TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103912
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221633
出願日
2023-12-27
発明の名称
非鉄金属溶解炉の材料投入制御方法および非鉄金属溶解炉
出願人
三建産業株式会社
代理人
個人
,
個人
主分類
B22D
21/00 20060101AFI20250702BHJP(鋳造;粉末冶金)
要約
【課題】1つの溶湯面レベルの検知によって材料の投入を制御することにより溶湯の酸化を防止できる制御方法、およびこうした制御方法を用いた非鉄金属溶解炉を提供する。
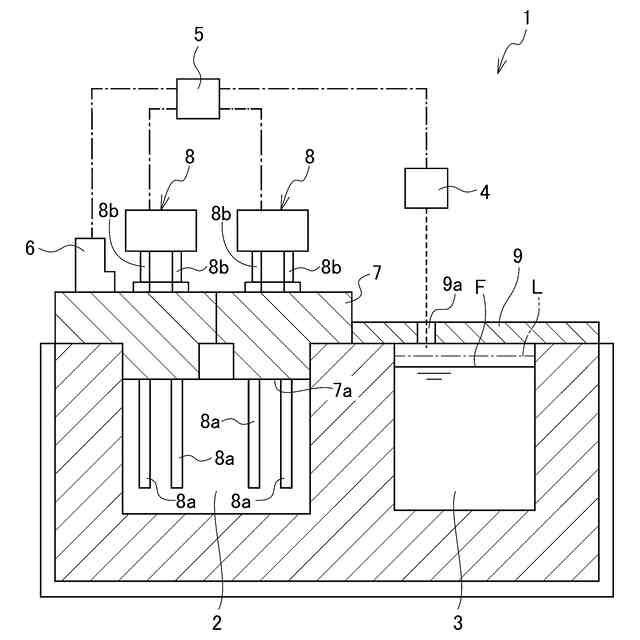
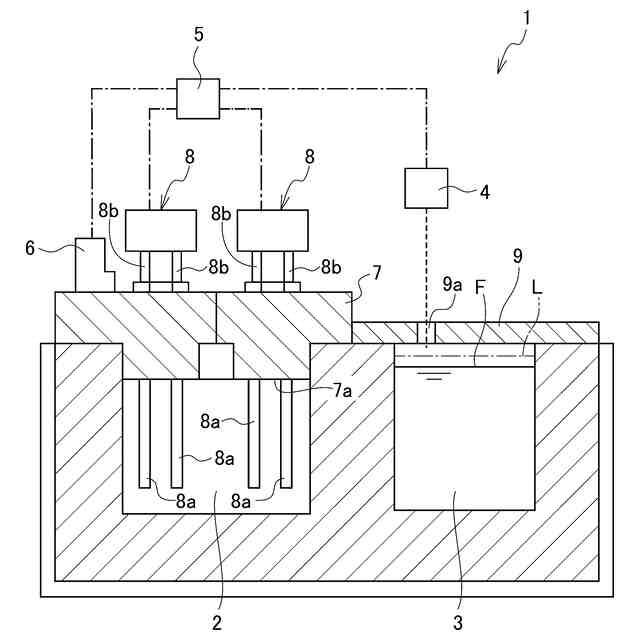
【解決手段】上端部が蓋体7で密閉され、投入された材料を溶解する溶解室2と、溶解室2から溶湯が送られ、鋳込みを行う鋳造装置に溶湯を供給する出湯室3と、出湯室3の溶湯面のレベルを検知する溶湯面レベル検知装置4を有し、出湯室3の溶湯面の上限レベルLを溶解室2の蓋体7の下面7aよりも上位にしてなる非鉄金属溶解炉1を使用して行い、溶解室2に材料を投入するタイミングを制御する。そのために、溶湯面が上限レベルLに達するまでは材料を投入しつづけ、溶湯面が上限レベルLに達すると材料の投入を停止し、溶湯面が上限レベルLより下がると材料の投入を再開する。
【選択図】図1
特許請求の範囲
【請求項1】
上端部が蓋体で覆われ、投入された材料を溶解する溶解室と、前記溶解室から溶湯が送られ、鋳込みを行う鋳造装置に前記溶湯を供給する出湯室と、前記出湯室の溶湯面のレベルを検知する溶湯面レベル検知装置を有し、前記出湯室の前記溶湯面の上限レベルを前記溶解室の蓋体の下面よりも上位にしてなる非鉄金属溶解炉において、前記溶解室に材料を投入するタイミングを制御する方法であって、
前記溶湯面が前記上限レベルに達するまでは材料を投入しつづけ、前記溶湯面が前記上限レベルに達すると材料の投入を停止し、前記溶湯面が前記上限レベルより下がると材料の投入を再開することを特徴とする非鉄金属溶解炉の材料投入制御方法。
続きを表示(約 1,500 文字)
【請求項2】
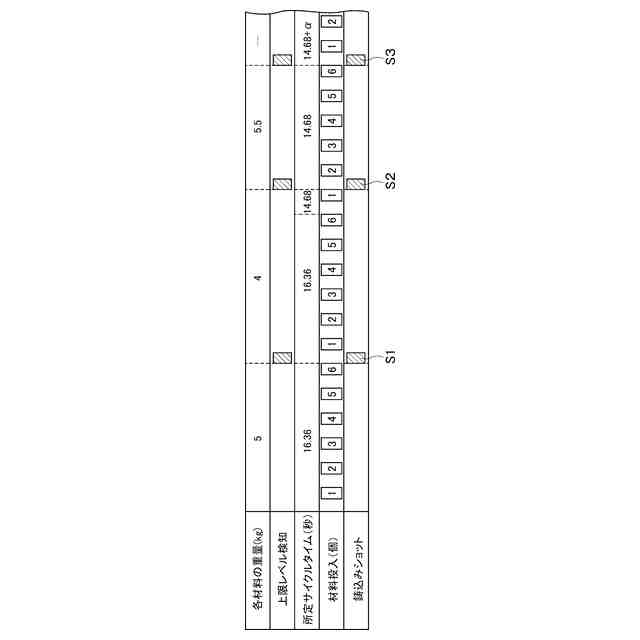
1回の投入材料の重量を、前記鋳造装置での1回の鋳込みの重量よりも少なくしたもので、
前記1回の鋳込みに対して所定数の材料を所定サイクルタイムで投入することを特徴とする請求項1に記載の非鉄金属溶解炉の材料投入制御方法。
【請求項3】
前記所定数の材料を投入した際に、前記溶湯面が前記上限レベルに達していない場合は、前記所定サイクルタイムを短く設定することを特徴とする請求項2に記載の非鉄金属溶解炉の材料投入制御方法。
【請求項4】
前記所定数の材料を投入する前に、前記溶湯面が上限レベルを超えている場合は、前記所定サイクルタイムを維持するか、もしくは長く設定することを特徴とする請求項2に記載の非鉄金属溶解炉の材料投入制御方法。
【請求項5】
材料の投入毎に前記溶湯面のレベルを検知し、1回の材料投入における前記溶湯面のレベル変化量に対応して、次回の材料投入までのサイクルタイムを設定することを特徴とする請求項2に記載の非鉄金属溶解炉の材料投入制御方法。
【請求項6】
1回の材料投入における前記溶湯面のレベル変化量が第1設定基準値以上になった場合は、次回の材料投入までのサイクルタイムを現在のサイクルタイムよりも長く設定し、前記レベル変化量が前記第1設定基準値よりも値の小さい第2設定基準値以下になった場合は、次回の材料投入までのサイクルタイムを現在のサイクルタイムよりも短く設定することを特徴とする請求項5に記載の非鉄金属溶解炉の材料投入制御方法。
