TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025108907
公報種別
公開特許公報(A)
公開日
2025-07-24
出願番号
2024002437
出願日
2024-01-11
発明の名称
パネル成形装置及びパネル成形方法
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B21D
24/12 20060101AFI20250716BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】パネル端部におけるシワの発生を抑制するとともにパネル成形後の仕上げ抜き加工を不要とするパネル成形技術を提供する。
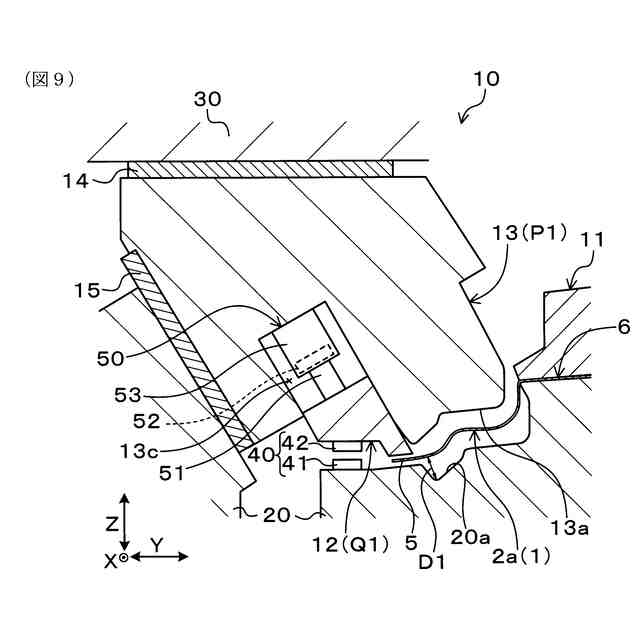
【解決手段】パネル成形装置10は、予め絞り成形されたパネル1のパネル端部2を成形するための装置であり、下型20及び上型30と、カムパッド11と、寄せパッド12と、寄せ曲げ刃13と、を備え、パネル基部6を下型20とカムパッド11で拘束し且つパネル端部2の被拘束部5を下型20と寄せパッド12で拘束した状態で下型20に対して上型30を動かすことによりパネル端部2が寄せ曲げ刃13によってフランジ部に成形され、寄せパッド12は、パネル端部2の成形完了までの間に被拘束部5が寄せ曲げ刃13から受ける荷重によって引っ張られて下型20と寄せパッド12との間から下型20と前記寄せ曲げ刃13との間へと抜け出すように被拘束部5を下型20に押し付ける。
【選択図】図9
特許請求の範囲
【請求項1】
予め絞り成形されたパネルのパネル端部を成形するパネル成形装置であって、
下型及び上型と、
前記パネルの前記パネル端部よりも奥行方向の内側のパネル基部を前記下型に押し付けるカムパッドと、
前記パネル端部のうち前記奥行方向の外側の被拘束部を前記下型に押し付ける寄せパッドと、
前記上型と連動して動くように設けられており、前記パネル端部を前記下型との間で圧縮して凹み形状のフランジ部に成形するための寄せ曲げ刃と、
を備え、
前記パネル基部を前記下型と前記カムパッドで拘束し且つ前記パネル端部の前記被拘束部を前記下型と前記寄せパッドで拘束した状態で前記下型に対して前記上型を動かすことにより前記パネル端部が前記寄せ曲げ刃によって前記フランジ部に成形され、
