TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110679
公報種別
公開特許公報(A)
公開日
2025-07-29
出願番号
2024004647
出願日
2024-01-16
発明の名称
未加硫の筒状ゴム部材の製造方法および未加硫ゴム部材のスプライスシステム
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/30 20060101AFI20250722BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
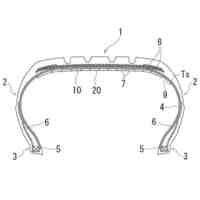
【課題】ドラム体で筒状に成形された未加硫ゴム部材の周方向両端部を確実にスプライスして筒状ゴム部材を製造して、より迅速に次工程の成形ドラムに移送できる筒状ゴム部材の製造方法および未加硫ゴム部材のスプライスシステムを提供する。
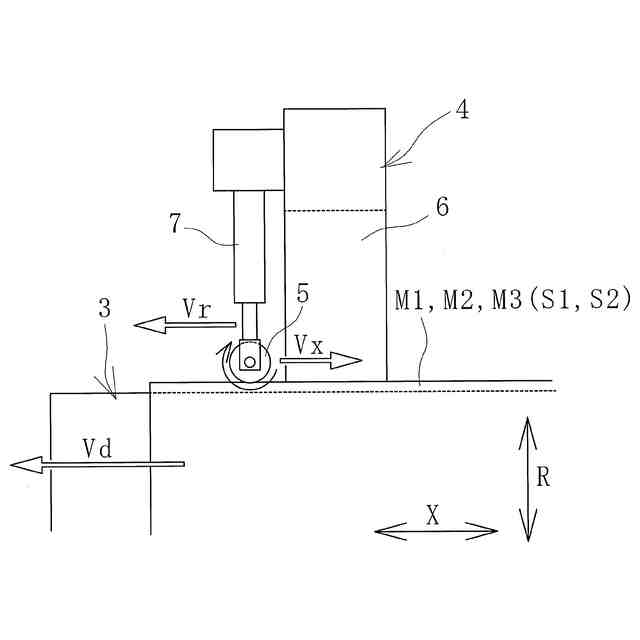
【解決手段】ドラム体3、各圧着ローラ5をそれぞれ、成形ドラム12に向かってドラム軸方向Xにドラム移動速度Vd、ローラ移動速度Vrで移動させ、ドラム体3で筒状に成形された未加硫ゴム部材M1~M3の周方向両端部S1、S2に相当する位置に各圧着ローラ5を押圧、転動させて周方向両端部S1、S2の全長を圧着するスプライス工程を行い、ドラム移動速度Vdからローラ移動速度Vrを差し引いた相対移動速度Vxを周方向両端部S1、S2を過不足なく圧着できるスプライス速度Vsの許容範囲ARに設定し、ドラム移動速度Vdを許容範囲ARの上限速度よりも高速に設定する。
【選択図】図10
特許請求の範囲
【請求項1】
未加硫ゴム部材をドラム体に巻き付けて筒状に成形し、前記ドラム体と圧着ローラを前記ドラム体のドラム軸方向に相対移動させて、筒状の前記未加硫ゴム部材の周方向両端部に相当する位置に前記圧着ローラを押圧しつつ転動させることにより、前記周方向両端部を前記ドラム軸方向全長に渡って圧着するスプライス工程を行って未加硫の筒状ゴム部材を製造し、この筒状ゴム部材を、前記ドラム体とは前記ドラム軸方向に離間した位置に配置されている次工程の成形ドラムに移送する未加硫の筒状ゴム部材の製造方法において、
