TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135781
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024033741
出願日
2024-03-06
発明の名称
回転部材の製造方法
出願人
株式会社アイシン
代理人
弁理士法人アイテック国際特許事務所
主分類
C21D
9/32 20060101AFI20250911BHJP(鉄冶金)
要約
【課題】回転部材の強度を良好に確保しつつ、当該回転部材に振動減衰特性を付与する。
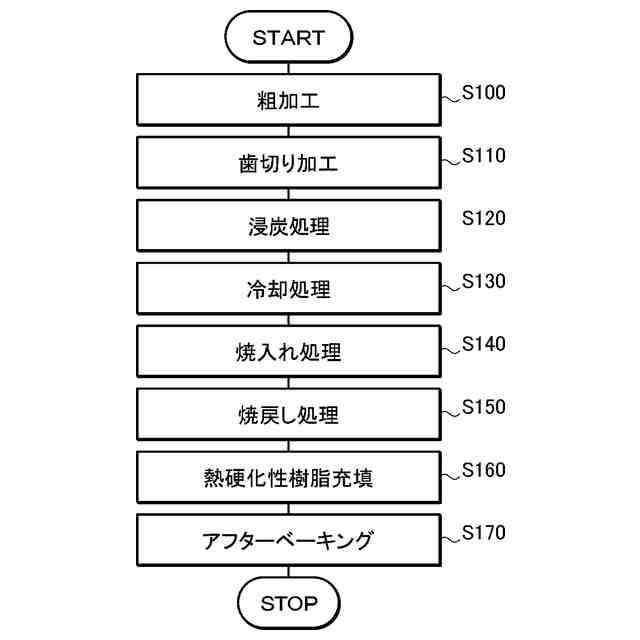
【解決手段】本開示の回転部材の製造方法は、素材鋼から振動減衰特性を有する回転部材を製造する回転部材の製造方法において、素材鋼から凹部を有するワークを形成し、回転部材の外周面およびその近傍におけるC濃度が素材鋼のC濃度よりも高い1.1質量%超かつ1.5質量%以下になるようにワークに浸炭処理を施し、ワークのオーステナイト組織をマルテンサイト変態させる臨界冷却速度未満の冷却速度でワークを冷却し、内部温度が予め定められた目標温度になるように管理された加熱炉内でワークを加熱した後、臨界冷却速度以上の冷却速度でワークを冷却し、ワークの凹部に熱硬化性樹脂を充填する。
【選択図】図2
特許請求の範囲
【請求項1】
素材鋼から振動減衰特性を有する回転部材を製造する回転部材の製造方法において、
前記素材鋼から凹部を有するワークを形成し、
前記回転部材の外周面およびその近傍におけるC濃度が前記素材鋼のC濃度よりも高い1.1質量%超かつ1.5質量%以下になるように前記ワークに浸炭処理を施し、
前記ワークのオーステナイト組織をマルテンサイト変態させる臨界冷却速度未満の冷却速度で前記ワークを冷却し、
内部温度が予め定められた目標温度になるように管理された加熱炉内で前記ワークを加熱した後、前記臨界冷却速度以上の冷却速度で前記ワークを冷却し、
前記ワークの前記凹部に熱硬化性樹脂を充填する回転部材の製造方法。
続きを表示(約 680 文字)
【請求項2】
請求項1に記載の回転部材の製造方法において、
前記回転部材は、複数の歯を有するリム部と、ハブ部と、前記リム部および前記ハブ部を繋ぐウェブ部とを含む歯車であり、
前記凹部は、前記ワークの前記リム部、前記ハブ部、および前記ウェブ部により画成される回転部材の製造方法。
【請求項3】
請求項1または2に記載の回転部材の製造方法において、
前記素材鋼は、少なくとも0.8質量%のSi(ケイ素)を含有する回転部材の製造方法。
【請求項4】
請求項3に記載の回転部材の製造方法において、
