TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099668
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216517
出願日
2023-12-22
発明の名称
溶接システム
出願人
大和ハウス工業株式会社
,
株式会社フジタ
,
十一屋工業株式会社
代理人
弁理士法人平木国際特許事務所
主分類
B23K
9/095 20060101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】多層盛りの溶接部を形成した場合であっても、安定した品質の溶接を行うことができる溶接システムを提供する。
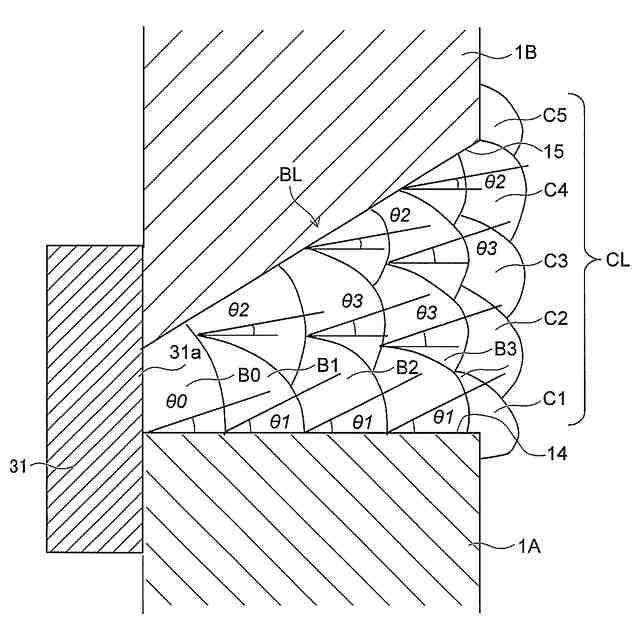
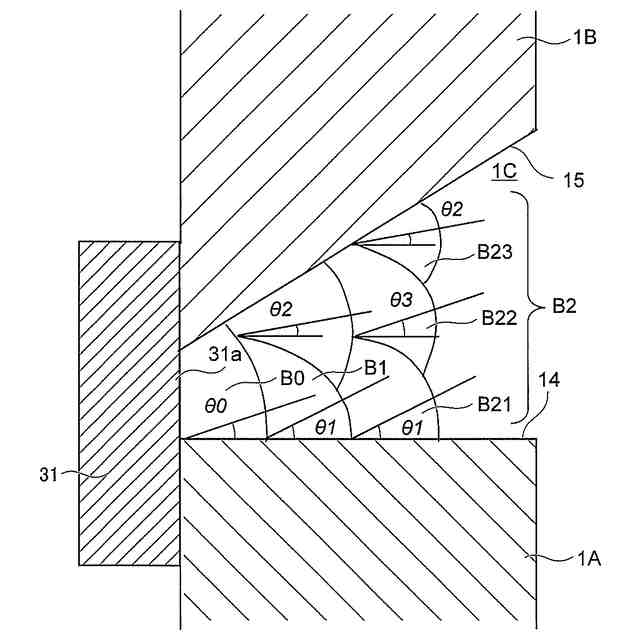
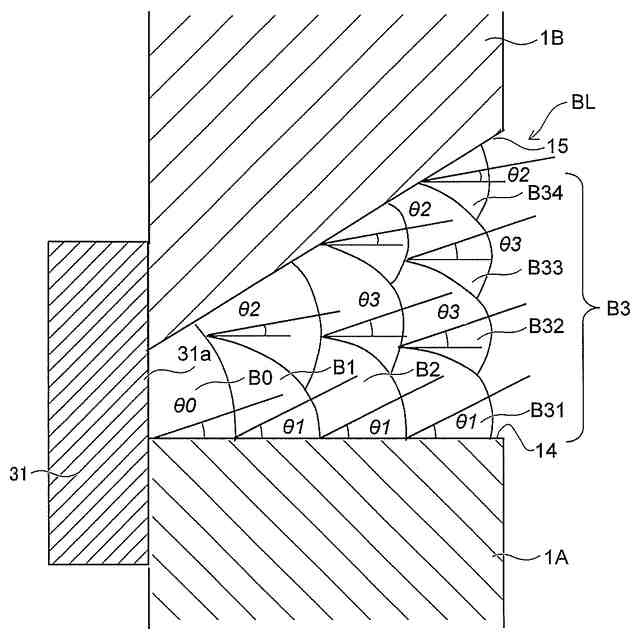
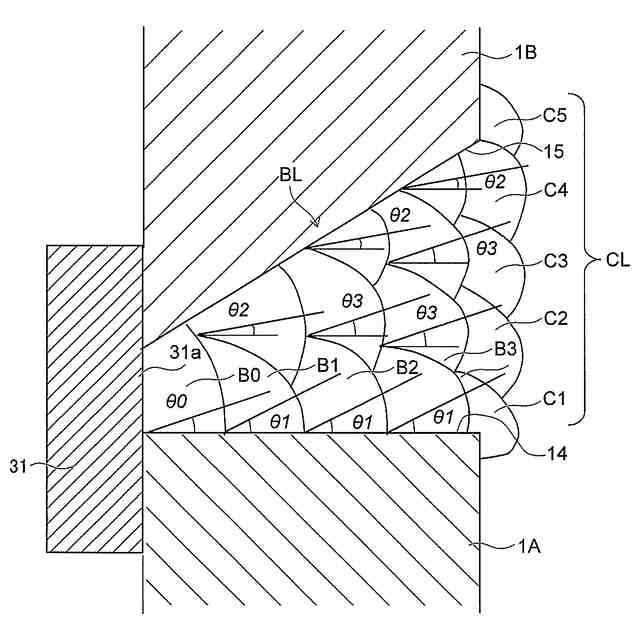
【解決手段】溶接システム100の制御装置70には、各溶接ビード層B1~B3を構成する溶接ビードのうち、水平面14に接触する下層ビードB11、B31を形成する際のトーチ先端の水平方向に対する第1角度θ1が、傾斜面15に接触する上層ビードB12、B23、B34を形成する際のトーチ先端の水平方向に対する第2角度θ2よりも大きくなり、かつ、下層ビードB11、B21、B31と上層ビードB12、B23、B34との間の中間ビードB22、B32、B33を形成する際の水平方向に対する第3角度θ3が、第1角度θ1と第2角度θ2との間の中間角度となるように設定されている。
【選択図】図4E
特許請求の範囲
【請求項1】
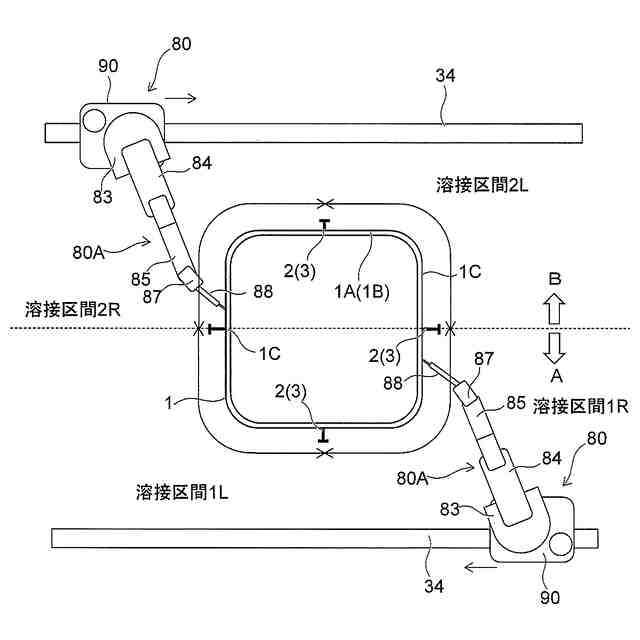
被溶接部材である上側部材と下側部材との間の開先に、前記開先に沿って、トーチ先端を移動させながら、前記上側部材と前記下側部材の溶接を消費電極式のアーク溶接で行う溶接用ロボットを備えた溶接システムであって、
