TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138020
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024036686
出願日
2024-03-11
発明の名称
造形プロセスの監視方法
出願人
三菱重工業株式会社
代理人
SSIP弁理士法人
主分類
B22F
10/38 20210101AFI20250917BHJP(鋳造;粉末冶金)
要約
【課題】積層造形による造形物の欠陥の有無を精度よく検出する。
【解決手段】本開示の少なくとも一実施形態に係る造形プロセスの監視方法は、原料粉末の層にエネルギービームを走査させつつ照射することで層の原料粉末を溶融し固化させることで造形物の一部を造形するステップと、造形するステップでエネルギービームを走査させつつ照射したときに造形物から発せられる光の発光強度の時系列データを取得するステップと、取得するステップで取得した時系列データと、エネルギービームの走査軌跡に関する情報とに基づいて、発光強度の2次元マップを作成するステップと、作成するステップで作成した2次元マップに基づいて、造形物の欠陥の有無を検出するステップと、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
原料粉末の層にエネルギービームを走査させつつ照射することで前記層の前記原料粉末を溶融し固化させることで造形物の一部を造形するステップと、
前記造形するステップで前記エネルギービームを走査させつつ照射したときに前記造形物から発せられる光の発光強度の時系列データを取得するステップと、
前記取得するステップで取得した前記時系列データと、前記エネルギービームの走査軌跡に関する情報とに基づいて、前記発光強度の2次元マップを作成するステップと、
前記作成するステップで作成した前記2次元マップに基づいて、前記造形物の欠陥の有無を検出するステップと、
を備える、
造形プロセスの監視方法。
続きを表示(約 1,700 文字)
【請求項2】
前記作成するステップでは、前記2次元マップに対して空間フィルタを適用することで前記空間フィルタを適用後の前記2次元マップを作成し、
前記検出するステップでは、前記作成するステップで作成した前記空間フィルタを適用後の前記2次元マップに基づいて、前記造形物の欠陥の有無を検出する、
請求項1に記載の造形プロセスの監視方法。
【請求項3】
前記検出するステップでは、前記2次元マップにおける前記発光強度の平均値に対する乖離が前記平均値よりも大きい第1閾値を上回るか、又は、前記平均値よりも小さい第2閾値を下回る前記発光強度となる規定範囲以上の大きさを有する特異領域、の有無を検出し、前記特異領域の有無に基づいて前記造形物の欠陥の有無を検出する、
請求項1又は2に記載の造形プロセスの監視方法。
【請求項4】
前記造形するステップでは、前記原料粉末の層の敷設と、敷設した前記層へ前記エネルギービームを走査させつつ照射することで1つの造形層を造形し、
前記造形するステップは、前記造形物の造形に際して繰り返し実施され、
前記取得するステップでは、前記造形するステップの実施毎に前記時系列データを取得し、
前記作成するステップでは、前記造形層毎に前記2次元マップを作成し、
前記検出するステップでは、第1造形層における前記2次元マップである第1マップ、及び、前記第1造形層とは前記造形層の積層方向の一方側又は他方側の少なくとも何れかにおいて前記第1造形層と隣り合う第2造形層における前記2次元マップである第2マップ、における前記特異領域の有無に基づいて前記造形物の欠陥の有無を検出する、
請求項3に記載の造形プロセスの監視方法。
【請求項5】
前記造形するステップでは、前記原料粉末の層の敷設と、敷設した前記層へ前記エネルギービームを走査させつつ照射することで1つの造形層を造形し、
前記造形するステップは、前記造形物の造形に際して繰り返し実施され、
前記取得するステップでは、前記造形するステップの実施毎に前記時系列データを取得し、
前記作成するステップでは、前記造形層毎に前記2次元マップを作成し、
前記検出するステップでは、前記特異領域の数が閾値を超える前記2次元マップに対応する前記造形層において前記欠陥が存在すると判断する、
請求項3に記載の造形プロセスの監視方法。
【請求項6】
