TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025137122
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024036138
出願日
2024-03-08
発明の名称
包装袋の製造方法及び包装袋の製造装置
出願人
株式会社ショーエイコーポレーション
代理人
弁理士法人藤本パートナーズ
主分類
B31B
70/64 20170101AFI20250911BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】内蓋シートなどの半折の中材フィルムを位置精度良く配置できる包装袋を製造することができる包装袋の製造方法及び包装袋の製造装置を提供する。
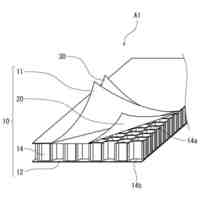
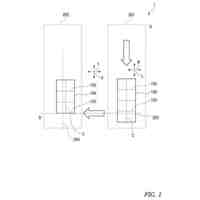
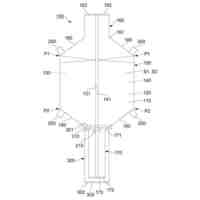
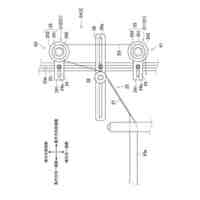
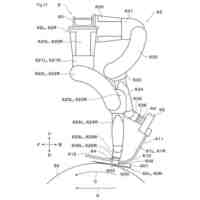
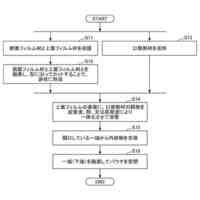
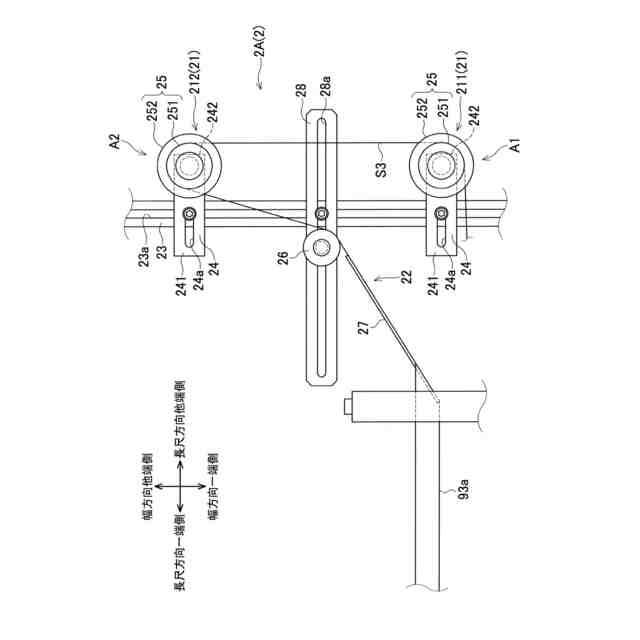
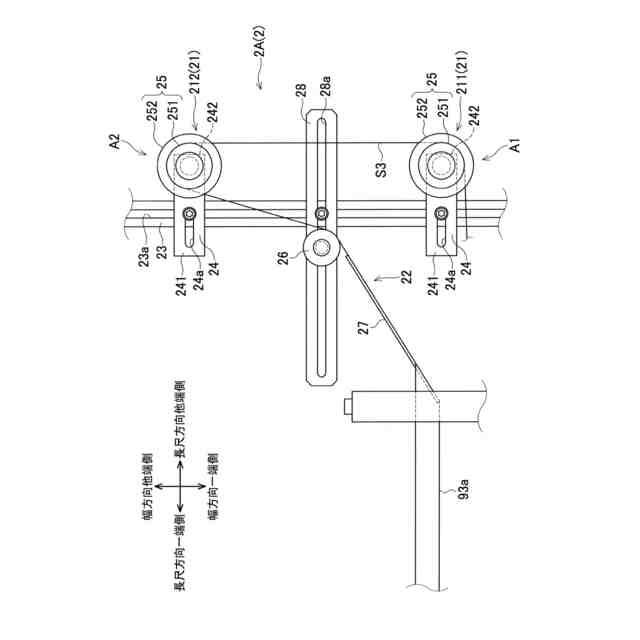
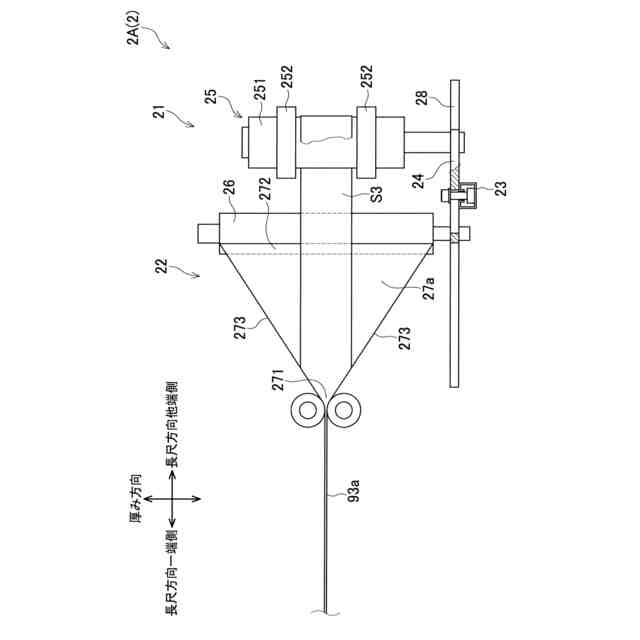
【解決手段】長尺帯状の中材原反シートS3を導入する導入部21及び導入部から導入される中材原反シートを折る半折部22を含む半折機構2を用いて長尺方向に沿って折目93aが形成されるように半折する半折工程を含み、半折工程は、導入部を用いて、半折部よりも幅方向における折目が位置する一方側の一方導入エリアA1から、半折部よりも幅方向における一方側と反対側の他方側の他方導入エリアA2に中材原反シートを送り、他方導入エリアから半折部に中材原反シートを導入する工程である。
【選択図】図3
特許請求の範囲
【請求項1】
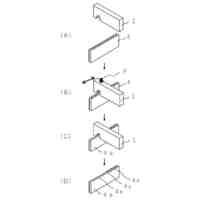