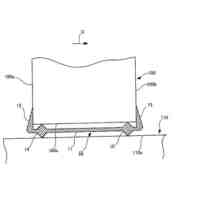
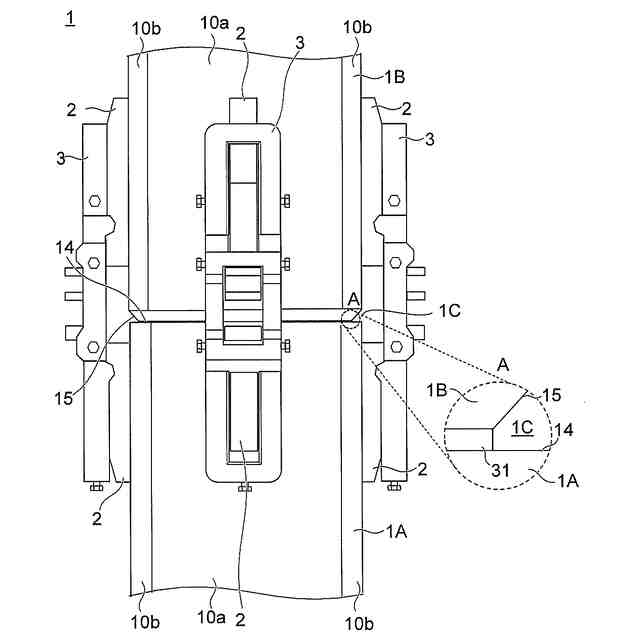
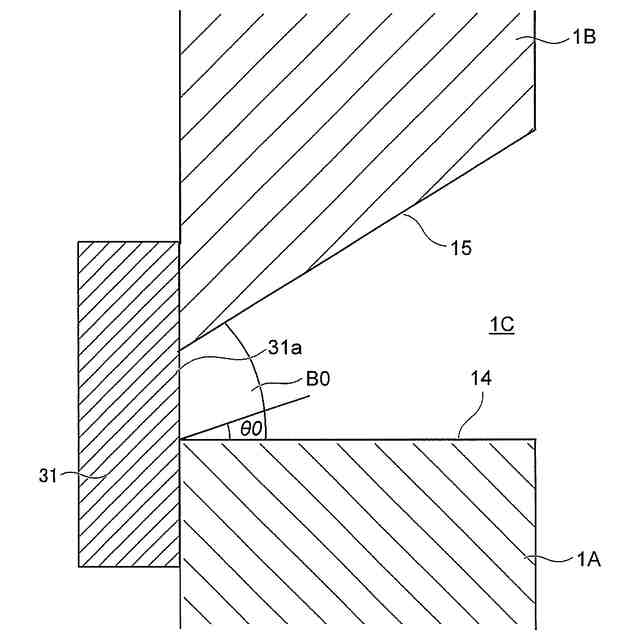
前記開先は、前記上側部材の水平方向に対して傾斜した傾斜面と、前記下側部材の水平方向に沿って形成された水平面と、前記上側部材と前記下側部材との隙間を覆う裏当金の表面とにより、形成されており、
前記溶接システムは、前記溶接用ロボットの動作を制御する制御装置を備えており、
前記制御装置は、前記裏当金の表面を覆うように、初回溶接ビードを形成した後、
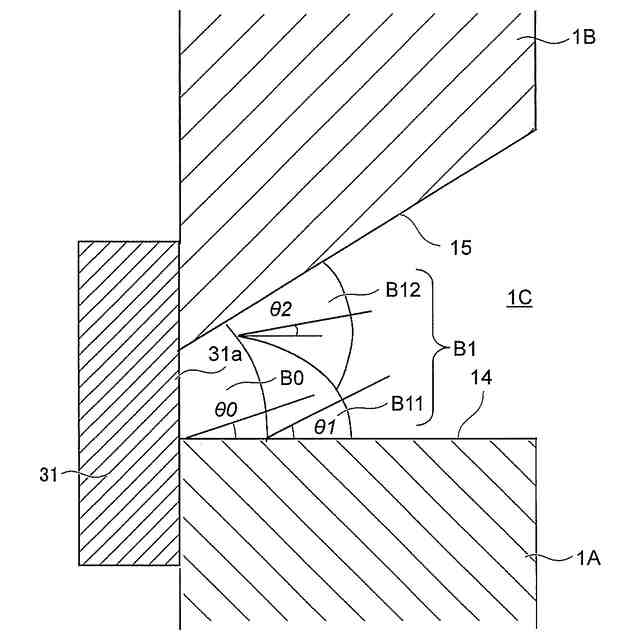
前記水平面から前記傾斜面に向かって、上下方向に積み重なるように、複数の溶接ビードからなる溶接ビード層を形成することを、前記開先の奥行方向の末端側から前記開先の開口縁まで順次繰り返すことにより、前記上側部材と前記下側部材の間に、複数の前記溶接ビード層からなる多層盛りの内部溶接部と、前記内部溶接部を覆う表層溶接部を形成するように、前記溶接用ロボットの動作を制御するものであり、
前記制御装置には、各前記溶接ビード層を構成する溶接ビードのうち、前記水平面に接触する下層ビードを形成する際の前記トーチ先端の水平方向に対する第1角度が、前記傾斜面に接触する上層ビードを形成する際の前記トーチ先端の水平方向に対する第2角度よりも大きくなり、かつ、前記下層ビードと前記上層ビードとの間の中間ビードを形成する際の前記水平方向に対する第3角度が、前記第1角度と前記第2角度との間の中間角度となるように、設定されていることを特徴とする溶接システム。
続きを表示(約 550 文字)
【請求項2】
各前記溶接ビード層の前記第1角度は、同じ角度に設定されており、各前記溶接ビード層の前記第2角度は、同じ角度に設定されていることを特徴とする請求項1に記載の溶接システム。
【請求項3】
前記初回溶接ビードを形成する際の前記トーチ先端の水平方向に対する初回角度は、前記第3角度以上であることを特徴とする請求項1に記載の溶接システム。
