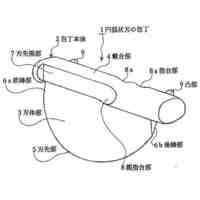
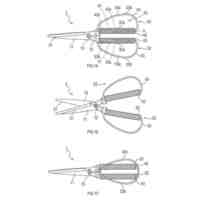
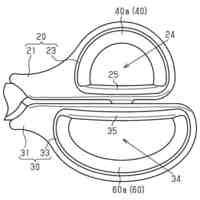
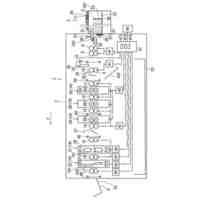
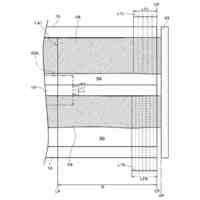
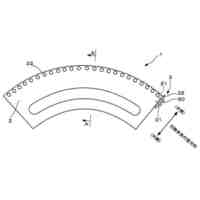
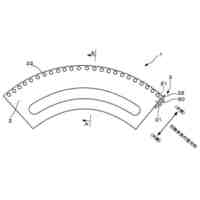
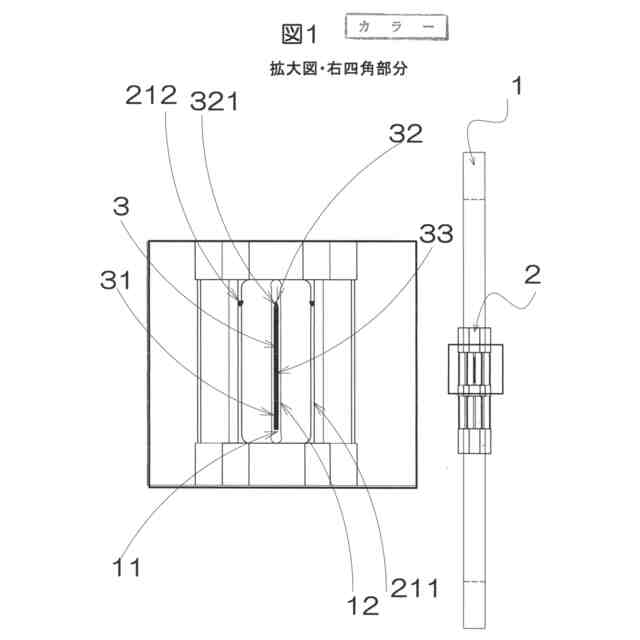
現在、紙器抜型4は合板41をCO2レーザーカッターにより、2ポイント(0.72ミリ幅)の溝が切削され、そこに自動曲機により曲げられた刃3が挿入される。図2はその一例の抜型4の平面図である。「直サック/straight tuck carton」と言われるポピュラーな箱である。
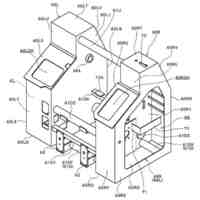
図面右上は1面の説明するため省略されている。レイアウトは「全二本刃レイアウト」という割付である。各面の間隔には6mm幅のカスのドブ36が存在する。抜型が打抜機にセットされ、チェーンで移送されてきた印刷された板紙を打ち抜く。打抜行程から次のストリッ部またはパレット上に移送される。その時に製品ブランクがシートから脱落しないためにニックという切り込み、コの字型ニック322、V字型ニック323が図3刃先32につけられる。コの字型ニック322はダイヤモンド砥石かワイヤー放電でつけるので高価になる。
V字型ニック323は砂砥石でつけられる。刃先でのニック幅が0.18mm以下であればマイクロニックと言える。しかし、いずれにしてもハンディータイプのニック付機では不可能である。
「二本刃」というケースは差し込みとフラップの間の溝361についても表現される。
【0003】
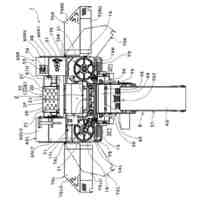
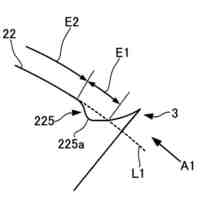
ニックの幅が0.3ミリだと製品ブランクのニック部分が分離跡が残る。消費者に見えると見栄えが悪い。そこで0.18ミリ以下のマイクロニックという小さいニックを付けたのがGregory Zimmerが発明した[特許文献1]USP5537905である。それは970ミリ長の刃物に0.18ミリ幅の幅のニックが1インチ(25.4ミリ)ピッチで「あらかじめ備えられたニック/PRENICK」、また「見えないニック/INVISIBLE-NIK」として販売されている。しかし、これには問題がある。材料がワイヤー放電で製作されているので高価であるだけでなく、手動曲機で曲げるしかない。プリニックなので円弧部分にニックが来る場合はニック部分を避けて利用できるが、自動曲機で曲げる場合、プリニック刃だと円弧部分にニックが当たると正確に曲げられない。(図6参照)。5mm半径以下だと刃先がポリライン状になっている。ニック部分の刃先が開いてしまうのである。刃の胴体部分は爪とシャフトのエッジで爪の回転運動で正確に円弧を形成できるが、刃先のシノギbevel部分の刃先傾斜321は、シャフトエッジ12と爪エッジ211が当たらないので、曲げ残りになり開いてしまう。10mm円弧以上であれば開いていても目立たないが、5ミリ円弧以下では使用不能である。