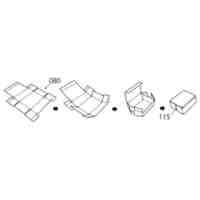
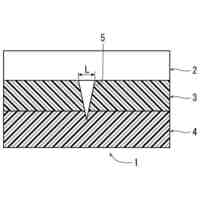
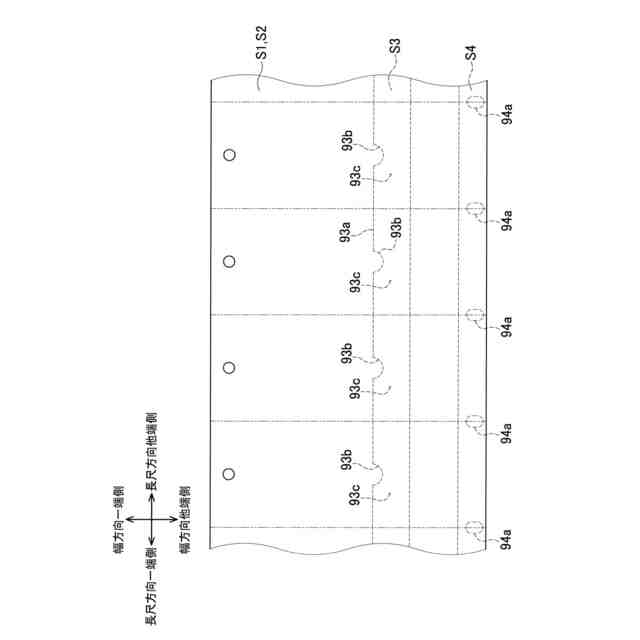
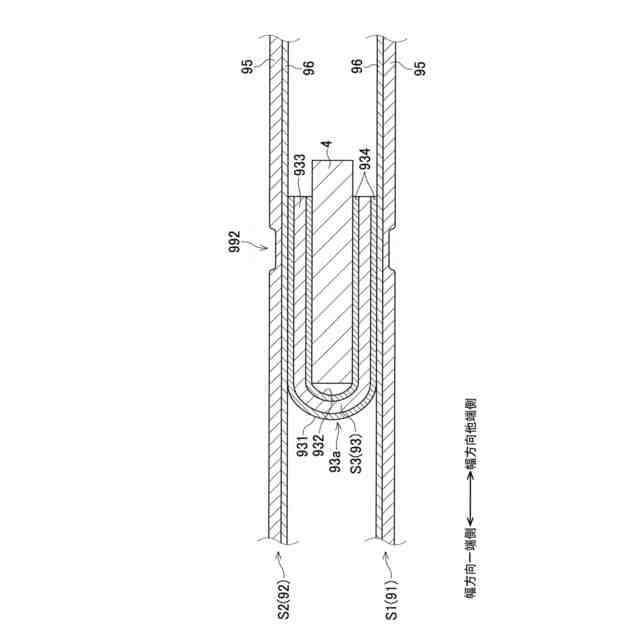
第一面フィルムと、該第一面フィルムに対向配置される第二面フィルムと、前記第一面フィルム及び前記第二面フィルムの間に半折された状態で配置される中材フィルムと、を備える包装袋の製造方法であって、
前記中材フィルムとなる長尺帯状の中材原反シートを、該中材原反シートを導入する導入部及び該導入部から導入される前記中材原反シートを折る半折部を含む半折機構を用いて前記長尺帯状における長尺方向に沿って折目が形成されるように半折する半折工程と、
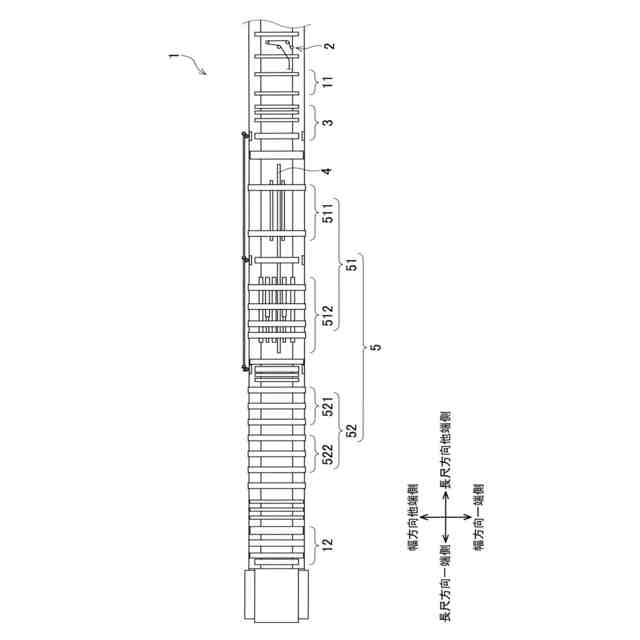
前記第一面フィルムとなる長尺帯状の第一原反シートと、該第一原反シートに対向配置され、前記第二面フィルムとなる長尺帯状の第二原反シートとの間に、前記半折工程で半折された前記中材原反シートを、長尺方向を前記第一原反シート及び前記第二原反シートの長尺方向に沿わせ、かつ、前記第一原反シート及び前記第二原反シートの幅方向の途中位置に供給する供給工程と、
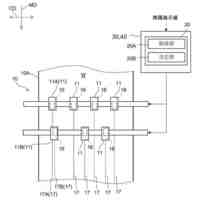
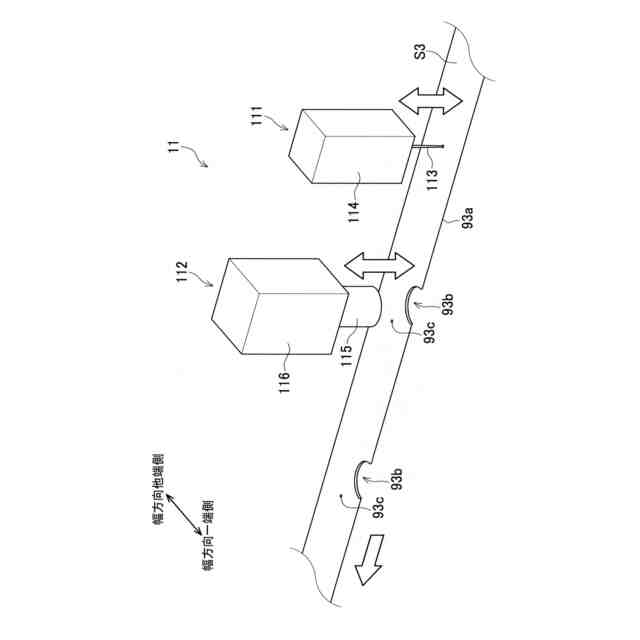
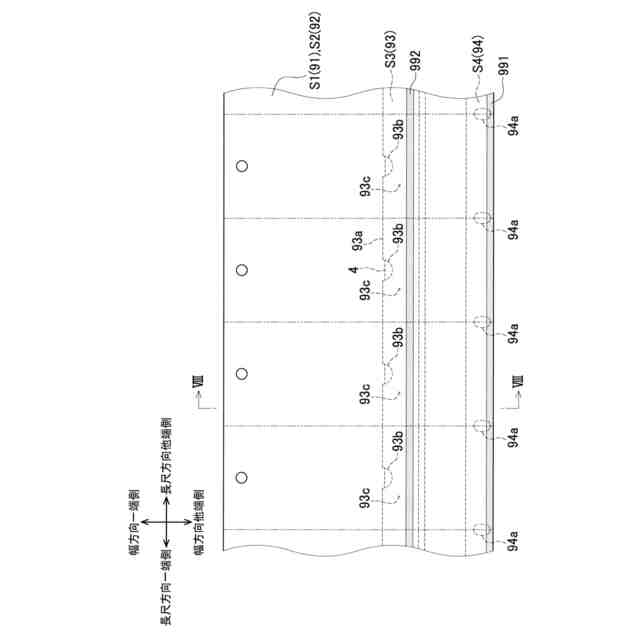
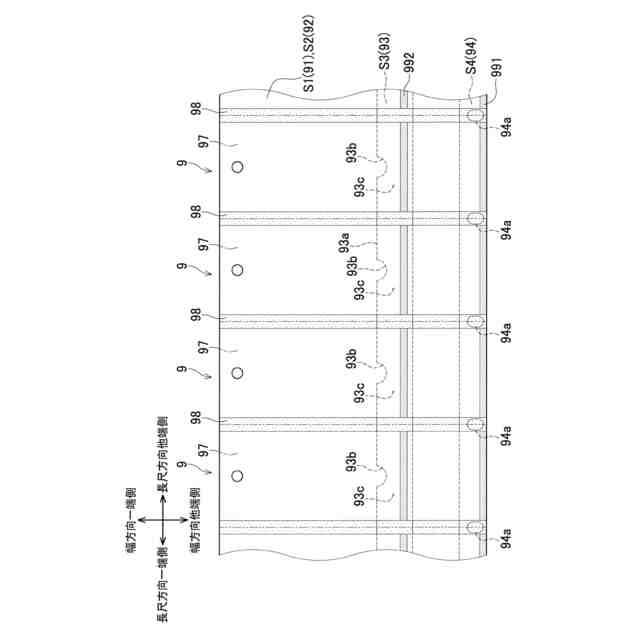
前記供給工程で前記第一原反シート及び前記第二原反シートの間に前記中材原反シートが供給された状態で、前記第一原反シート、前記第二原反シート、及び、前記中材原反シートを熱溶着する熱溶着工程と、を含み、
前記半折工程は、前記導入部を用いて、前記半折部よりも幅方向における前記折目が位置する一方側の一方導入エリアから、前記半折部よりも幅方向における一方側と反対側の他方側の他方導入エリアに前記中材原反シートを送り、前記他方導入エリアから前記半折部に前記中材原反シートを導入する工程である、包装袋の製造方法。
続きを表示(約 1,700 文字)
