TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126581
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022886
出願日
2024-02-19
発明の名称
CMP装置、及び、CMP方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
57/00 20060101AFI20250822BHJP(研削;研磨)
要約
【課題】回収すべきスラリーの乾燥を抑制し得るCMP装置の提供。
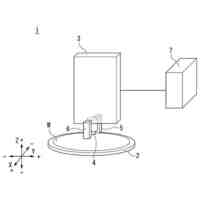
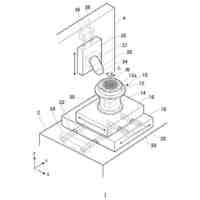
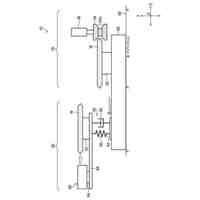
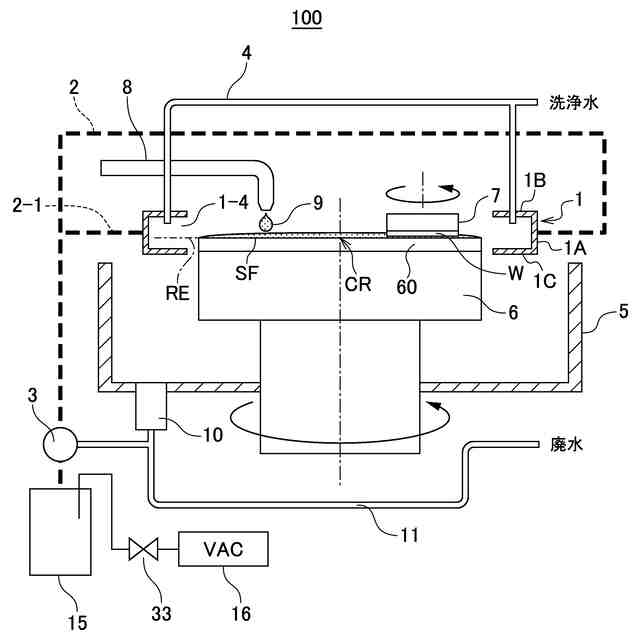
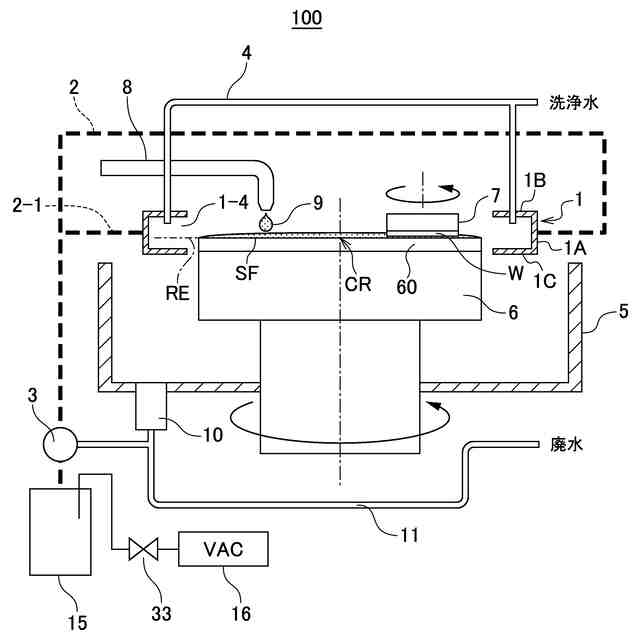
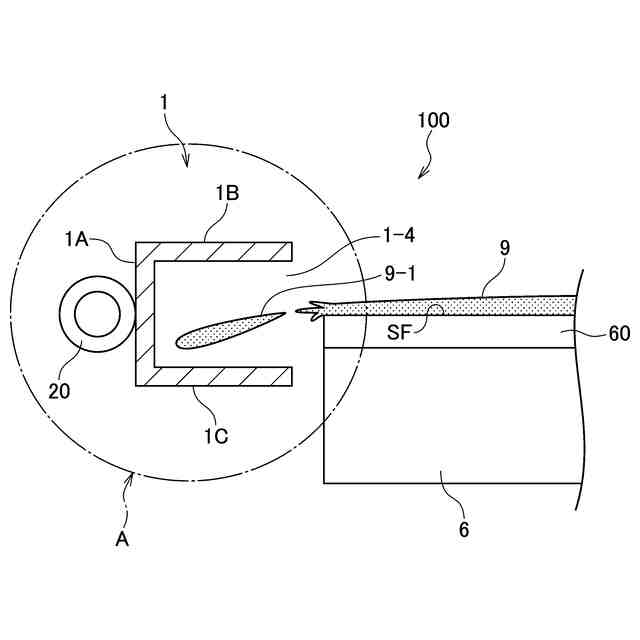
【解決手段】 研磨パッド60上にスラリーを供給し、研磨ヘッド7に保持されたワークをプラテン6上の研磨パッド60に押し当てて研磨するCMP装置であって、
前記研磨パッド60の上面に隣接し、前記研磨パッド60の外縁に開口を対向可能に設けられたスラリー回収ノズル1を備える、CMP装置。
【選択図】図1
特許請求の範囲
【請求項1】
研磨パッド上にスラリーを供給し、研磨ヘッドに保持されたワークをプラテン上の研磨パッドに押し当てて研磨するCMP装置であって、
前記研磨パッドの上面に隣接し、前記研磨パッドの外縁に開口を対向可能に設けられたスラリー回収ノズルを備える、CMP装置。
続きを表示(約 820 文字)
【請求項2】
前記スラリー回収ノズルに接続され、前記スラリー回収ノズル内を減圧する圧力制御ユニットを更に備える、請求項1に記載のCMP装置。
【請求項3】
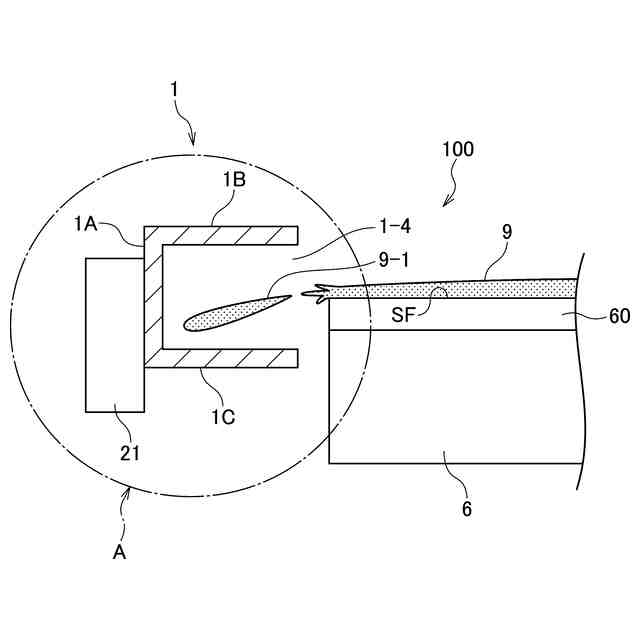
前記スラリー回収ノズルは、前記開口が形成された溝型の断面を有する、請求項1に記載のCMP装置。
【請求項4】
前記溝型は、前記開口へ向けて連続に、又は、不連続に広がるテーパ形状である、請求項3に記載のCMP装置。
【請求項5】
前記スラリー回収ノズルからのスラリーの回収を停止するシャットオフユニットを備える、請求項1に記載のCMP装置。
【請求項6】
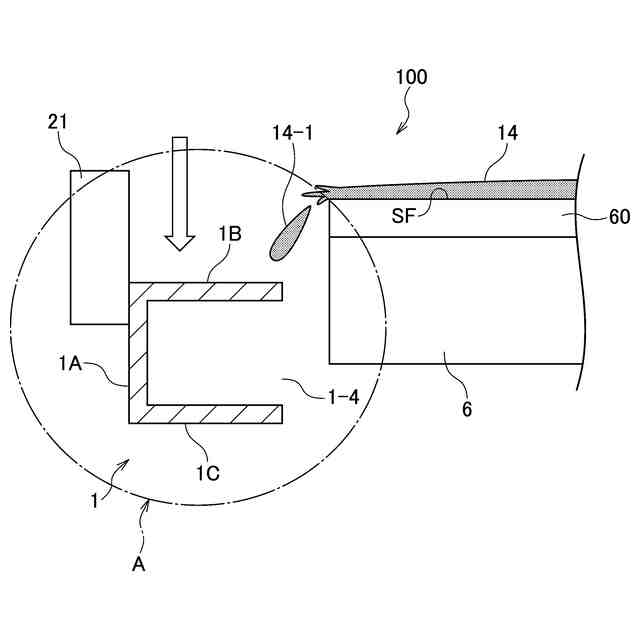