前記素材鋼は、0.15質量%以上かつ0.25質量%以下のC(炭素)、0.80質量%以上かつ3.00質量%以下のSi(ケイ素)、0.70質量%以上かつ1.10質量%以下のMn(マンガン)、0.03質量%以下のP(リン)、0.100質量%以下のS(硫黄)、0.01質量%以上かつ0.50質量%以下のCu(銅)、0.01質量%以上かつ0.50質量%以下のNi(ニッケル)、0.20質量%以上かつ0.50質量%以下のCr(クロム)、0.50質量%以下のMo(モリブデン)、0.30質量%以下のAl(アルミニウム)、0.05質量%以下のN(窒素)、Fe、および不可避不純物を含み、Siの含有質量%を[Si]とし、Niの含有質量%を[Ni]とし、Cuの含有質量%を[Cu]とし、Crの含有質量%を[Cr]としたときに、
[Si]+[Ni]+[Cu]-[Cr]>0.5
を満たす回転部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、振動減衰特性を有する回転部材の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、ワイパー伝動装置に適用される歯車として、金属製の成形部材とプラスチック充填体とを含むものが知られている(例えば、特許文献1参照)。この歯車の成形部材は、外側歯列を有する歯付きリムと、歯付きリムの内面で当該歯付きリムに結合している少なくとも1つの支持エレメントとを含む。また、プラスチック充填体は、成形部材の内部領域にプラスチック材料を流し込むことにより形成され、歯付きリムの内面に少なくとも部分的に面接触する。これにより、当該プラスチック充填体は、歯車の振動傾向を軽減し、当該歯車の回転時に発生する騒音を低減する。
【先行技術文献】
【特許文献】
【0003】
特表2010-519474号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の歯車の製造に際して、プラスチック材料は、例えば40-80℃程度に加熱された状態で成形部材に充填され、充填後に更に高温(例えば200℃程度)に加熱されて硬化させられる。このため、プラスチック充填体の形成前に、成形部材の表面硬度を高めるべく成形部材に浸炭処理が施されている場合、プラスチック材料の充填に必要な熱により成形部材の表面硬度が低下してしまい、製品としての歯車の強度(耐久性)を確保し得なくなってしまう。
【0005】
そこで、本開示は、回転部材の強度を良好に確保しつつ、当該回転部材に振動減衰特性を付与することを主目的とする。
【課題を解決するための手段】
【0006】
本開示の回転部材の製造方法は、素材鋼から振動減衰特性を有する回転部材を製造する回転部材の製造方法において、前記素材鋼から凹部を有するワークを形成し、前記回転部材の外周面およびその近傍におけるC濃度が前記素材鋼のC濃度よりも高い1.1質量%超かつ1.5質量%以下になるように前記ワークに浸炭処理を施し、前記ワークのオーステナイト組織をマルテンサイト変態させる臨界冷却速度未満の冷却速度で前記ワークを冷却し、内部温度が予め定められた目標温度になるように管理された加熱炉内で前記ワークを加熱した後、前記臨界冷却速度以上の冷却速度で前記ワークを冷却し、前記ワークの前記凹部に熱硬化性樹脂を充填するものである。