【請求項2】
前記導入部は、前記一方導入エリアに配置される第一巻掛部と、前記他方導入エリアに配置される第二巻掛部と、を備え、前記第一巻掛部及び前記第二巻掛部は、幅方向及び長尺方向の少なくとも一つの方向で互いの位置を調整可能に構成され、
前記半折工程は、前記第一巻掛部と前記第二巻掛部とに前記中材原反シートを巻き掛けて前記中材原反シートを導入する工程である、請求項1に記載の包装袋の製造方法。
【請求項3】
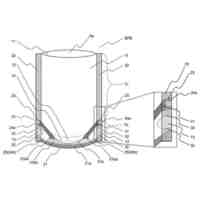
前記供給工程は、前記半折工程で半折した前記中材原反シートの内側にガイド部を介在させた状態で前記中材原反シートを供給する工程であり、
前記熱溶着工程は、前記中材原反シートの内側に前記ガイド部を介在させた状態で前記第一原反シートと前記中材原反シート、及び、前記第二原反シートと前記中材原反シートを熱溶着する第一熱溶着工程を含む、請求項2に記載の包装袋の製造方法。
【請求項4】
前記熱溶着工程は、前記第一熱溶着工程の後に、前記ガイド部を介在させない状態で前記第一原反シートと前記第二原反シート、及び、前記中材原反シートにおける半折の内側面同士を熱溶着する第二熱溶着工程を含む、請求項3に記載の包装袋の製造方法。
【請求項5】
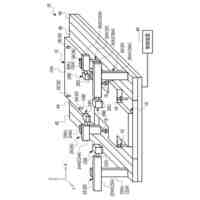
第一面フィルムと、該第一面フィルムに対向配置される第二面フィルムと、前記第一面フィルム及び前記第二面フィルムの間に半折された状態で配置される中材フィルムと、を備える包装袋を製造する包装袋の製造装置であって、
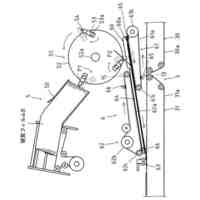
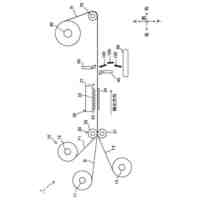
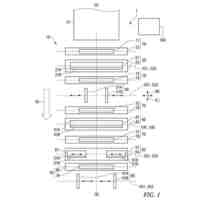
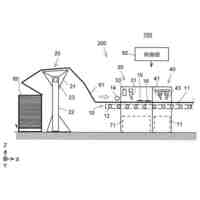
前記中材フィルムとなる長尺帯状の中材原反シートを導入する導入部と、該導入部から導入される前記中材原反シートを折る半折部と、を備え、前記中材原反シートを前記長尺帯状における長尺方向に沿って折目が形成されるようには半折する半折機構と、
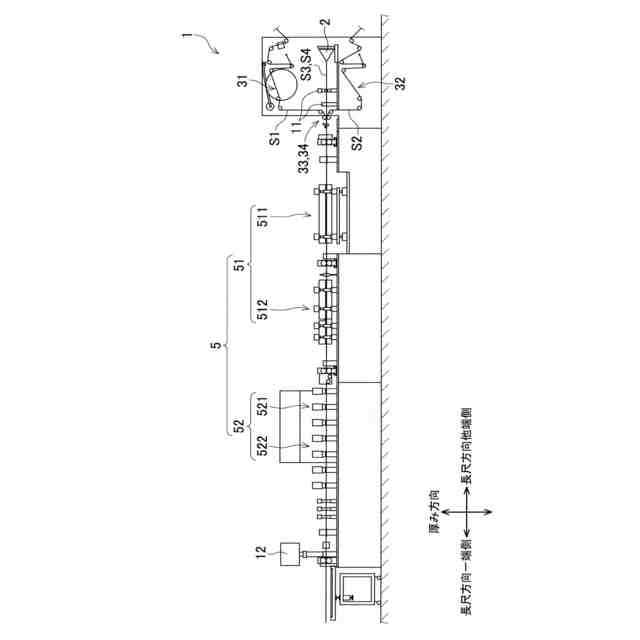
