TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025142904
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042513
出願日
2024-03-18
発明の名称
拡管装置
出願人
ノーラエンジニアリング株式会社
,
日本継手株式会社
代理人
個人
,
個人
主分類
B21D
39/20 20060101AFI20250924BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 金属管を接続するための構成が簡略化された管継手に対してその金属管を接続し得るようにすること。
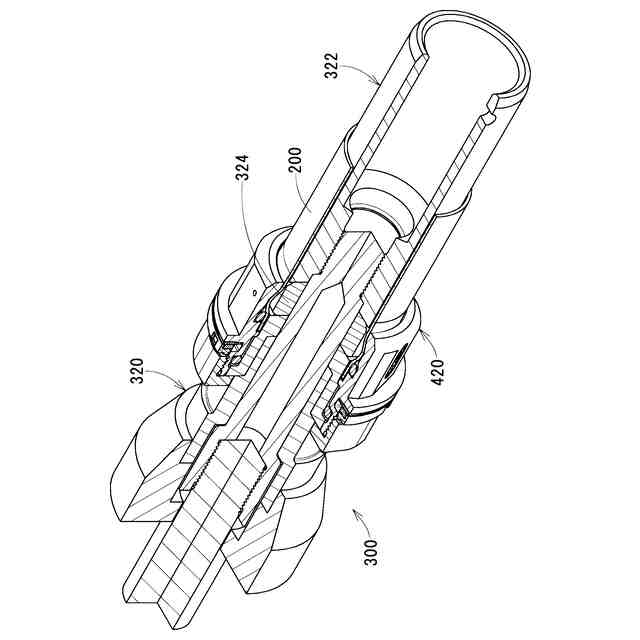
【解決手段】 拡管装置300は、ヘッド部320と、加圧ロッド322と、環状弾性体324とを備える。ヘッド部320は、内部に通路が形成される。加圧ロッド322は、ヘッド部320に形成された通路を貫通する。通路を貫通する加圧ロッド322が環状弾性体324を貫通する。環状弾性体324は、ヘッド部320に接する。環状弾性体324が、ヘッド部320のうち進入部の先端に接する。加圧ロッド322の弾性体接触部が環状弾性体324のうちヘッド部320に接する面の裏面に接する。
【選択図】 図1
特許請求の範囲
【請求項1】
内部に通路が形成されるヘッド部と、
前記ヘッド部に形成された前記通路を貫通する加圧ロッドと、
前記通路を貫通する前記加圧ロッドが貫通し、前記ヘッド部に接する環状弾性体とを備え、
前記加圧ロッドが、
前記ヘッド部に形成された前記通路を貫通し、前記環状弾性体の内周面に対向する通路貫通部と、
前記通路貫通部に連なり、前記環状弾性体のうち前記ヘッド部に接する面の裏面に接する弾性体接触部とを有している拡管装置であって、
前記ヘッド部が、
管継手の一端から前記管継手の内部に進入し、かつ、前記管継手の他端に進入した金属管の内部に進入するための、前記通路が形成されている進入部と、
前記管継手の内部に前記進入部が進入した場合に前記管継手を前記進入部に接続するための継手接続部とを有しており、
前記環状弾性体が、前記ヘッド部のうち前記進入部の先端に接することを特徴とする拡管装置。
続きを表示(約 380 文字)
【請求項2】
前記進入部が、
筒状である進入本体部と、
前記進入本体部の外周に設けられる係合突起部とを有しており、
前記継手接続部が、
筒状である接続本体部と、
前記接続本体部の一端に設けられ、前記係合突起部に係合する一端係合部と、
前記接続本体部の他端に設けられ、前記管継手に設けられているねじ部とかみ合う一端ねじ部とを有していることを特徴とする請求項1に記載の拡管装置。
【請求項3】
前記進入本体部が、
前記進入部の先端を形成する筒状の先端形成部と、
前記先端形成部に連なり、前記先端形成部よりも外径が大きい筒状の大径形成部とを有しており、