0.18mm以下のマイクロニックにはこの他、素晴らしい機能がある。0.3mmの通常ニックだと製品ブランクとパレットの上に堆積された打ち抜かれた製品シートから中身の製品ブランクを外さなければならない。ストリッピング作業という。シートの端を左手で100枚掴んで右手に持ったハンマーで0.3mmのニックの部分に振り下ろし、100枚のニックを切断する。「タタキ」または「ムシリ」という重労働作業である。50万以上の注文であればブランキング抜型を製作して、打抜機にセットしてブランキングすれば自動化できる。しかし、50万通し以上の仕事は抜型全体の3%もない。3000通し以下の仕事が抜型全体の50-60%である。最近、油圧でブランキングしてくれる機械も晋及している。しかし、パターンなどのプラスティツクシートの消耗品が必要である。0.18mm以下のマイクロニックにすると右手でシート100枚を掴んで反らすと、そのマイクロニックが簡単に切断され、左手で100枚の製品ブランクを掴み出せるのである。0.3mmと0.18ミリのニックには大きな違いがある。この部分違いを説明した動画と私の執筆した最近の雑誌記事がある。
(micro nick performance)
https://www.youtube.com/watch?v=rwj45QZL11M
C&B誌2024-4月号「マイクロニックで打抜き速度が30~40%向上」
【0004】
また、現在の世界中の自動曲機でも1つの問題点があった。それは円弧を曲げると10R以下になると円弧部の刃先32が刃胴体33に比較して外方に開いてしまう傾向があった。刃胴体33は爪エッジ211が当たっているので、正確に円弧を形成している。それでないと合板にレーザーで切削された0.72の溝に挿入できない。円弧部の刃先からの約1ミリの刃先傾斜321についての曲げについては抜型製造では考慮されることはなかった。しかし、この抜型を打抜機に掛けて打ち抜くと5R以下の円弧部は外方に開いているので、低くなっている。その部分は完全に打ち抜けない。その結果、「ムラトリ・高低どり」という作業をしなければならない。「ムラトリ紙/抜型の図面または刃跡を転写した用紙」に「ムラトリテープ」を貼って、完全に打ち抜けるまで試抜きを繰り返す。その間、打抜機は機能しない。
【先行技術文献】
【特許文献】
【0005】
USP5537905
【発明の概要】
【発明が解決しようとする課題】
【0006】
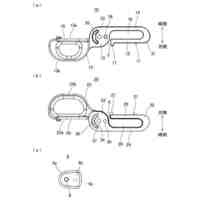
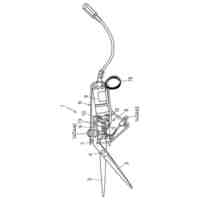
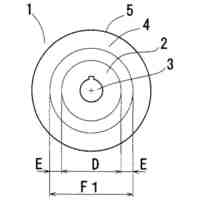
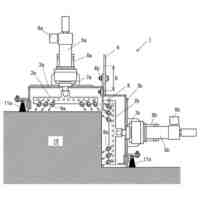