前記第一面フィルムとなる長尺帯状の第一原反シートと、該第一原反シートに対向配置され、前記第二面フィルムとなる長尺帯状の第二原反シートとの間に、前記半折機構で半折された前記中材原反シートを、長尺方向を前記第一原反シート及び前記第二原反シートの長尺方向に沿わせ、かつ、前記第一原反シート及び前記第二原反シートの幅方向の途中位置に供給する供給機構と、
前記供給機構で前記第一原反シート及び前記第二原反シートの間に前記中材原反シートが供給された状態で、前記第一原反シート、前記第二原反シート、及び、前記中材原反シートを熱溶着する熱溶着機構と、を備え、
前記導入部は、前記半折部よりも幅方向における前記折目が位置する一方側の一方導入エリアから、前記半折部よりも幅方向における一方側と反対側の他方側の他方導入エリアに前記中材原反シートを送り、前記他方導入エリアから前記半折部に前記中材原反シートを導入するよう構成される、包装袋の製造装置。
【請求項6】
前記導入部は、前記一方導入エリアに配置され、前記中材原反シートが巻き掛けられる第一巻掛部と、前記他方導入エリアに配置され、前記一方導入エリアから送られてきた前記中材原反シートが巻き掛けられる第二巻掛部と、を備え、
前記第一巻掛部及び前記第二巻掛部は、幅方向及び長尺方向の少なくとも一つの方向で互いの位置を調整可能に構成される、請求項5に記載の包装袋の製造装置。
【請求項7】
前記半折機構で半折された前記中材原反シートの内側に配置され、前記熱溶着機構まで延在するガイド部を備え、
前記熱溶着機構は、前記中材原反シートの内側に前記ガイド部を介在させた状態で前記第一原反シートと前記中材原反シート、及び、前記第二原反シートと前記中材原反シートを熱溶着する第一熱溶着部を備える、請求項5又は6に記載の包装袋の製造装置。
【請求項8】
前記熱溶着機構は、前記第一熱溶着部での熱溶着の後に、前記第一原反シートと前記第二原反シート、及び、前記中材原反シートにおける半折の内側面同士を熱溶着する第二熱溶着部を備え、
前記ガイド部は、前記第二熱溶着部には延在しない、請求項7に記載の包装袋の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、包装袋の製造方法及び包装袋の製造装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、包装袋として、特許文献1に記載の包装袋が知られている。包装袋は、袋状の袋本体と、袋本体の中に取り付けられる内蓋シートと、を備える。このような包装袋は、第三シートと第四シートとの間に二つ折りにした第二シートを重ね合わせて、熱溶着することで製造される。