前記未加硫ゴム部材が巻き付けられた前記ドラム体を、前記成形ドラムに向かって前記ドラム軸方向に所定のドラム移動速度で移動させるとともに、前記圧着ローラを前記成形ドラムに向かって前記ドラム軸方向に前記ドラム移動速度よりも低速のローラ移動速度で移動させて、前記圧着ローラを前記周方向両端部に押圧しつつ転動させることにより前記スプライス工程を行い、前記ドラム移動速度から前記ローラ移動速度を差し引いて算出される相対移動速度を、前記周方向両端部を過不足なく圧着できる予め把握されているスプライス速度の許容範囲に設定するとともに、前記ドラム移動速度を前記許容範囲の上限速度よりも高速に設定する未加硫の筒状ゴム部材の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
2つの前記圧着ローラを、同じドラム周方向位置で前記ドラム軸方向に縦列配置する請求項1に記載の未加硫の筒状ゴム部材の製造方法。
【請求項3】
縦列配置されたそれぞれの前記圧着ローラを、互いに独立して前記ドラム軸方向に移動させる請求項1または2に記載の未加硫の筒状ゴム部材の製造方法。
【請求項4】
前記ドラム体に複数の前記未加硫ゴム部材を巻き付けてそれぞれの前記未加硫ゴム部材を筒状に成形し、それぞれの前記未加硫ゴム部材の周方向両端部のドラム周方向位置を2カ所以上に異ならせて、それぞれの前記周方向両端部に相当する位置に前記圧着ローラを押圧しつつ転動させて前記スプライス工程を行う請求項1または2に記載の未加硫の筒状ゴム部材の製造方法。
【請求項5】
周方向位置を異ならせて配置されたそれぞれの前記圧着ローラのドラム半径方向への押圧力を、互いに独立して設定する請求項4に記載の未加硫の筒状ゴム部材の製造方法。
【請求項6】
未加硫ゴム部材が巻き付けられて筒状に成形されるドラム体と、圧着ローラと、前記ドラム体および前記圧着ローラの動きを制御する制御部とを有し、
前記制御部により、前記ドラム体と前記圧着ローラを前記ドラム体のドラム軸方向に相対移動させて、筒状の前記未加硫ゴム部材の周方向両端部に相当する位置に前記圧着ローラを押圧させつつ転動させて前記周方向両端部をドラム軸方向全長に渡って圧着するスプライス工程を行うことにより未加硫の筒状ゴム部材が製造されて、この筒状ゴム部材が、前記ドラム体とは前記ドラム軸方向に離間した位置に配置されている次工程の成形ドラムに移送される未加硫ゴム部材のスプライスシステムにおいて、
前記未加硫ゴム部材が巻き付けられた前記ドラム体が、前記成形ドラムに向かって前記ドラム軸方向に所定のドラム移動速度で移動されるともに、前記圧着ローラが前記成形ドラムに向かって前記ドラム軸方向に前記ドラム移動速度よりも低速のローラ移動速度で移動されて、前記圧着ローラが前記周方向両端部を押圧しつつ転動して前記スプライス工程が行われて、前記ドラム移動速度から前記ローラ移動速度を差し引いて算出される相対移動速度が、前記周方向両端部を過不足なく圧着できる予め把握されているスプライス速度の許容範囲に設定されるとともに、前記ドラム移動速度が前記許容範囲の上限速度よりも高速に設定される未加硫ゴム部材のスプライスシステム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、未加硫の筒状ゴム部材の製造方法および未加硫ゴム部材のスプライスシステムに関し、さらに詳しくは、ドラム体に巻き付けられて筒状に成形された未加硫ゴム部材の周方向端部を確実に圧着してスプライスできるとともに、このスプライス工程を経て製造された筒状ゴム部材を、より迅速に次工程の成形ドラムに移送できる未加硫の筒状ゴム部材の製造方法および未加硫ゴム部材のスプライスシステムに関するものである。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
タイヤはグリーンタイヤを加硫することで製造される。グリーンタイヤの成形工程では、例えばインナーライナやカーカスを含む筒状バンド部材がバンド用ドラムで製造される。その後、筒状バンド部材は移送機によって次工程の成形ドラムに移送された後、ベルト材やトレッドゴムなどが積層されてグリーンタイヤが成形される。バンド用ドラムにおいて、筒状バンド部材を構成するカーカスなどの未加硫ゴム部材の周方向両端部が十分に圧着されていないと、製造されたタイヤの性能低下や製造不良の要因になる。
【0003】
未加硫ゴム部材の周方向両端部を確実に圧着できるスプライス方法が種々提案されている(例えば、特許文献1参照)。特許文献1で提案されているスプライス方法では、バンド用ドラムの外周面にインナーライナ、カーカスが順に巻き付けられる。次いで、バンド用ドラムの外周面に形成された吸着孔を通じて、インナーライナをバンド用ドラムの外周面に吸着した状態で、バンド用ドラムをステッチャーに対してドラム軸方向に相対移動させる。インナーライナはバンド用ドラムの外周面に吸着されることにより、位置ずれし難くなっている。これにより、カーカスの周方向両端部を圧着ローラによってより強く押圧できるので確実に圧着することが可能になっている。
【0004】
しかしながら、バンド用ドラムのステッチャーに対する相対移動速度が速すぎると圧着時間が短くなり十分な圧着ができない。そのため、相対移動速度を高速化するには限界があり、スプライス工程には相応の時間が必要になる。これ伴い、筒状バンド部材を次工程の成形ドラムに迅速に移送するには不利になる。それ故、未加硫ゴム部材の周方向両端部を確実に圧着して筒状バンド部材を製造するとともに、この筒状バンド部材を次工程の成形ドラムに迅速に移送するには改善に余地がある。