前記シャットオフユニットは、前記開口を閉塞するシャッターを含む、請求項5に記載のCMP装置。
【請求項7】
前記シャットオフユニットは、前記スラリー回収ノズルの姿勢を調整して前記開口の向きを変更する、及び/又は、前記スラリー回収ノズルの前記プラテンに対する位置を調整する、位置調整サブユニットを含む、請求項5に記載のCMP装置。
【請求項8】
前記位置調整サブユニットは、前記開口が前記上面の半径の延長線と交差しないように、前記上面の向く方向に前記スラリー回収ノズルをスライドさせる、請求項7に記載のCMP装置。
【請求項9】
前記スラリー回収ノズルは、前記上面の外縁に沿う円環状、又は、部分円環状に構成される、請求項1に記載のCMP装置。
【請求項10】
前記スラリー回収ノズルには、回収ポートを介してスラリーを回収する独立した2つ以上のスラリー回収系が接続され、
一方の前記スラリー回収系の前記回収ポートは、他方の前記スラリー回収系の前記回収ポートより、前記研磨ヘッドを基準に前記プラテンの回転方向の上流側に配置される、請求項9に記載のCMP装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、CMP装置、及び、CMP方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
半導体集積回路のデザインルールの縮小化に伴って、層間膜等の平坦化プロセスに化学機械研磨(CMP:Chemical Mechanical Polishing)が多用されている。研磨の対象となるウェーハは、研磨剤と化学薬品等との混合物である研磨材(スラリー)に含まれる成分による化学的な処理と、スラリーに含まれる砥粒(シリカやアルミナ、ジルコニアなど)による機械的な処理とを同時に行うCMPにより研磨される。
【0003】
CMPは、円形の定盤(プラテン)の上面に研磨パッドを貼り付け、その上にスラリーを滴下しながら、ウェーハを保持したキャリア(研磨ヘッド)と接触させながら共に回転させる装置が主流である。この時、スラリーは研磨パッドに供給され、研磨工程の進行と共に、プラテンの外縁(研磨パッドの外縁)から外へと押し出され、排出される。
近年、環境への配慮や生産コストの削減のために、研磨後に、スラリーを回収し、再利用する技術が検討されている。例えば、スラリーを回収する技術が、特許文献1~3に記載されている。
【0004】
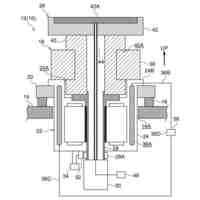
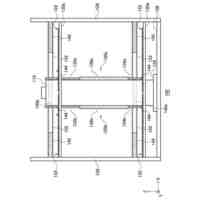