前記寄せパッドは、前記パネル端部の成形完了までの間に前記被拘束部が前記寄せ曲げ刃から受ける荷重によって引っ張られて前記下型と前記寄せパッドとの間から前記下型と前記寄せ曲げ刃との間へと抜け出すように前記被拘束部を前記下型に押し付ける、パネル成形装置。
続きを表示(約 1,500 文字)
【請求項2】
前記パネル端部の前記被拘束部を前記寄せパッドによって幅方向の全体にわたって前記下型に押し付けることで前記寄せ曲げ刃による残加工量の前記幅方向の差を減らすように予め変形させる、請求項1に記載のパネル成形装置。
【請求項3】
前記被拘束部の厚みと、前記寄せパッドによって前記下型に押し付けられた前記被拘束部に付与される拘束力と、に基づいて、前記下型と前記寄せパッドとの間から前記被拘束部から抜け出すように、前記被拘束部の拘束時における前記下型と前記寄せパッドの隙間寸法が予め設定される、請求項1または2に記載のパネル成形装置。
【請求項4】
前記隙間寸法を設定可能な隙間設定機構部を備える、請求項3に記載のパネル成形装置。
【請求項5】
前記隙間設定機構部は、前記下型に設けられた第1ブロックと、前記寄せパッドに前記第1ブロックと当接可能に設けられた第2ブロックとを有し、前記第1ブロックと前記第2ブロックの少なくとも一方のブロック高さの変更によって前記第1ブロックと前記第2ブロックが当接した状態での前記隙間寸法が可変とされる、請求項4に記載のパネル成形装置。
【請求項6】
前記寄せパッドと前記寄せ曲げ刃との間に介装されるパッド保持機構部を備え、
前記寄せパッドは、前記パッド保持機構部によって前記寄せ曲げ刃から前記下型に向けて突出した初期位置で後退可能に弾性保持され、前記寄せ曲げ刃による成形時に前記下型から受ける反力によって前記初期位置から後退位置まで後退するように構成されている、請求項1または2に記載のパネル成形装置。
【請求項7】
前記パッド保持機構部は、前記寄せパッドに取付けられるロッドと、上記ロッドに連結されるピストンと、上記ピストン及び作動流体を収容しており上記ピストンによる上記作動流体の圧縮時の反力を利用して上記ロッドを弾性付勢するシリンダと、を有する、請求項6に記載のパネル成形装置。
【請求項8】
予め絞り成形されたパネルのパネル端部を成形するパネル成形方法であって、
前記パネルの前記パネル端部よりも奥行方向の内側のパネル基部を下型とカムパッドで拘束し、且つ、前記パネル端部のうち前記奥行方向の外側の被拘束部を前記下型と寄せパッドで拘束する拘束工程と、