【先行技術文献】
【特許文献】
【0005】
特開2020-69745号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、ドラム体に巻き付けられて筒状に成形された未加硫ゴム部材の周方向端部を確実に圧着してスプライスできるとともに、このスプライス工程を経て製造された筒状ゴム部材を、より迅速に次工程の成形ドラムに移送できる未加硫の筒状ゴム部材の製造方法および未加硫ゴム部材のスプライスシステムを提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため本発明の未加硫の筒状ゴム部材の製造方法は、未加硫ゴム部材をドラム体に巻き付けて筒状に成形し、前記ドラム体と圧着ローラを前記ドラム体のドラム軸方向に相対移動させて、筒状の前記未加硫ゴム部材の周方向両端部に相当する位置に前記圧着ローラを押圧しつつ転動させることにより、前記周方向両端部を前記ドラム軸方向全長に渡って圧着するスプライス工程を行って未加硫の筒状ゴム部材を製造し、この筒状ゴム部材を、前記ドラム体とは前記ドラム軸方向に離間した位置に配置されている次工程の成形ドラムに移送する未加硫の筒状ゴム部材の製造方法において、前記未加硫ゴム部材が巻き付けられた前記ドラム体を、前記成形ドラムに向かって前記ドラム軸方向に所定のドラム移動速度で移動させるとともに、前記圧着ローラを前記成形ドラムに向かって前記ドラム軸方向に前記ドラム移動速度よりも低速のローラ移動速度で移動させて、前記圧着ローラを前記周方向両端部に押圧しつつ転動させることにより前記スプライス工程を行い、前記ドラム移動速度から前記ローラ移動速度を差し引いて算出される相対移動速度を、前記周方向両端部を過不足なく圧着できる予め把握されているスプライス速度の許容範囲に設定するとともに、前記ドラム移動速度を前記許容範囲の上限速度よりも高速に設定することを特徴とする。
【0008】
本発明の未加硫ゴム部材のスプライスシステムは、未加硫ゴム部材が巻き付けられて筒状に成形されるドラム体と、圧着ローラと、前記ドラム体および前記圧着ローラの動きを制御する制御部とを有し、前記制御部により、前記ドラム体と前記圧着ローラを前記ドラム体のドラム軸方向に相対移動させて、筒状の前記未加硫ゴム部材の周方向両端部に相当する位置に前記圧着ローラを押圧させつつ転動させて前記周方向両端部をドラム軸方向全長に渡って圧着するスプライス工程を行うことにより未加硫の筒状ゴム部材が製造されて、この筒状ゴム部材が、前記ドラム体とは前記ドラム軸方向に離間した位置に配置されている次工程の成形ドラムに移送される未加硫ゴム部材のスプライスシステムにおいて、前記未加硫ゴム部材が巻き付けられた前記ドラム体が、前記成形ドラムに向かって前記ドラム軸方向に所定のドラム移動速度で移動されるともに、前記圧着ローラが前記成形ドラムに向かって前記ドラム軸方向に前記ドラム移動速度よりも低速のローラ移動速度で移動されて、前記圧着ローラが前記周方向両端部を押圧しつつ転動して前記スプライス工程が行われて、前記ドラム移動速度から前記ローラ移動速度を差し引いて算出される相対移動速度が、前記周方向両端部を過不足なく圧着できる予め把握されているスプライス速度の許容範囲に設定されるとともに、前記ドラム移動速度が前記許容範囲の上限速度よりも高速に設定されることを特徴とする。
【発明の効果】
【0009】
本発明によれば、前記ドラム移動速度から前記ローラ移動速度を差し引いて算出される相対移動速度を、前記周方向両端部を過不足なく圧着できる予め把握されているスプライス速度の許容範囲に設定することで、前記ドラム体に巻き付けられて筒状に形成された前記未加硫ゴム部材の周方向両端部を前記圧着ローラによって確実に圧着してスプライスできる。そして、前記許容範囲の上限速度よりも高速に設定された前記ドラム移動速度で、前記未加硫ゴム部材は前記成形ドラムに対して近接移動しつつ前記筒状ゴム部材に成形される。それ故、前記筒状ゴム部材を迅速に前記成形ドラムに移送するには有利になる。
【図面の簡単な説明】
【0010】
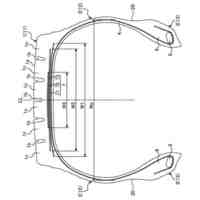
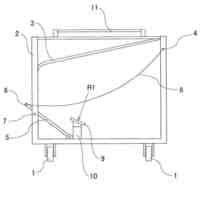
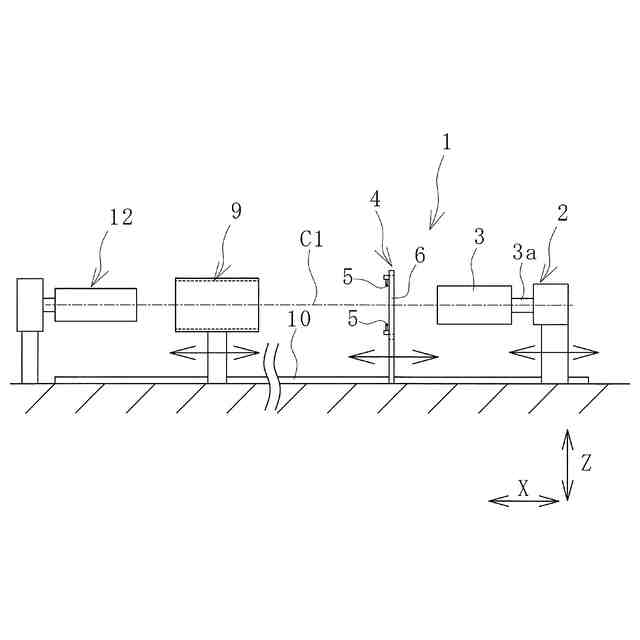
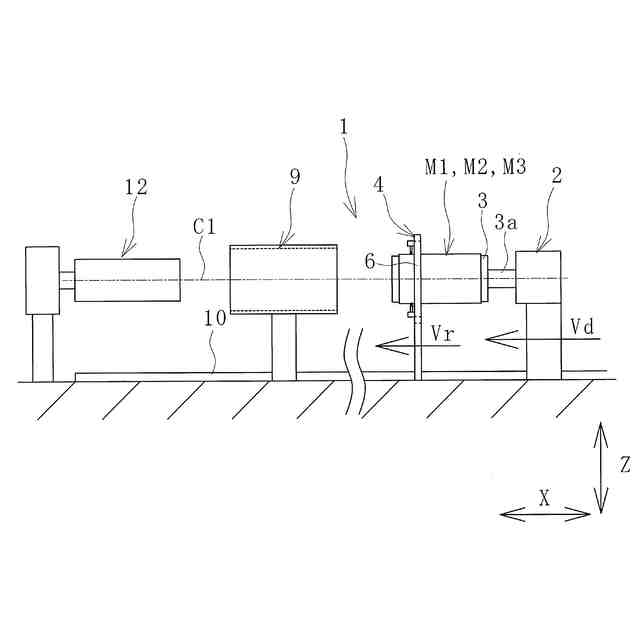
未加硫ゴム部材のスプライスシステムの実施形態を平面視で例示する説明図である。
図1のスプライスシステムを正面視で例示する説明図である。
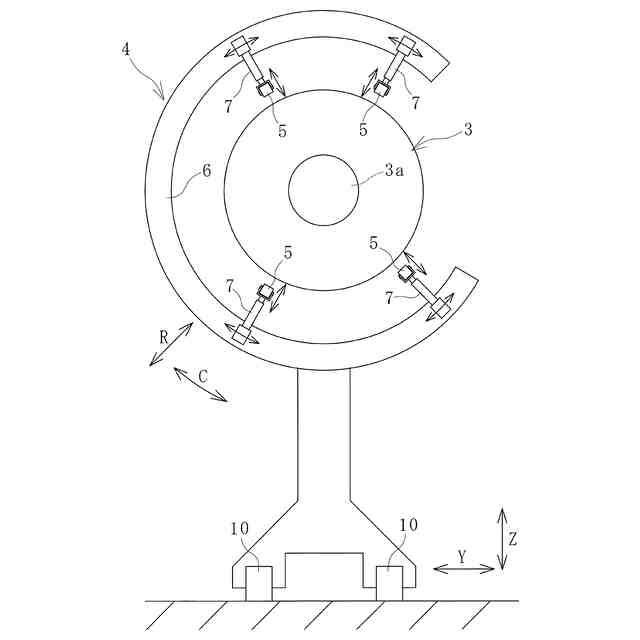
図1のドラム体およびステッチャーを側面視で例示する説明図である。
図3の圧着ローラを拡大して正面視で例示する説明図である。
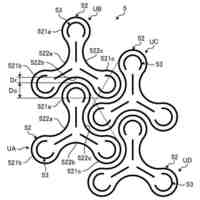
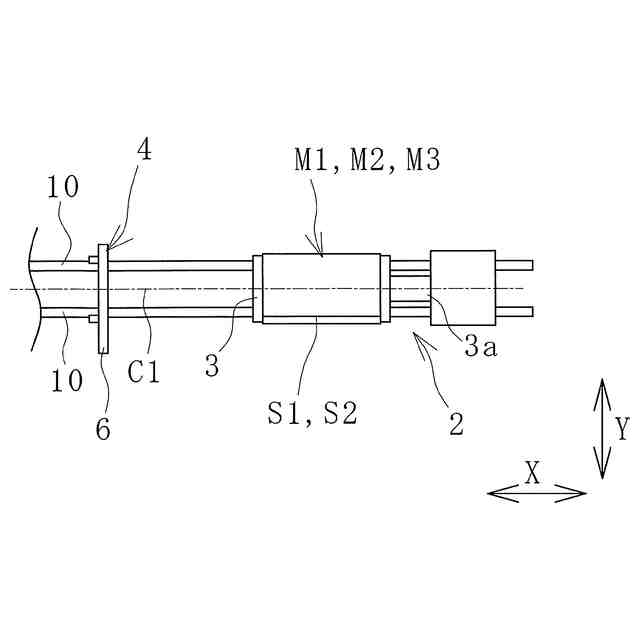
図1のドラム体に未加硫ゴム部材を巻き付ける工程を平面視で例示する説明図である。
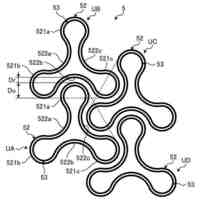
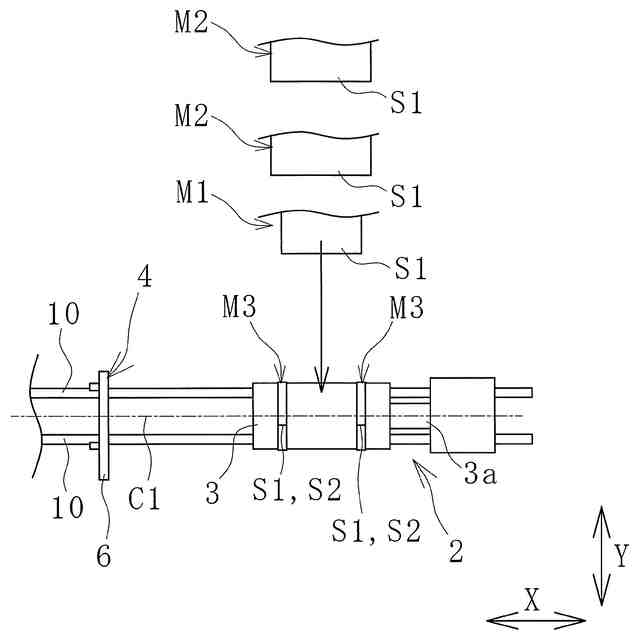