【0003】
しかしながら、第三シートと第四シートとの間で第二シートを適切に配置することは困難であり、包装袋において内蓋シートの位置精度が悪くなることがあった。
【先行技術文献】
【特許文献】
【0004】
特開2015-134649号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、内蓋シートなどの半折の中材フィルムを位置精度良く配置できる包装袋を製造することができる包装袋の製造方法及び包装袋の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の包装袋の製造方法は、第一面フィルムと、該第一面フィルムに対向配置される第二面フィルムと、前記第一面フィルム及び前記第二面フィルムの間に半折された状態で配置される中材フィルムと、を備える包装袋の製造方法であって、前記中材フィルムとなる長尺帯状の中材原反シートを、該中材原反シートを導入する導入部及び該導入部から導入される前記中材原反シートを折る半折部を含む半折機構を用いて前記長尺帯状における長尺方向に沿って折目が形成されるように半折する半折工程と、前記第一面フィルムとなる長尺帯状の第一原反シートと、該第一原反シートに対向配置され、前記第二面フィルムとなる長尺帯状の第二原反シートとの間に、前記半折工程で半折された前記中材原反シートを、長尺方向を前記第一原反シート及び前記第二原反シートの長尺方向に沿わせ、かつ、前記第一原反シート及び前記第二原反シートの幅方向の途中位置に供給する供給工程と、前記供給工程で前記第一原反シート及び前記第二原反シートの間に前記中材原反シートが供給された状態で、前記第一原反シート、前記第二原反シート、及び、前記中材原反シートを熱溶着する熱溶着工程と、を含み、前記半折工程は、前記導入部を用いて、前記半折部よりも幅方向における前記折目が位置する一方側の一方導入エリアから、前記半折部よりも幅方向における一方側と反対側の他方側の他方導入エリアに前記中材原反シートを送り、前記他方導入エリアから前記半折部に前記中材原反シートを導入する工程である。