前記パネル基部及び前記被拘束部を拘束した状態で前記下型に対して上型を動かすことにより前記パネル端部を前記下型と寄せ曲げ刃との間で圧縮して凹み形状のフランジ部に成形する成形工程と、
を有し、
前記拘束工程において、前記寄せパッドは、前記成形工程で前記パネル端部の成形完了までの間に前記被拘束部が前記寄せ曲げ刃から受ける荷重によって引っ張られて前記下型と前記寄せパッドとの間から前記下型と前記寄せ曲げ刃との間へと抜け出すように前記被拘束部を前記下型に押し付ける、パネル成形方法。
【請求項9】
前記拘束工程では、前記パネル端部の前記被拘束部を前記寄せパッドによって幅方向の全体にわたって前記下型に押し付けることで前記成形工程における前記寄せ曲げ刃による残加工量の前記幅方向の差を減らすように予め変形させる、請求項8に記載のパネル成形方法。
【請求項10】
前記被拘束部の厚みと、前記寄せパッドによって前記下型に押し付けられた前記被拘束部に付与される拘束力と、に基づいて、前記下型と前記寄せパッドとの間から前記被拘束部から抜け出すように、前記被拘束部の拘束時における前記下型と前記寄せパッドの隙間寸法を予め設定する隙間設定工程を有する、請求項8または9に記載のパネル成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、パネル成形装置及びパネル成形方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、自動車ボディを製造する場合、鋼板等からなるパネルが成形金型を用いたプレス成形によって所定の形状に成形される。下記特許文献1には、この種のプレス成形方法として、パネルの外側の一端側部をカムパッドで下型に押し付け、且つ、パネルの内側の他端側部をパネル押さえパッドで下型に押し付けた状態で、パネルを寄せ曲げ刃であるカムセクダイと下型とで圧縮してフランジ部に成形するものが記載されている。このプレス成形方法では、成形開始時から成形完了時までパネルの一端側部及び他端側部をクランプしたままの拘束状態とされる。このプレス成形方法によれば、パネルの成形完了時まで張力を付与し続けることによって、パネル表面にシワが発生するのを抑制しようとしている。
【先行技術文献】
【特許文献】
【0003】