前記係合突起部が、前記進入本体部のうち前記大径形成部の外周に設けられることを特徴とする請求項2に記載の拡管装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は拡管装置に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1は、拡管装置を開示する。この拡管装置は、拡管ヘッドと拡管リングとガイドリングと加圧ロッドと拡管ゴムとゴム押え部とを有する装置にかかるものである。拡管ヘッドは、嵌入内孔、および、第1テーパー部を有する。嵌入内孔には、薄肉ステンレス鋼管が内嵌される。第1テーパー部は、嵌入内孔の前方に形成される。第1テーパー部は、前方が拡径されるように傾斜する。拡管リングは、嵌合孔、および、第2テーパー部を有する。嵌合孔は、拡管ヘッドの前方に着脱可能に固定される。嵌合孔には、薄肉ステンレス鋼管が内嵌される。第2テーパー部は、第1テーパー部と連続する。第2テーパー部は、前方が縮径されるように傾斜する。ガイドリングは、嵌入内孔の径方向内側に配置される。ガイドリングには、薄肉ステンレス鋼管が外嵌される。加圧ロッドは、拡管ヘッドに挿通される。加圧ロッドは、後方端部が加圧装置に連結される。拡管ゴムは、加圧ロッドにおけるガイドリングの前方に外嵌される。ゴム押え部は、加圧ロッドにおける拡管ゴムの前方に形成される。この拡管装置は、薄肉ステンレス鋼管を嵌入した状態で、薄肉ステンレス鋼管と嵌入内孔およびガイドリングとの間に、それぞれ一定の隙間を有するように嵌入内孔およびガイドリングを形成したものである。特許文献1に開示された拡管装置によれば、鋼管の先端部を継手の本体内孔に容易に嵌め入れ得る。
【先行技術文献】
【特許文献】
【0003】
特開2002-120029号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された拡管装置には、拡管ヘッドを備える継手に限ってその継手へ金属管を接続でき、拡管ヘッドが省略された継手に対してはその金属管の接続ができないという問題点がある。
【0005】
本発明の目的は、金属管を接続するための構成が簡略化された管継手に対するその金属管の接続を可能とすることにある。
【課題を解決するための手段】
【0006】
図面に基づいて本発明の拡管装置が説明される。なお、この欄で図中の符号を使用したのは、発明の内容の理解を助けるためであって、内容を図示した範囲に限定する意図ではない。
【0007】
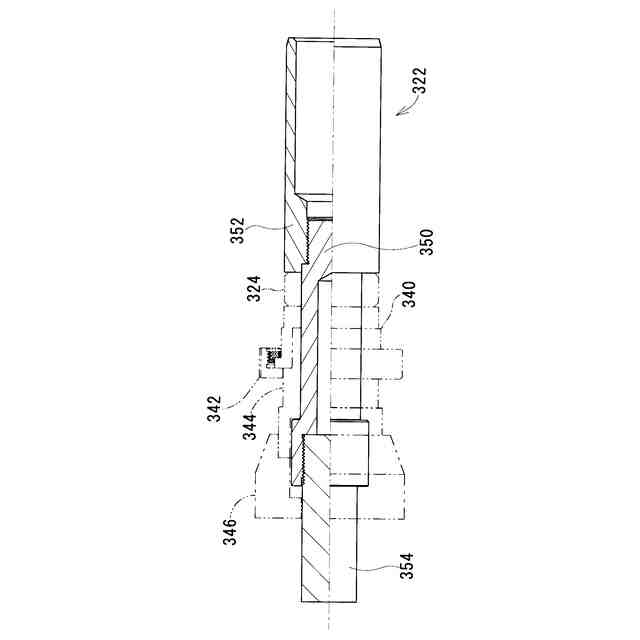
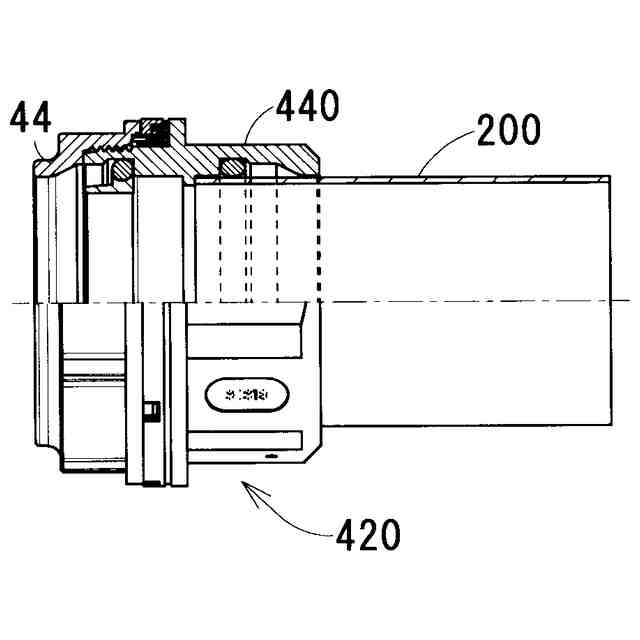
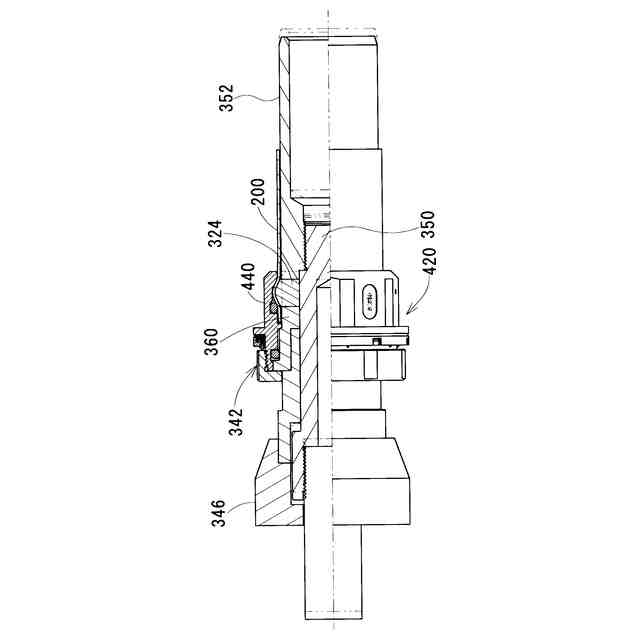
上述された目的を達成するために、本発明のある局面に従うと、拡管装置300は、ヘッド部320と、加圧ロッド322と、環状弾性体324とを備える。ヘッド部320は、内部に通路が形成される。加圧ロッド322は、ヘッド部320に形成された通路を貫通する。通路を貫通する加圧ロッド322が環状弾性体324を貫通する。環状弾性体324は、ヘッド部320に接する。加圧ロッド322が、通路貫通部350と、弾性体接触部352とを有している。通路貫通部350は、ヘッド部320に形成された通路を貫通する。通路貫通部350は、環状弾性体324の内周面に対向する。弾性体接触部352は、通路貫通部350に連なる。弾性体接触部352は、環状弾性体324のうちヘッド部320に接する面の裏面に接する。ヘッド部320が、進入部340と、継手接続部342とを有している。進入部340は、管継手420の一端から管継手420の内部に進入するためのものである。進入部340は、管継手420の他端に進入した金属管200の内部に進入するためのものでもある。進入部340には、通路が形成されている。継手接続部342は、管継手420の内部に進入部340が進入した場合に管継手420を進入部340に接続するためのものである。環状弾性体324が、ヘッド部320のうち進入部340の先端に接する。