図15及び図16は、従来のCMP装置500の一例の模式図である。従来のCMP装置500は、図15に示すように、プラテン506、研磨ヘッド507、及びスラリーノズル508等を有している。プラテン506は、上面に研磨パッド560が貼り付けられ、回転する。ウェーハWは、研磨ヘッド507に取り付けられ、研磨ヘッド507と一体に回転する。研磨パッド560は、発泡性の樹脂を使用したタイプ、無発泡の樹脂を使用したタイプ、及び、不織布でできたタイプ等が挙げられる。
【0005】
通常、研磨パッド560は、ウェーハWの2~3倍の直径を持ち、ウェーハWは研磨パッド560と中心をずらしたままの状態に維持される。ウェーハWの回転軸と研磨パッドの回転軸とは、平行だが同一線上には無いようになっている。
【0006】
図15で示すように、研磨工程において、ウェーハWは、研磨ヘッド507に保持されてプラテン506の研磨パッド560に押し付けられ、スラリーノズル508を通ってプラテン506の研磨パッド560上にスラリー509が供給されて研磨される。
【0007】
スラリー509は、通常、砥粒としてシリカ(SiO
2
)、アルミナ(Al
2
O
3
)、又はセリア(Ce
2
O
3
)典型的には直径20~200ナノメートルで、水溶性の液体に懸濁された研磨用の極小粒子(研磨粒子)が用いられる。化学成分としては酸・アルカリなど被研磨膜を改質する成分、砥粒の分散剤、界面活性剤等が含まれ得る。
【0008】
スラリー509は、研磨パッド560上に間断なく流され、プラテン506の回転に伴い、プラテン506の外縁(研磨パッド560の外縁)から押し出される。押し出されたスラリー509は、プラテン506の下方に固定して設けられた回収容器であるプラテンパン505で回収される。
【0009】
図15に示すように、CMP装置500の研磨工程において、プラテン506の外縁(研磨パッド560の外縁)から押し出されて飛散したスラリー509は、プラテンパン505の壁面に当たり、自重によりプラテンパン505の壁面を伝って、プラテンパン505の底部に流れ、プラテンパン505に貯まる。プラテンパン505に貯まったスラリー509は、自重により排出口となるドレイン510に流入し、ドレイン510、ドレイン配管511を介して排出及び回収される。
従来のCMP装置500の研磨工程におけるスラリー509の回収方法では、スラリー509が、プラテンパン505の壁面、プラテンパン505の内部、ドレイン510の内部等に残存し、スラリー509の回収効率が低くなり得る。また、スラリー509がプラテンパン505の壁面及び底面を伝ってドレイン510に流れ込むため、プラテン506の外縁より飛散してからドレイン510に回収されるまでに時間的な遅れがある。前述のように、プラテン506より飛散してから回収するまで時間を要するために、プラテンパン505においてスラリー509が乾燥する可能性があり、スラリー509が回収系につまったり、回収されたスラリー509の品質が低下したりする可能性がある。