前記検出するステップでは、前記2次元マップに基づいて前記欠陥の有無を検出するように構成された学習済モデルを用いて、前記造形物の欠陥の有無を検出する、
請求項1又は2に記載の造形プロセスの監視方法。
【請求項7】
前記検出するステップでは、前記2次元マップにおける前記発光強度の平均値に対する乖離が前記平均値よりも大きい第1閾値を上回るか、又は、前記平均値よりも小さい第2閾値を下回る前記発光強度となる規定範囲以上の大きさを有する特異領域、が存在する場合であっても前記特異領域に対応する前記欠陥が存在しないと判断される場合には前記特異領域に対応する前記欠陥が存在しないと判断するように構成された前記学習済モデルを用いて、前記造形物の欠陥の有無を検出する、
請求項6に記載の造形プロセスの監視方法。
【請求項8】
前記造形するステップでは、前記原料粉末の層の敷設と、敷設した前記層へ前記エネルギービームを走査させつつ照射することで1つの造形層を造形し、
前記造形するステップは、前記造形物の造形に際して繰り返し実施され、
前記取得するステップでは、前記造形するステップの実施毎に前記時系列データを取得し、
前記作成するステップでは、前記造形層毎に前記2次元マップを作成し、
前記検出するステップでは、前記造形するステップで現在造形している前記造形層の後で造形される前記造形層において前記欠陥が生じるか否かを判断するように構成された前記学習済モデルを用いて、前記造形物の欠陥の有無を検出する、
請求項6に記載の造形プロセスの監視方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、造形プロセスの監視方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
三次元形状物を積層造形する積層造形方法のうち、例えばパウダーベッド法による積層造形方法では、層状に敷設された原料粉末である金属粉末に光ビームや電子ビーム等のエネルギービームを照射することによって、溶融固化を繰り返し積層することにより三次元形状物(造形物)を形成する。
【0003】
エネルギービームが照射される領域内では、金属粉末が急速に溶融する。そのため、造形物の内部に空洞が生じる等、造形物に欠陥が生じるおそれがある。
そのため、造形物の品質を担保するためには、造形物の造形が終了した後に造形物の非破壊検査を行う必要がある。
しかし、造形物の造形が終了した後に実施する非破壊検査には時間を要し、コストも掛かる。
【0004】
そこで、エネルギービームの照射前の付加造形粉体の敷設面を撮像手段で撮像することで得られた画像に基づいて付加製造粉体の層内の欠陥を検出することも提案されている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特表2023-535930号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上述した特許文献に記載の技術では、撮像手段で撮像することで得られた画像に基づいて付加製造粉体の層内の欠陥を検出するようにしているため、敷設された付加造形粉体の表面の情報のみから付加製造粉体の層内の欠陥を予測する必要がある。そのため、付加製造粉体の層内の状態として得られる情報は、敷設された付加造形粉体の表面の情報からの予測でしかない。
また、上述した特許文献に記載の技術では、撮像手段で撮像することで得られた画像に基づいて付加製造粉体の層内の欠陥を検出するようにしているため、欠陥検出のための分解能は撮像手段における分解能に律速される。
【0007】
本開示の少なくとも一実施形態は、上述の事情に鑑みて、積層造形による造形物の欠陥の有無を精度よく検出することを目的とする。
【課題を解決するための手段】
【0008】
本開示の少なくとも一実施形態に係る造形プロセスの監視方法は、
原料粉末の層にエネルギービームを走査させつつ照射することで前記層の前記原料粉末を溶融し固化させることで造形物の一部を造形するステップと、
前記造形するステップで前記エネルギービームを走査させつつ照射したときに前記造形物から発せられる光の発光強度の時系列データを取得するステップと、
前記取得するステップで取得した前記時系列データと、前記エネルギービームの走査軌跡に関する情報とに基づいて、前記発光強度の2次元マップを作成するステップと、