特開2007-61895号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、特許文献1のプレス成形方法の場合、シワ発生の抑制効果が期待される一方で、パネルの外側の一端側部の拘束状態が成形完了時まで継続されるため、この一端側部には寄せ曲げ刃によって成形されない非成形部が残る。非成形部が最終製品に不要な部位とされる場合には、この非成形部を最終的に切断除去する処理、所謂「仕上げ抜き加工」と称される処理が必要になる。その結果、パネル成形に係る作業工程が増えるという問題が生じ得る。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、パネル端部におけるシワの発生を抑制するとともにパネル成形後の仕上げ抜き加工を不要とするパネル成形技術を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
予め絞り成形されたパネルのパネル端部を成形するパネル成形装置であって、
下型及び上型と、
前記パネルの前記パネル端部よりも奥行方向の内側のパネル基部を前記下型に押し付けるカムパッドと、
前記パネル端部のうち前記奥行方向の外側の被拘束部を前記下型に押し付ける寄せパッドと、
前記上型と連動して動くように設けられており、前記パネル端部を前記下型との間で圧縮して凹み形状のフランジ部に成形するための寄せ曲げ刃と、
を備え、
前記パネル基部を前記下型と前記カムパッドで拘束し且つ前記パネル端部の前記被拘束部を前記下型と前記寄せパッドで拘束した状態で前記下型に対して前記上型を動かすことにより前記パネル端部が前記寄せ曲げ刃によって前記フランジ部に成形され、
前記寄せパッドは、前記パネル端部の成形完了までの間に前記被拘束部が前記寄せ曲げ刃から受ける荷重によって引っ張られて前記下型と前記寄せパッドとの間から前記下型と前記寄せ曲げ刃との間へと抜け出すように前記被拘束部を前記下型に押し付ける、パネル成形装置、
にある。
【0007】
また、本発明の他の態様は、
予め絞り成形されたパネルのパネル端部を成形するパネル成形方法であって、
前記パネルの前記パネル端部よりも奥行方向の内側のパネル基部を下型とカムパッドで拘束し、且つ、前記パネル端部のうち前記奥行方向の外側の被拘束部を前記下型と寄せパッドで拘束する拘束工程と、
前記パネル基部及び前記被拘束部を拘束した状態で前記下型に対して上型を動かすことにより前記パネル端部を前記下型と寄せ曲げ刃との間で圧縮して凹み形状のフランジ部に成形する成形工程と、
を有し、
前記拘束工程において、前記寄せパッドは、前記成形工程で前記パネル端部の成形完了までの間に前記被拘束部が前記寄せ曲げ刃から受ける荷重によって引っ張られて前記下型と前記寄せパッドとの間から前記下型と前記寄せ曲げ刃との間へと抜け出すように前記被拘束部を前記下型に押し付ける、パネル成形方法、