【請求項4】
前記制御装置は、前記初回溶接ビードの断面積が、各前記溶接ビード層の各溶接ビードの断面積よりも大きくなるように、前記溶接用ロボットに前記内部溶接部を形成させることを特徴とする請求項1に記載の溶接システム。
【請求項5】
前記上側部材は、上部鋼管柱であり、前記下側部材は、下部鋼管柱であり、
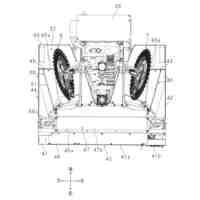
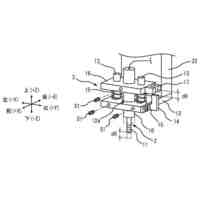
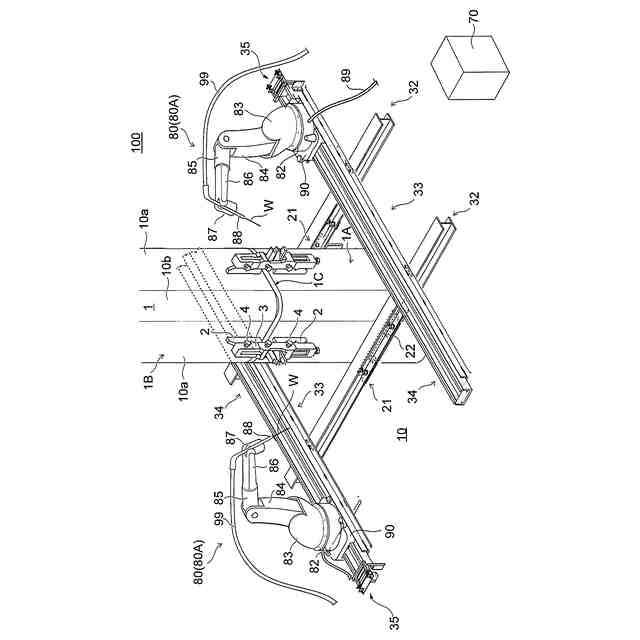
前記溶接用ロボットは、多関節のロボット本体と、水平方向に延在した直線状のレールを走行する台車と、を含み、
前記制御装置は、前記台車を前記レールに沿って走行させ、かつ、前記ロボット本体の動作により前記トーチ先端を移動させながら、前記開先に沿って、前記上部鋼管柱と前記下部鋼管柱とを溶接するように、前記溶接用ロボットの動作を制御することを特徴とする請求項1に記載の溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、上側部材と下側部材の溶接を行う溶接用ロボットを備えた溶接システムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
この種の技術として、たとえば、特許文献1には、エレクションピースを建て入れ冶具で連結して仮固定された上部鋼管柱と下部鋼管柱との開先に、溶接用ロボットに取り付けられたトーチの先端から、溶融した溶接材料を供給しながら、上部鋼管柱と下部鋼管柱の溶接する鋼管柱の溶接方法が提案されている。この溶接方法では、溶接用ロボットに多関節ロボットを用いており、多関節ロボット本体を台車に搭載し、台車をレール部材に沿って走行させながら、多関節ロボットを動作させ、溶接を行っている。
【先行技術文献】
【特許文献】
【0003】