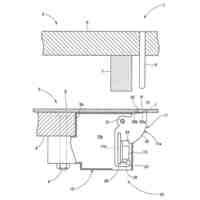
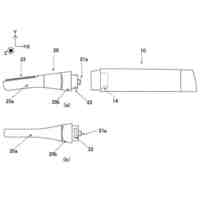
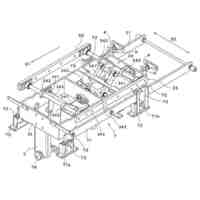
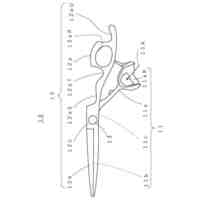
図5は自動曲機の典型的な「曲げツール」である。本発明図面の図1で説明する。図1はシャフト1と爪2の図面である。固定のシャフト1の周りを回転する爪2があり、シャフト1の中央に刃3(塗りつぶし断面図)が通過するシャフト溝11がある。円弧を作成するためには刃3の刃側壁31に爪エッジ211が当たり折り曲げる。所定の角度に折り曲げると、爪2は元の待機位置に戻る。刃3は送りローラー(図示せず)により前進される。これを繰り返し円弧を形成する。2Rだと約0.7ミリ送りを5回繰り返す。データー的には「ポリライン/連続直線の集合体」であるが、実際の刃物は円弧になり、実用に耐えられる。
しかしながら、爪エッジ211が直接当たる刃側壁31は忠実に円弧形成が可能であるが、刃先32は爪エッジ211が当たらないので、刃3の胴体に追従して円弧が形成するが、刃先32部分の円弧は外方に開く傾向がある。その結果、円弧刃先32は、他の曲げない直線部分より全高が低くなる。はなはだしい場合は0.1ミリ低くなる。その結果、シートが正確に打ち抜けなくなる。それを救済するために打抜オペレータは「ムラトリ」という作業をする。試抜きで打ち抜けていない部分の刃高を上げるために、ムラトリシート(抜型の裏に挿入されているシート)の低い部分にムラトリテープを貼る。セロテープ1枚が0.07ミリ厚である。それを貼ってもよい。刃の全高を等しくなるまで試抜きとムラトリテープの校正を繰り返すのがムラトリ作業である。したがって、ムラトリ作業の軽減のためにも円弧を曲げた時に刃先32も胴体と同じように曲げることは抜型業界の希望であった。
【0007】
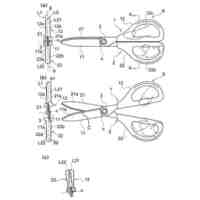
また、[特許文献1]USP5537905のプリニックを自動曲機で曲げる時に、ニック部分に円弧が来れば図6のように刃先が開いてしまう問題があった。[特許文献1]USP5537905のプリニック刃は自動曲機で曲げることができなかった。手動曲機でプリニック部を避けて円弧を曲げるしかなかった。自動曲機では970mm長の定尺はを曲げることはなくなった。100m巻きのコイル刃使用が必須になった。本発明はプリニックの100m長巻きのプリニック・コイル刃の発明と、それを使用した自動曲機がニック部分を曲げても図6のようにならないようにすることを目的にしている。
マイクロニックには前記の私の雑誌記事に書かれているように、紙器製品に「見えないニック」「打抜スピード30-40%アップ」「奴隷的ストリップ作業の軽減」という目的・作用・効果がある。