図5のドラム体にそれぞれの未加硫ゴム部材が巻き付けられた状態を平面視で例示する説明図である。
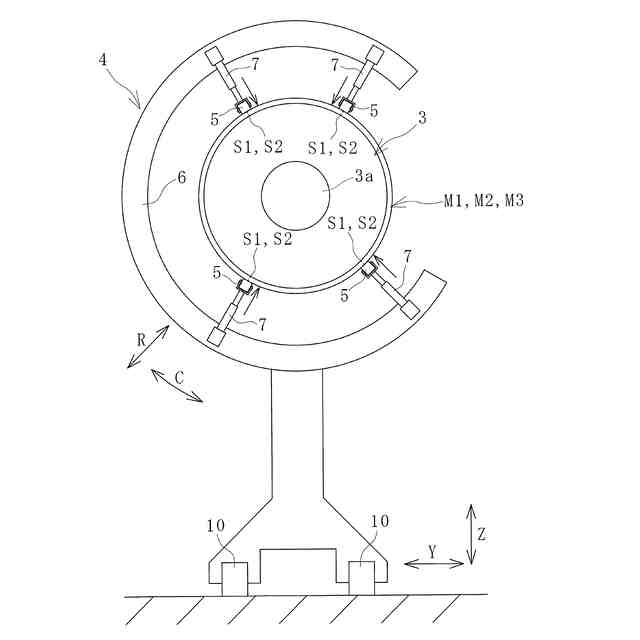
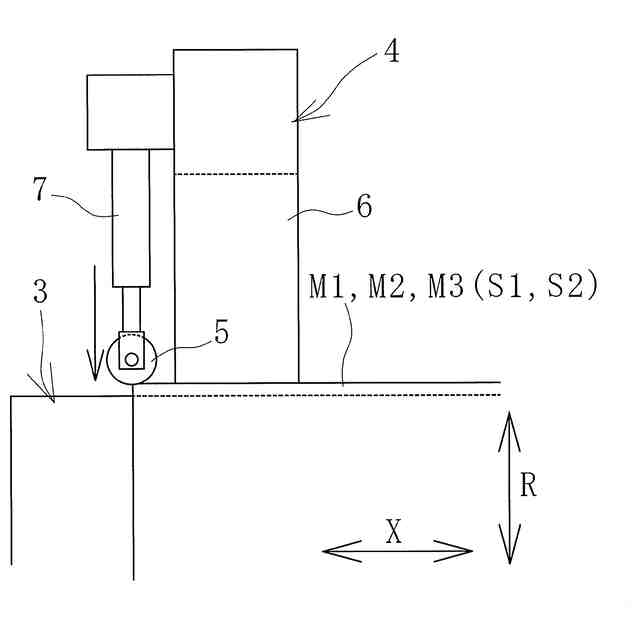
図6のそれぞれの未加硫ゴム部材のスプライス対象部に相当する位置に圧着ローラを配置した状態を側面視で例示する説明図である。
図7の圧着ローラを正面視で例示する説明図である。
図7のスプライス対象部に対するスプライス工程を正面視で例示する説明図である。
図9の圧着ローラを正面視で例示する説明図である。
図9のスプライス工程を経て製造されたバンド部材を移送機に設置した状態を正面視で例示する説明図である。
図11のバンド部材を移送機によって保持した状態を正面視で例示する説明図である。
図12のバンド部材を移送機によって成形ドラムに移送する工程を正面視で例示する説明図である。
圧着ローラの別の配置形態を正面視で例示する説明図である。
図14の圧着ローラの動きを例示する説明図である。
図15の圧着ローラの別の動きを例示する説明図である
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
横浜ゴム株式会社
タイヤ
2日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
3日前
横浜ゴム株式会社
音響窓
18日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
9日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
タイヤ及びその製造方法
17日前
横浜ゴム株式会社
グリーンタイヤ運搬台車
1か月前
横浜ゴム株式会社
機能部品付き収容体及びタイヤ
2日前
横浜ゴム株式会社
タイヤ用ゴム組成物及びタイヤ
20日前
横浜ゴム株式会社
タイヤおよびタイヤの検査方法
6日前
横浜ゴム株式会社
機能部品付き収容体及びタイヤ
2日前
横浜ゴム株式会社
スチールワイヤ被覆用ゴム組成物
11日前
横浜ゴム株式会社
スチールワイヤ被覆用ゴム組成物
11日前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
スチールワイヤ被覆用ゴム組成物
11日前
横浜ゴム株式会社
タイヤ及びワイヤレス給電システム
1か月前
横浜ゴム株式会社
タイヤ及びワイヤレス給電システム
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