【0007】
本開示の製造方法における浸炭処理、冷却処理、加熱炉における加熱およびその後の冷却(焼入れ処理)は、ワークの内部に微細な炭化物を析出(分散)させ、ワークの焼戻し軟化抵抗をより高くすることができるものである。従って、浸炭処理、冷却処理および焼入れ処理の完了後にワークの凹部に熱硬化性樹脂を充填することで、当該熱硬化性樹脂の充填に伴う温度上昇によりワークの表面硬度が低下するのを良好に抑制することができる。この結果、本開示の製造方法によれば、回転部材の強度を良好に確保しつつ、熱硬化性樹脂の充填により当該回転部材に振動減衰特性を付与することが可能になる。
【図面の簡単な説明】
【0008】
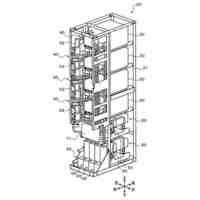
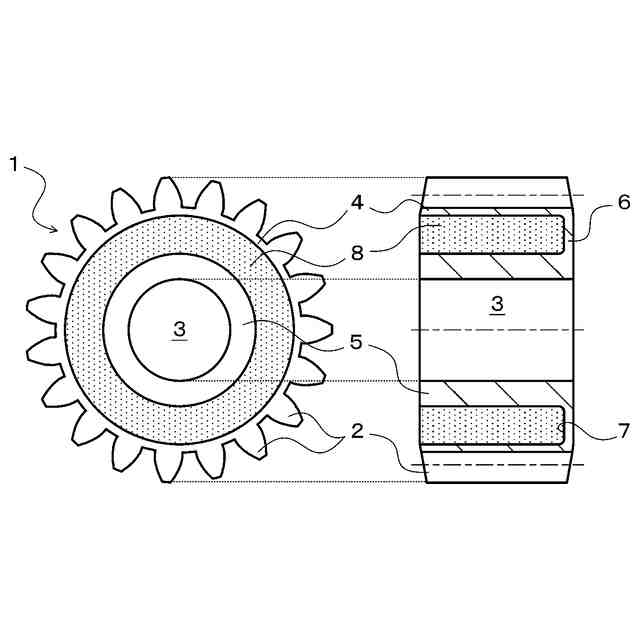
本開示の製造方法により製造される回転部材の一例を示す説明図である。
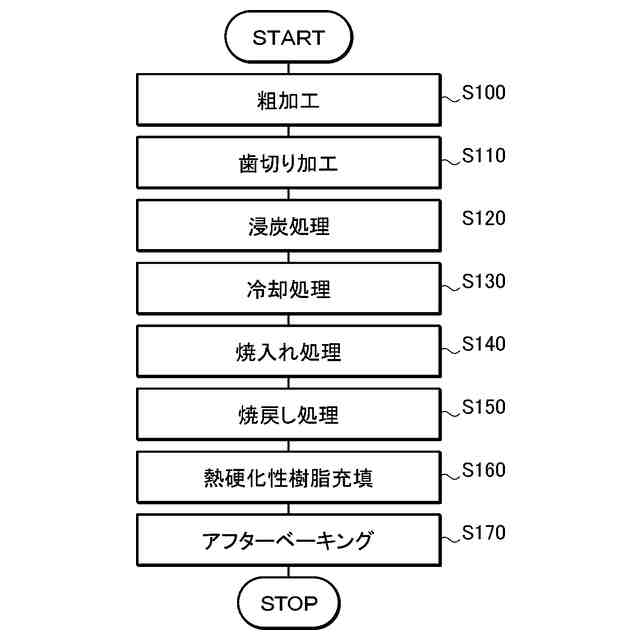
本開示の製造方法を説明するためのフローチャートである。
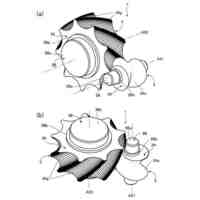
本開示の製造方法における浸炭処理、冷却処理および焼入れ処理が施されたワークの断面組織の一例を示す説明図である。
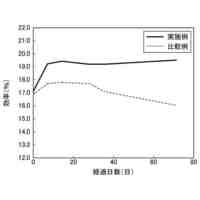
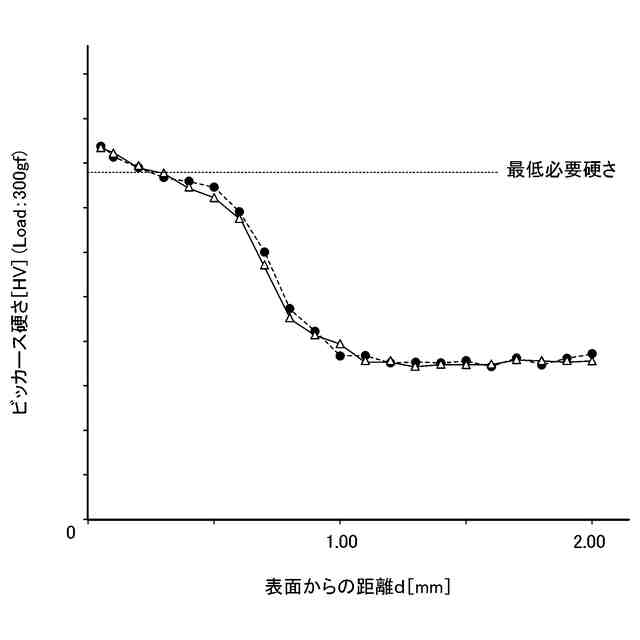
本開示の製造方法における浸炭処理、冷却処理および焼入れ処理が施されたワークの表面硬度の測定結果を示す図表である。
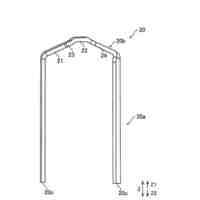
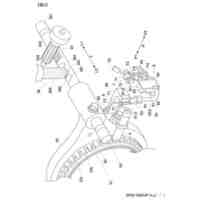
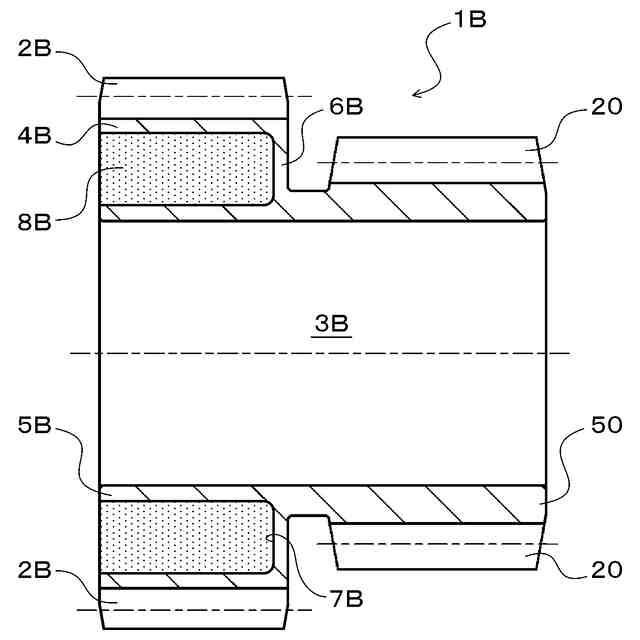
本開示の製造方法により製造される回転部材の他の例を示す説明図である。
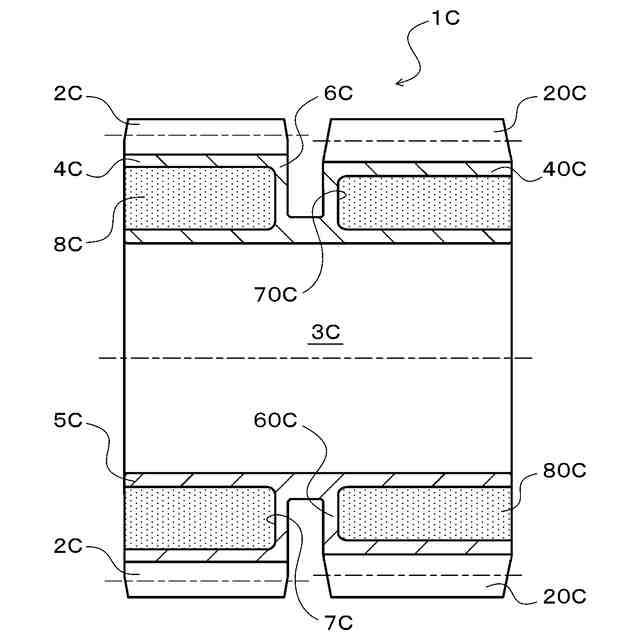
本開示の製造方法により製造される回転部材の他の例を示す説明図である。
【発明を実施するための形態】
【0009】
次に、図面を参照しながら、本開示の発明を実施するための形態について説明する。
【0010】
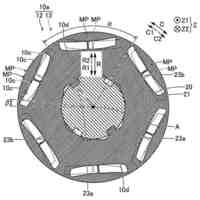