特開2022-146750号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に示す溶接システムでは、上下方向に積み重なるように、複数の溶接ビードからなる溶接ビード層を形成することを、開先の奥行方向の末端側から開先の開口縁まで順次繰り返すことにより、多層盛りの溶接部を形成することがある。しかしながら、このような溶接を行う際には、溶接材料が供給されるトーチ先端の向きによっては、安定した品質の溶接を行うことができないおそれがある。
【0005】
本発明は、このような点に鑑みてなされたものであり、多層盛りの溶接部を形成した場合であっても、安定した品質の溶接を行うことができる溶接システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を鑑みて、本発明に係る溶接システムは、被溶接部材である上側部材と下側部材との間の開先に、前記開先に沿って、トーチ先端を移動させながら、前記上側部材と前記下側部材の溶接を消費電極式のアーク溶接で行う溶接用ロボットを備えた溶接システムであって、前記開先は、前記上側部材の水平方向に対して傾斜した傾斜面と、前記下側部材の水平方向に沿って形成された水平面と、前記上側部材と前記下側部材との隙間を覆う裏当金の表面とにより、形成されており、前記溶接システムは、前記溶接用ロボットの動作を制御する制御装置を備えており、前記制御装置は、前記裏当金の表面を覆うように、初回溶接ビードを形成した後、前記水平面から前記傾斜面に向かって、上下方向に積み重なるように、複数の溶接ビードからなる溶接ビード層を形成することを、前記開先の奥行方向の末端側から前記開先の開口縁まで順次繰り返すことにより、前記上側部材と前記下側部材の間に、複数の前記溶接ビード層からなる多層盛りの内部溶接部と、前記内部溶接部を覆う表層溶接部を形成するように、前記溶接用ロボットの動作を制御するものであり、前記制御装置には、各前記溶接ビード層を構成する溶接ビードのうち、前記水平面に接触する下層ビードを形成する際の前記トーチ先端の水平方向に対する第1角度が、前記傾斜面に接触する上層ビードを形成する際の前記トーチ先端の水平方向に対する第2角度よりも大きくなり、かつ、前記下層ビードと前記上層ビードとの間の中間ビードを形成する際の前記水平方向に対する第3角度が、前記第1角度と前記第2角度との間の中間角度となるように、設定されていることを特徴とする。