【0010】
図16で示すように、CMP装置500のリンス工程において、洗浄剤514は、スラリーノズル508を通ってプラテン506の上に大量で供給され、ウェーハW及びCMP装置500の研磨パッド560や様々な部品から研磨粒子及び化学物質等を除去する。
リンス工程において、洗浄剤514の吐出直後は、プラテンパン505の壁面に付着したスラリー509と洗浄剤514とが混ざった混合液がドレイン510、及びドレイン配管511を介して排出及び回収されるため、スラリー509の濃度、及び成分が変化し得る。そのため、スラリー509の再利用が困難となる可能性がある。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
プローバ
10日前
株式会社東京精密
加工装置
3日前
株式会社東京精密
加工方法
5日前
株式会社東京精密
加工装置
5日前
株式会社東京精密
加工装置
5日前
株式会社東京精密
プローバ
5日前
株式会社東京精密
研削装置
3日前
株式会社東京精密
加工装置
10日前
株式会社東京精密
プローバ
11日前
株式会社東京精密
プローバ
14日前
株式会社東京精密
プローバ
4日前
株式会社東京精密
加工装置
24日前
株式会社東京精密
加工装置
24日前
株式会社東京精密
プローバ
24日前
株式会社東京精密
ロッカー
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
搬送装置
3日前
株式会社東京精密
亀裂測定器
3日前
株式会社東京精密
亀裂測定器
3日前
株式会社東京精密
電池検査装置
14日前
株式会社東京精密
カーフ洗浄装置
2か月前
株式会社東京精密
テープ貼付装置
3日前
株式会社東京精密
レーザ加工装置
3日前
株式会社東京精密
ダイシング装置
3日前
株式会社東京精密
レーザ加工装置
2か月前
株式会社東京精密
レーザ加工装置
3日前
株式会社東京精密
半導体製造装置
3日前
株式会社東京精密
レーザ加工装置
3日前
株式会社東京精密
スラリー供給装置
25日前
株式会社東京精密
ハブレスブレード
5日前
株式会社東京精密
校正方法及び校正装置
10日前
株式会社東京精密
ウェーハ加工システム
3か月前
株式会社東京精密
収容ボックスシステム
4日前
株式会社東京精密
ケーブルのガイド方法
3日前
株式会社東京精密
ウェーハの面取り装置
3日前
株式会社東京精密
ウェーハの面取り装置
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