図1は、本開示の製造方法により製造される回転部材としての外歯車1を示す説明図である。同図に示す外歯車1は、はす歯または平歯である複数の外歯2と、図示しないシャフトが挿通されるシャフト孔3とを含むものである。より詳細には、外歯車1は、複数の外歯2を有する筒状のリム部4と、当該リム部4と同心に延在すると共にシャフト孔3を画成する円筒状のハブ部5と、リム部4およびハブ部5を繋ぐ円環状のウェブ部6とを含む。リム部4、ハブ部5、およびウェブ部6は、リム部4およびハブ部5と同心に延在して外歯車1の一端で開口する環状の凹部7を画成する。そして、凹部7内には、内表面に密接するように熱硬化性樹脂を充填することにより振動減衰部8が形成される。これにより、外歯車1の回転時に、振動減衰部8により振動を減衰(吸収)して騒音の発生を抑制することが可能になる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アイシン
ロータ
26日前
株式会社アイシン
ロータ
22日前
株式会社アイシン
歯車機構
22日前
株式会社アイシン
ステータ
26日前
株式会社アイシン
ステータ
26日前
株式会社アイシン
ステータ
26日前
株式会社アイシン
ガス検出装置
26日前
株式会社アイシン
ドア支持装置
26日前
株式会社アイシン
車両制御装置
26日前
株式会社アイシン
折り畳み装置
26日前
株式会社アイシン
牽引支援装置
26日前
株式会社アイシン
牽引支援装置
26日前
株式会社アイシン
折り畳み装置
26日前
株式会社アイシン
運転支援装置
26日前
株式会社アイシン
環境認識装置
26日前
株式会社アイシン
折り畳み装置
26日前
株式会社アイシン
走行制御装置
26日前
株式会社アイシン
折り畳み装置
26日前
株式会社アイシン
車両用駆動装置
今日
株式会社アイシン
ドアロック装置
20日前
株式会社アイシン
サンルーフ装置
22日前
株式会社アイシン
生体情報検出装置
26日前
株式会社アイシン
露光制御システム
26日前
株式会社アイシン
燃料電池システム
22日前
株式会社アイシン
燃料電池システム
22日前
株式会社アイシン
燃料電池システム
22日前
株式会社アイシン
車両用駆動伝達装置
今日
株式会社アイシン
車両用駆動伝達装置
1日前
株式会社アイシン
バルブ制御装置及びバルブ制御方法
1日前
株式会社アイシン
バルブ装置の学習装置及び学習方法
1日前
株式会社アイシン
被牽引車両用マークおよびマーク検出装置
26日前
株式会社豊田中央研究所
非接触給電可能な回転電機
20日前
株式会社アイシン
ホール輸送材料およびホール輸送材料を用いた太陽電池
8日前
株式会社アイシン
ホール輸送材料およびホール輸送材料を用いた太陽電池
6日前
株式会社アイシン
ペロブスカイト太陽電池及びペロブスカイト太陽電池の製造方法
12日前
株式会社豊田中央研究所
体重推定装置、体重推定方法、及び体重推定プログラム
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