にある。
【発明の効果】
【0008】
上述の各態様では、パネルのパネル端部が寄せ曲げ刃によって成形完了するまでの間に、パネル端部の被拘束部が寄せ曲げ刃から受ける荷重によって引っ張られて下型と寄せパッドとの間から下型と寄せ曲げ刃との間へと抜け出すように、被拘束部が寄せパッドによって下型に押し付けられる。これにより、パネル端部の被拘束部が下型と寄せ曲げ刃との間に抜け出すまでは、下型と寄せパッドのよる挟み込み効果によって被拘束部に張力を付与することができる。パネル端部の成形完了の直前まで被拘束部に張力を付与し続けることで、成形完了まで被拘束部を拘束しなくても、パネル成形後のフランジ部にシワが発生するのを抑制することが可能になる。また、パネル端部の被拘束部が下型と寄せ曲げ刃との間へと抜け出した状態で寄せ曲げ刃による成形が終了するため、寄せ曲げ刃で成形されない非成形部がパネル端部に残るのを防ぐことができる。このため、非成形部を最終的に切断除去する仕上げ抜き加工を要しない。
【0009】
以上のごとく、上述の態様によれば、パネル端部におけるシワの発生を抑制するとともにパネル成形後の仕上げ抜き加工を不要とするパネル成形技術を提供することが可能になる。
【図面の簡単な説明】
【0010】
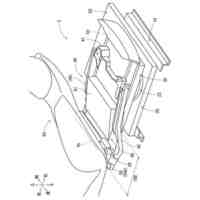
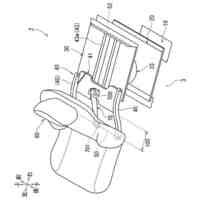
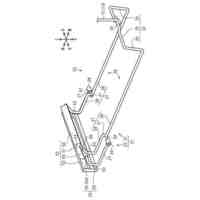
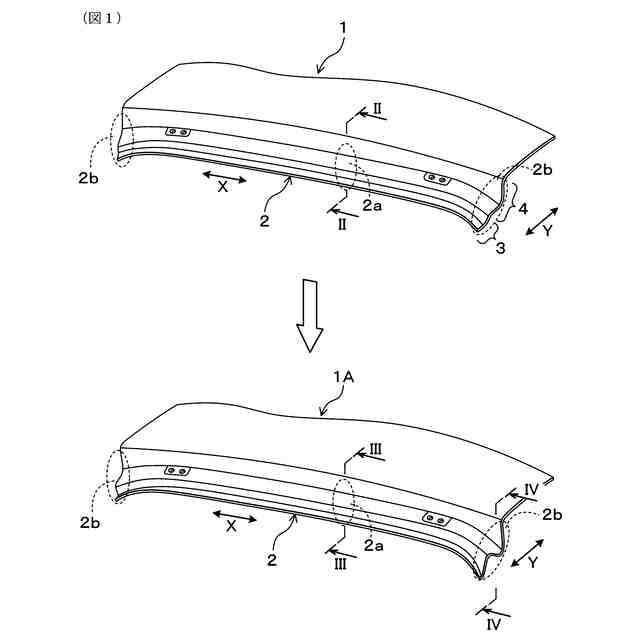
実施形態1にかかるパネルについて絞り成形されたパネルと絞り成形後に寄せ曲げ加工されたパネルのそれぞれの斜視図。
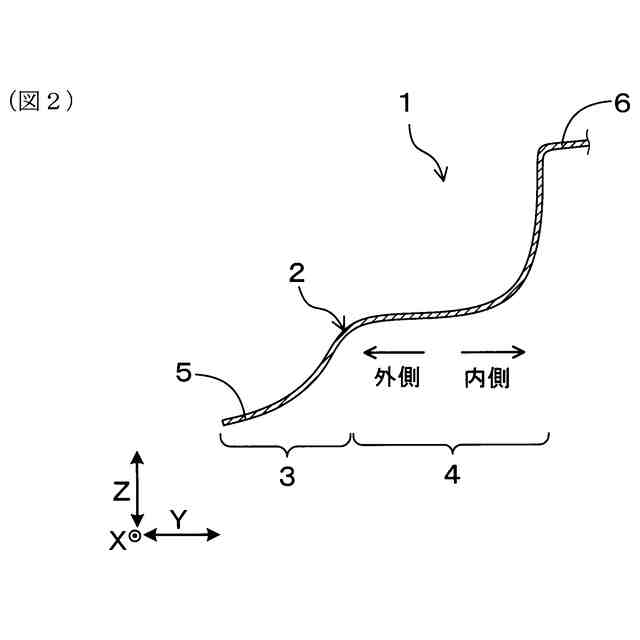
図1のII-II線矢視断面図。
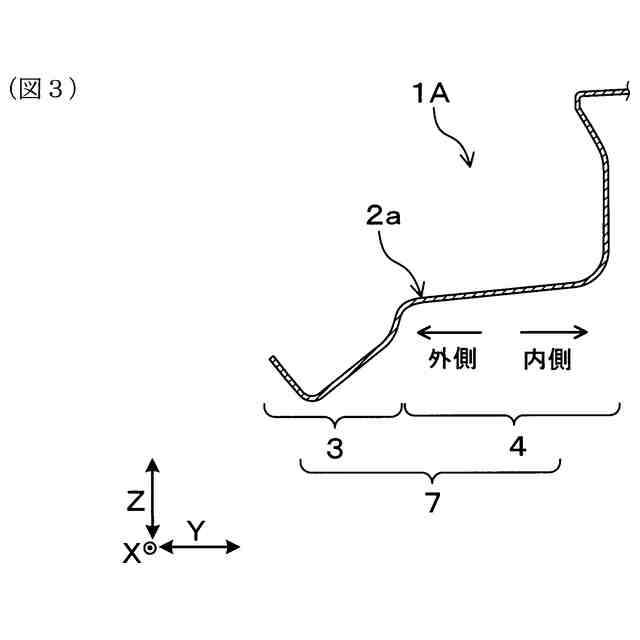
図1のIII-III線矢視断面図。
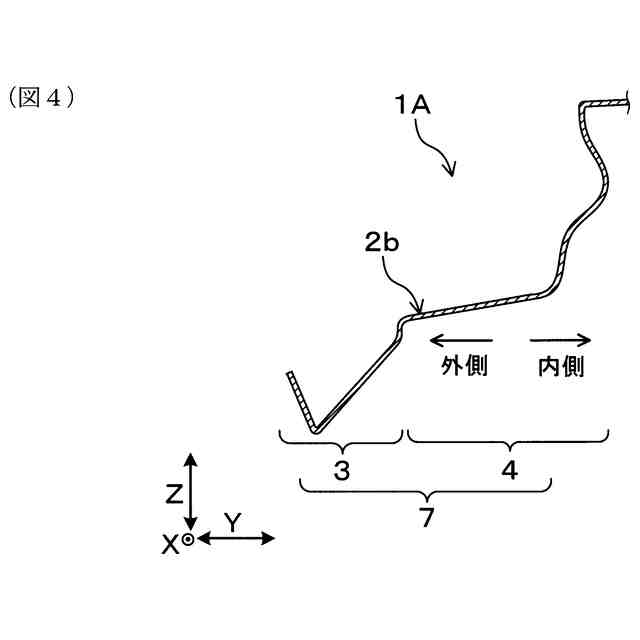
図1のIV-IV線矢視断面図。
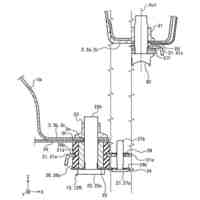
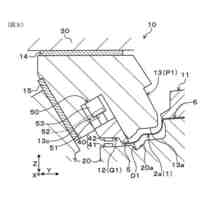