【0007】
かかる構成によれば、半折工程で中材原反シートを、導入部を用いて一方導入エリアから他方導入エリアに送ってから半折部に導入するので、中材原反シートの幅方向の位置が安定した状態で供給工程及び熱溶着工程を行うことができる。したがって、この製造方法によれば、中材フィルムが位置精度よく配置された包装袋を製造することができる。
【0008】
また、前記導入部は、前記一方導入エリアに配置される第一巻掛部と、前記他方導入エリアに配置される第二巻掛部と、を備え、前記第一巻掛部及び前記第二巻掛部は、幅方向及び長尺方向の少なくとも一つの方向で互いの位置を調整可能に構成され、前記半折工程は、前記第一巻掛部と前記第二巻掛部とに前記中材原反シートを巻き掛けて前記中材原反シートを導入する工程とすることもできる。
【0009】
かかる構成によれば、互いの位置を調整可能な第一巻掛部及び第二巻掛部に中材原反シートを巻き掛けて導入するので、導入する位置を調整でき、中材原反シートの位置が安定する。
【0010】
また、前記供給工程は、前記半折工程で半折した前記中材原反シートの内側にガイド部を介在させた状態で前記中材原反シートを供給する工程であり、前記熱溶着工程は、前記中材原反シートの内側にガイド部を介在させた状態で前記第一原反シートと前記中材原反シート、及び、前記第二原反シートと前記中材原反シートを熱溶着する第一熱溶着工程を含むこともできる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
紙製ダンボールの加工器具、成形方法
2か月前
株式会社メタルクリエイション
窓貼機
3か月前
エントラスト株式会社
袋体の製造方法
5か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
1か月前
株式会社ユーシン
段ボール部材、
3か月前
サクラパックス株式会社
矯正装置
4か月前
株式会社ユウコス
シート加工装置
4か月前
三菱重工機械システム株式会社
処理装置
5か月前
株式会社アプリス
カップ容器及び製造方法
1か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
3か月前
東洋アルミエコープロダクツ株式会社
保持枠付き容器の組み立て治具
25日前
エステー産業株式会社