【0007】
本発明によれば、制御装置が、水平面に接触する下層ビードを形成する際のトーチ先端の水平方向に対する第1角度が、傾斜面に接触する上層ビードを形成する際のトーチ先端の水平方向に対する第2角度よりも大きくなるように、溶接用ロボットの動作を制御する。これにより、下側部材の水平面に対して、トーチ先端の角度を、第2角度よりも大きい第1角度で、下層ビードを形成するので、水平面に対する下層ビードの溶け込みを安定させることができる。一方、上側部材の傾斜面に対して、トーチ先端の角度を、第1角度よりも小さい第2角度で、上層ビードを形成するので、傾斜面に対する上層ビードの溶け込みを安定させることができる。さらに、制御装置には、中間ビードを形成する際の第3角度が、第1角度と第2角度との間の中間角度となるように設定されているため、安定した形状の中間ビードを形成することができる。
【0008】
より好ましい態様としては、各前記溶接ビード層の前記第1角度は、同じ角度に設定されており、各前記溶接ビード層の前記第2角度は、同じ角度に設定されている。この態様によれば、各溶接ビード層の第1角度が同じ角度に設定されているため、下側部材の水平面に対する各溶接ビード層の下層ビードの溶け込みを安定させることができる。各溶接ビード層の第2角度が同じ角度に設定されているため、上側部材の傾斜面に対する各溶接ビード層の上層ビードの溶け込みを安定させることができる。
【0009】
より好ましい態様としては、前記初回溶接ビードを形成する際の前記トーチ先端の水平方向に対する初回角度は、前記第3角度以上である。この態様によれば、上側部材の傾斜面と、下側部材の水平面と、裏当金の表面のそれぞれに対して、初回溶接ビードの溶け込みを安定させることができるとともに、初回溶接ビードの形状も安定させることができる。また、初回溶接ビードの形成時に、開先の奥までトーチ先端を挿入し易くなる。より好ましくは、初回角度は、水平方向に対する上側部材の傾斜面の傾斜角度よりも小さい。これにより、トーチ先端を開先にスムーズに挿入して移動させ易くなり、安定した溶接を行うことができる。