前記作成するステップで作成した前記2次元マップに基づいて、前記造形物の欠陥の有無を検出するステップと、
を備える。
【発明の効果】
【0009】
本開示の少なくとも一実施形態によれば、積層造形による造形物の欠陥の有無を精度よく検出できる。
【図面の簡単な説明】
【0010】
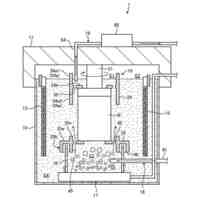
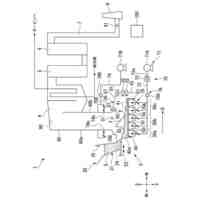
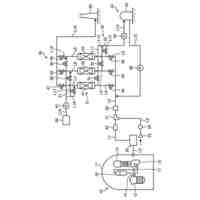
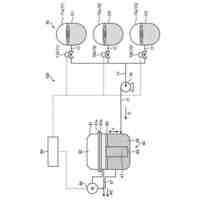
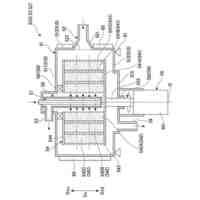
本開示の少なくとも一実施形態に係る造形プロセスの監視方法を適用可能な積層造形装置である、三次元積層造形装置の全体構成を示す模式図である。
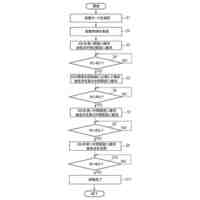
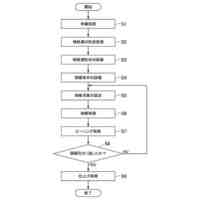
三次元積層造形装置を用いた造形プロセスの監視方法における処理の手順を示したフローチャートである。
発光モニタ制御部の記憶部に格納されている発光強度の時系列データの一例を示す図である。
発光強度の2次元マップの一例を示す図である。
空間フィルタを適用した後の2次元マップを示す図である。
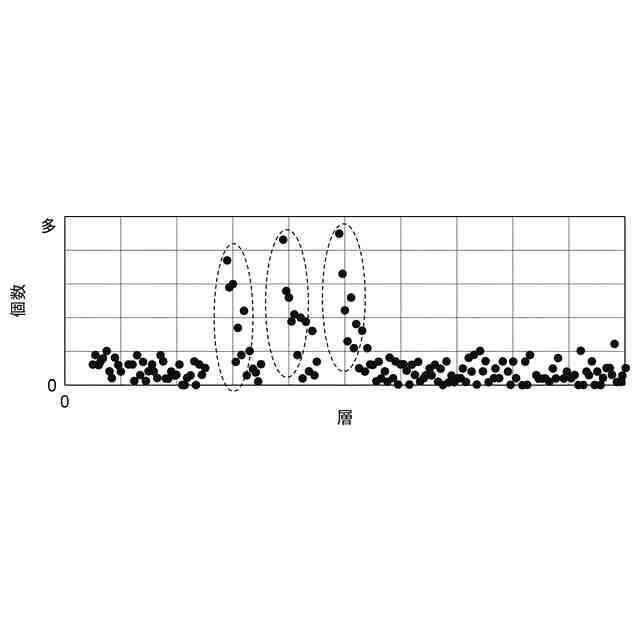
ある造形物について、空間フィルタを適用した後の2次元マップにおける特異領域の数を造形層毎に表したグラフである。
図6のグラフに係る造形物における、造形層毎の欠陥率を表したグラフである。
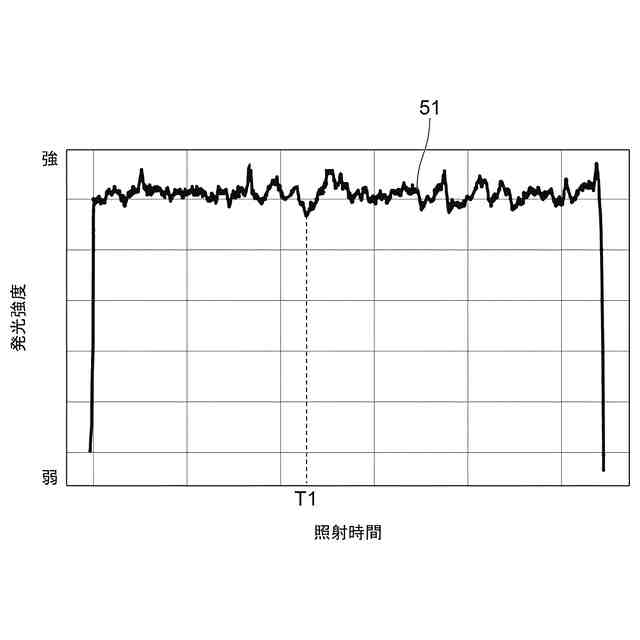
光検出部に入射した光の発光強度の一例を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱重工業株式会社
動力装置
16日前
三菱重工業株式会社
施工方法
今日
三菱重工業株式会社
ボイラ壁
13日前
三菱重工業株式会社
加熱装置
20日前
三菱重工業株式会社
皮膜形成装置
27日前
三菱重工業株式会社
超音波探傷方法
27日前
三菱重工業株式会社
ポンプシステム
27日前
三菱重工業株式会社
燃焼筒の取付方法
13日前
三菱重工業株式会社
石膏脱水システム
今日
三菱重工業株式会社
メタン酸化触媒装置
27日前
三菱重工業株式会社
ガスタービン制御方法
20日前
三菱重工業株式会社
ガスタービン起動方法
9日前
三菱重工業株式会社
蒸気タービンシステム
9日前
三菱重工業株式会社
燃焼設備および制御方法
15日前
三菱重工業株式会社
ガス処理装置および方法
7日前
三菱重工業株式会社
アンモニア除害システム
今日
三菱重工業株式会社
炭化炉及びその制御方法
27日前
三菱重工業株式会社
軸流圧縮機、及びその動翼
1日前
三菱重工業株式会社
計測システムおよび計測方法
7日前
三菱重工業株式会社
バーナ及びこれを備えたボイラ
27日前
三菱重工業株式会社
バーナ及びこれを備えたボイラ
27日前
三菱重工業株式会社
レドックスフロー電池システム
13日前
三菱重工業株式会社
水素吸蔵材料および原子力設備
8日前
三菱重工業株式会社
支持部材及び接着剤の監視方法
今日
三菱重工業株式会社
インバータ装置及びその保護方法
7日前
三菱重工業株式会社
燃料噴射装置および往復動内燃機関
21日前
三菱重工業株式会社
水素製造システム及び水素製造方法
27日前
三菱重工業株式会社
演算方法、プログラム及び演算装置
15日前
三菱重工業株式会社
電動ファンおよび電動垂直離着陸機
10日前
三菱重工業株式会社
インバータ基板及びインバータ装置
7日前
三菱重工業株式会社
洗浄装置、分離システム及び洗浄方法
27日前
三菱重工業株式会社
渦電流探傷装置、及び渦電流探傷方法
27日前
三菱重工業株式会社
圧縮機の静翼セグメント、及び圧縮機
今日
三菱重工業株式会社
補修方法、プログラム、及び補修装置
1日前
三菱重工業株式会社
燃料製造システム、及び燃料製造方法
2日前
三菱重工業株式会社
RPB装置及び酸性ガス回収システム
7日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