収容容器の製造方法及び製造装置
5か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
2か月前
株式会社トーモク
封筒型パッケージの製造方法
2か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
2か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
2か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
4か月前
押尾産業株式会社
注出口具の製造方法
3か月前
三菱重工機械システム株式会社
制御装置、制御方法及びコンピュータプログラム
5か月前
富士通フロンテック株式会社
RFIDタグ製造装置、及び、RFIDタグ製造方法
3か月前
株式会社ショーエイコーポレーション
包装袋の製造方法及び包装袋の製造装置
4日前
アクソン・エルエルシー
管状収縮スリーブ材を対象物に装着するための機械および方法
2か月前
三菱重工機械システム株式会社
シートの切り出し装置
5か月前
東洋製罐株式会社
パウチ製造方法、パウチ製造装置、およびポイント用工具セット
28日前
株式会社TANAX
段ボールシート供給装置
3か月前
東洋製罐株式会社
易開封性包装袋およびその製造方法
4か月前
ニューロング工業株式会社
製袋機の角底成形装置におけるフラップ展開装置、製袋機における角底成形装置、および、製袋機
2か月前
ランパック コーポレイション
緩衝用包装材の供給するための装置および方法
3か月前
株式会社 資生堂
パウチ容器の製造方法、パウチ容器、キャップ付きパウチ容器、及び吐出機構付き二重容器
4か月前
株式会社細川洋行
自立型包装袋の製造方法、当該自立型包装袋の製造に用いられるシール部材及び当該自立型包装袋の製造方法により製造された自立型包装袋
3か月前
シンテゴンテクノロジー ゲー・エム・ベー・ハー
包装エレメントを製造する方法および変形加工装置
4か月前
大和ハウス工業株式会社
溶接システム
2か月前
住友重機械建機クレーン株式会社
クレーンの操作装置及びクレーン
2か月前
株式会社アイシン
車両用駆動装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