一般的にマイクロニックとはニック幅が0.18ミリ以下のものをさす。0.2mmになると消費者がニック跡を見ることができ、美粧的には醜くなる。しかし、これを手動のニック付機でつけることは不可能である。手が震え、例え0.13ミリ厚の砥石を使用しても0.2mm以上になる。また、ちょと不注意すると薄いので吹っ飛んでしまう。それを防ぐために考えられたのが、[特許文献1]USP5537905のプリニック刃である。しかしながら、プリニック故に円弧に遭遇する問題点がある。
本発明は図6のようにプリニックの刃先が開かないように自動曲機の爪の改良発明とマイクロニックの巻き取りプリニックの刃を提供することにある。30年前に発明された[特許文献1]USP5537905が普及しなかったものを、本発明により普及させることにある。
そして、世界的に残っている奴隷的仕事の「手ムシリ」ストリッピング作業を救うことにある。また、打抜作業の30%のスピードアップを提供することにある。また、見えないニックで美粧効果がある。
【発明を解決するための手段】
【0008】
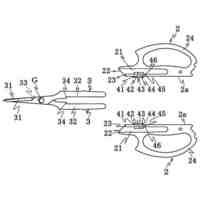
爪エッジ211の上部に刃先32の刃先傾斜面に爪エッジ211と同期して当たる爪突起212を備えることにある。爪2が回転すると爪エッジ211が刃側壁31に当たると同時に爪突起212は刃先傾斜面321に当たる。その結果、刃先の円弧は刃胴体33と同期して同じく曲げることが可能になる。
一般にニックは抜型4において切刃3の直線部にのみつけられる。円弧には付けられることはない。しかし、ディスプレイのように外周が円弧のみで構成されている場合には例外として、大きい円弧にはつけられる。また、パンチ(丸刃)などにはニックはつけられる。
また、図2においてニックが付けられてはダメな外観可視直線35がある。図2では「太線」で図示されている。それはこのパッケージに中身を入れて組み立てられた時、消費者の目に触れる部分である。外観可視直線35は通常0.3mm幅以上のものは見苦しいのでつけられない。0.18ミリ以下のマイクロニックならつけても「見えない/invisible」ので付けられる。マイクロニックの必要性の理由である。外観可視直線35以外の切刃3はパックされると消費者の目に触れないので0.3mmのニックがつけられる。
また、このレイアウトで外観可視直線35にニックが付けられないと、打ち抜かれた後、次の工程に移送される時に6mmのカス部分の間隔、通称、ドブ36が浮き上がり機械の中でジャミングして、緊急停止しなければならない。カタログ値9000ショツト/Hの打抜機でも5000-6000ショツト/Hで打ち抜いている。外観可視直線35に見えないマイクロニックが付けられると、移送で浮き上がることはないので9000ショツト/Hで打ち抜くことが可能である。マイクロニックにすると30-40%の打抜スピードが上がるのである。
【0009】
爪突起212の形状については図示形状の3角形に限らず色々な実施例が考えられる、爪突起212は爪エッジ211と同期して刃先傾斜321に当たれば良いので。点、線、面のいずれの形状でも部分的に当たればよい。刃先傾斜321全面に当たる必要はない。また、刃の高さ、刃角度が異なる場合、爪突起212が刃先傾斜321にピッタリ合う必要はなく、部分的に当たるようにしていれば刃の高さ、刃角度が変わっても爪交換は不要である。