【0008】
管継手420の一端から管継手420の内部へ進入した進入部340の先端と進入部340に形成されている通路を貫通した加圧ロッド322の弾性体接触部352とが環状弾性体324を圧縮する。その圧縮によって外径が大きくなった環状弾性体324が金属管200の外径を大きくする。金属管200の外径が大きくなるとその金属管200の外径が大きくなった箇所は管継手420の内周面に押付けられる。その箇所が管継手420の内周面に押付けられるとその金属管200はその管継手420に接続されることとなる。その結果、金属管200を接続するための構成が簡略化された管継手420に対するその金属管200の接続が可能となる。
【0009】
また、上述された進入部340が、筒状である進入本体部360と、係合突起部362とを有していることが望ましい。係合突起部362は、進入本体部360の外周に設けられる。この場合、継手接続部342が、筒状である接続本体部380と、一端係合部382と、他端ねじ部384とを有していることが望ましい。一端係合部382は、接続本体部380の一端に設けられる。一端係合部382は、係合突起部362に係合する。他端ねじ部384は、接続本体部380の他端に設けられる。他端ねじ部384は、管継手420に設けられている雄ねじ62とかみ合う。
【0010】
他端ねじ部384は、管継手420に設けられている雄ねじ62とかみ合う。一端係合部382は、進入部340の係合突起部362に係合する。これにより、管継手420は他端ねじ部384を介してヘッド部320へ接続されることとなる。管継手420がヘッド部320へ接続されるので、金属管200の外径が大きくなる際、管継手420の位置がずれる可能性は抑えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
6日前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
7か月前
トヨタ紡織株式会社
プレス金型
5か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
27日前
株式会社トラバース
パンチング加工装置
7か月前
日鉄建材株式会社
成形装置
1か月前
株式会社TMEIC
監視装置
7か月前
フジテック株式会社
金属棒曲げ工具
1か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
株式会社吉野機械製作所
プレス機械
5か月前
株式会社不二越
転造加工用平ダイス
7か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
28日前
ユニプレス株式会社
プレス加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
28日前
株式会社三明製作所
転造装置
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社TMEIC
制御システム
4か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社アマダ
ビード形成方法
22日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