【0010】
より好ましい態様としては、前記制御装置は、前記初回溶接ビードの断面積が、各前記溶接ビード層の各溶接ビードの断面積よりも大きくなるように、前記溶接用ロボットに前記内部溶接部を形成させる。この態様によれば、初回溶接ビードの断面積を、溶接ビード層の各溶接ビードの断面積よりも大きくすることにより、溶接開始時に、上側部材と下側部材とに、溶融した溶接材料による熱を効率的に入熱することができる。この結果、上側部材の傾斜面を含む部分と下側部材の水平面を含む部分を溶かし、上側部材と下側部材との溶接強度を向上させ、溶接の品質を高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
20日前
株式会社FUJI
工作機械
12日前
株式会社FUJI
工作機械
24日前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
株式会社アンド
半田付け方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
超硬合金製ドリル
2か月前
株式会社ダイヘン
溶接装置
13日前
株式会社ダイヘン
溶接装置
13日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
トヨタ自動車株式会社
溶接マスク
20日前
住友重機械工業株式会社
加工装置
17日前
有限会社 ナプラ
ソルダペースト
17日前
個人
管の切断装置及び管の切断方法
2か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
波形抽出装置
1か月前
株式会社不二越
摩耗判定装置
1か月前
株式会社向洋技研
プロジェクション溶接部材
17日前
株式会社ダイヘン
溶接システム
2か月前
ブラザー工業株式会社
工作機械
12日前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ジャノメ
インサート挿入装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