実施形態1のパネル成形装置の幅方向の中央部の断面図。
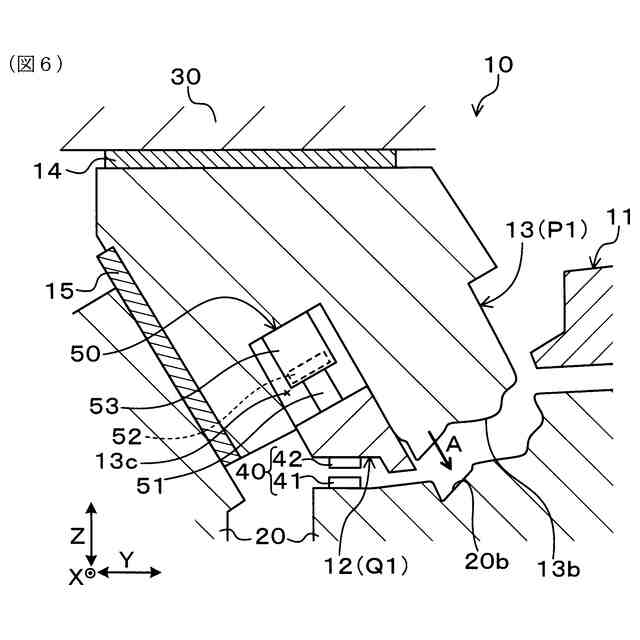
実施形態1のパネル成形装置の幅方向の両端側の断面図。
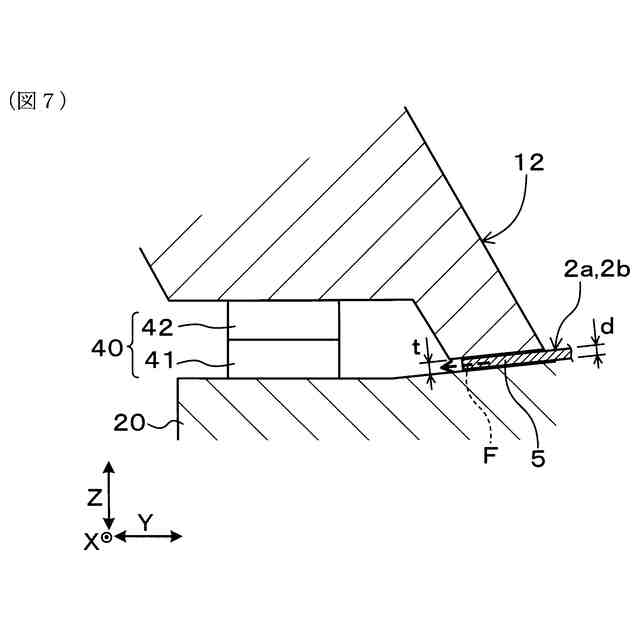
図5中の隙間設定機構部の機能を説明するための断面図。
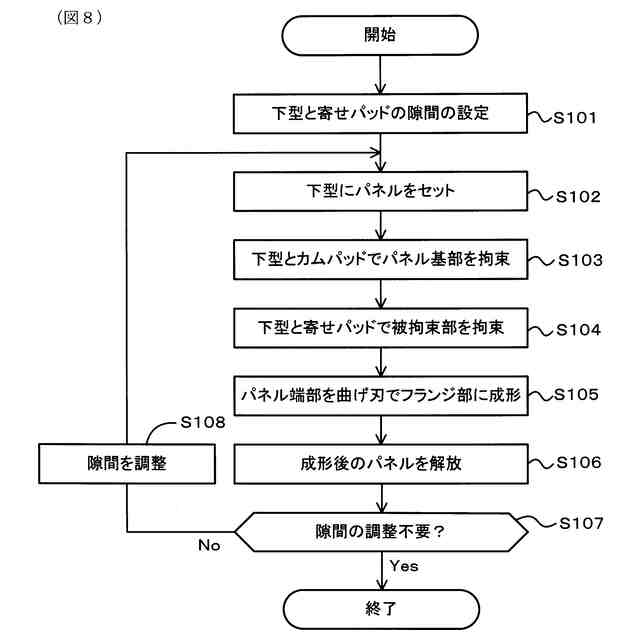
実施形態1のパネル成形方法のフローチャート。
図5において図8中の第3ステップの実行時の様子を示す断面図。
図6において図8中の第3ステップの実行時の様子を示す断面図。
図5において図8中の第4ステップの実行時の様子を示す断面図。
図6において図8中の第4ステップの実行時の様子を示す断面図。
図5において図8中の第5ステップの実行時の様子を示す断面図。
図6において図8中の第5ステップの実行時の様子を示す断面図。
図5において図8中の第6ステップの実行時の様子を示す断面図。
図6において図8中の第6ステップの実行時の様子を示す断面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ車体株式会社
出入検知装置
1か月前
トヨタ車体株式会社
車両の後部構造
1か月前
トヨタ車体株式会社
車両用シート装置
1日前
トヨタ車体株式会社
車両用シート装置
1日前
トヨタ車体株式会社
燃料タンク取付構造
8日前
トヨタ車体株式会社
スペアタイヤ取付装置
1日前
トヨタ車体株式会社
スペアタイヤ取付装置
9日前
トヨタ車体株式会社
樹脂部品及び樹脂部品の製造方法
1か月前
トヨタ車体株式会社
パネル成形装置及びパネル成形方法
15日前
トヨタ車体株式会社
衝突試験測定装置および衝突試験測定方法
1日前
株式会社ハイレックスコーポレーション
車椅子固定装置
1か月前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
7か月前
株式会社オプトン
曲げ加工装置
4か月前
トヨタ自動車株式会社
金型装置
7か月前
株式会社不二越
NC転造盤
29日前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
株式会社カネミツ
筒張出部形成方法
6か月前
株式会社吉野機械製作所
プレス機械
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