【0010】
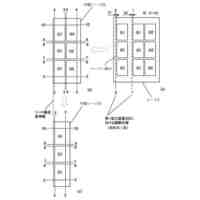
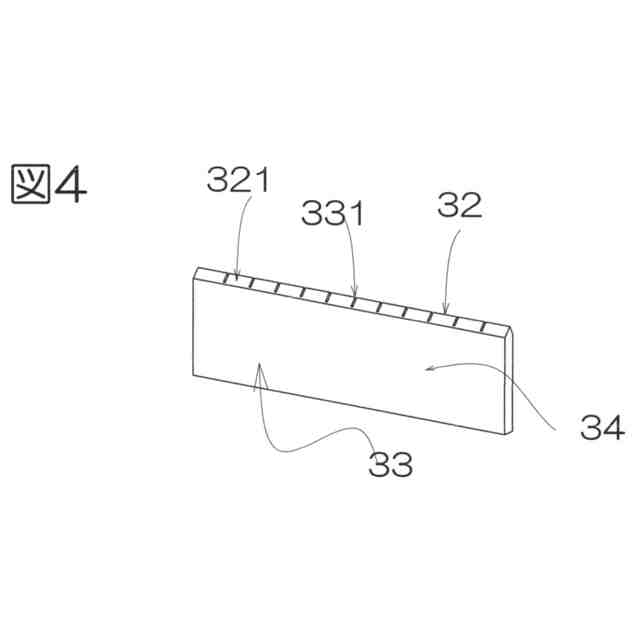
[特許文献1]USP5537905ではワイヤ放電加工の定尺970mm長のものしかなかったので、自動曲機には使用できない。そこで図4の100m巻きのマイクロニック・プリニック・コイル刃を提供することにある。この刃を利用して、マイクロニック部が円弧に遭遇しても、爪突起212がマイクロニック部が外方に開くのを防ぐことが可能になる。マイクロニック・プリニック・コイル刃は爪突起212と合わせて本発明の構成要件として必須のものである。マイクロニック・プリニック・コイル刃を製作する方法としては0.13ミリ厚の砥石を単独、または3枚を1ミリのスペーサー4枚に交互に挟んで自動曲機で製作できる。0.13ミリ厚の砂砥石を刃先32に一定のスピードで下降すると、最初はコの字であるが、刃先傾斜321の厚みが増えていくので切削抵抗が増え、Vカットになるがマイクロニックとしの機能に問題ない。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
曲線カッター
1か月前
個人
ハサミ
4か月前
個人
円弧状刃の包丁
7か月前
有限会社カルチエ
ナイフ
11か月前
個人
理美容はさみ
4か月前
個人
折り畳みナイフ
10か月前
株式会社サボテン
鋏
6か月前
個人
2wayコーナーパンチ
9か月前
コクヨ株式会社
ハサミ
11か月前
福善刃物工業株式会社
鋏
4日前
株式会社和田機械
栗切り機の刃物
2か月前
株式会社文創
切創抑制器具
11か月前
個人
自動曲機とそれに使用する刃物
1か月前
個人
自動曲機とそれに使用する刃物
1か月前
やおき工業株式会社
鋏
4か月前
株式会社フタミ
表面処理装置
6か月前
個人
梳き鋏及び梳き鋏使用方法
1か月前
トヨタ自動車株式会社
切断装置
10か月前
大創株式会社
打抜き部受支装置
11か月前
デュプロ精工株式会社
加工装置
4か月前
株式会社日本キャリア工業
食料切断装置
5か月前
船井電機株式会社
電動器具
3か月前
株式会社日本キャリア工業
食料切断装置
5か月前
株式会社日本キャリア工業
食料切断装置
5か月前
株式会社日本キャリア工業
食料切断装置
5か月前
独立行政法人 国立印刷局
打ち抜き装置
2か月前
株式会社日本キャリア工業
食料切断装置
5か月前
株式会社日本キャリア工業
食料切断装置
9か月前
株式会社日本キャリア工業
食料切断装置
6か月前
鈴茂器工株式会社
棒状食材切断装置
8か月前
デュプロ精工株式会社
用紙積載装置
9か月前
近畿刃物工業株式会社
切断加工用刃物
5か月前
近畿刃物工業株式会社
切断加工用刃物
5か月前
本田技研工業株式会社
切断装置
1か月前
近畿刃物工業株式会社
切断加工用刃物
5か月前
THESTANDBYME合同会社
鋏
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