【請求項7】
上端部が蓋体で覆われ、投入された材料を溶解する溶解室と、
前記溶解室から溶湯が送られ、鋳込みを行う鋳造装置に前記溶湯を供給する出湯室と、
前記出湯室の前記溶湯の溶湯面のレベルを検知する溶湯面レベル検知装置を備え、前記出湯室の前記溶湯面の上限レベルを前記溶解室の蓋体の下面よりも上位にしてなり、
1回の投入材料の重量を、前記鋳造装置での1回の鋳込みの重量よりも少なくした非鉄金属溶解炉であって、
前記溶解室に前記材料を投入するタイミングを制御する制御部を備え、
前記制御部は、1回の鋳込みに対して所定数の材料を所定サイクルタイムで投入させ、前記所定数の材料を投入した際に、前記溶湯面が前記上限レベルに達していない場合は、前記所定サイクルタイムを短く設定することを特徴とする非鉄金属溶解炉。
【請求項8】
前記制御部は、前記所定数の材料を投入する前に、前記溶湯面が上限レベルを超えている場合は、前記所定サイクルタイムを維持するか、もしくは長く設定することを特徴とする請求項7に記載の非鉄金属溶解炉。
【請求項9】
上端部が蓋体で覆われ、投入された材料を溶解する溶解室と、
前記溶解室から溶湯が送られ、鋳込みを行う鋳造装置に前記溶湯を供給する出湯室と、
前記出湯室の前記溶湯の溶湯面のレベルを検知する溶湯面レベル検知装置を備え、前記出湯室の前記溶湯面の上限レベルを前記溶解室の蓋体の下面よりも上位にしてなり、
1回の投入材料の重量を、前記鋳造装置での1回の鋳込みの重量よりも少なくした非鉄金属溶解炉であって、
前記溶解室に前記材料を投入するタイミングを制御する制御部を備え、
前記制御部は、前記溶湯面レベル検知装置を介して、材料の投入毎に前記溶湯面のレベルを検知し、1回の材料投入における前記溶湯面のレベル変化量に対応して、次回の材料投入までのサイクルタイムを設定することを特徴とすることを特徴とする非鉄金属溶解炉。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウムやアルミニウム合金などの非鉄金属を鋳込みのために溶解する溶解炉において、溶解する材料を投入するための制御方法、およびこうした制御方法を用いた非鉄金属溶解炉に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から、例えば、自動車用部品などの鋳造製品を製造するためにアルミニウムやアルミニウム合金等の非鉄金属を溶解するための溶解炉が広く使用されている。また、こうした非鉄金属溶解炉においては、投入された材料がヒータで溶解される溶解室(上端部が蓋によって密閉されている)において溶湯が酸化するのを防止するために、溶解室から溶湯が供給される汲み出し室(出湯室)の溶湯面のレベルを、溶解室の蓋の下面よりも高い位置に保持するようにしている(例えば、特許文献1参照)。
【0003】
具体的に言うと、特許文献1に記載の非鉄金属溶解炉は、汲み出し室の溶湯面のレベルを検知するレベルセンサを設けると共に、汲み出し室の溶湯面の上限レベルと下限レベルを溶解室の蓋の下面よりも上位に設定している。そして、レベルセンサによって溶湯面が下限レベルに達したことを検知すると材料を投入し、溶湯面が上限レベルに達したことが検知すると材料の投入を停止するようにしている。
こうすることによって、溶解室と蓋との間に空間が形成されないようにし、溶解室での溶湯の酸化を防止している。
【先行技術文献】
【特許文献】
【0004】
特許第6638158号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の溶解炉は、上限レベルの下位に下限レベルを設定しているため、下限レベルが必然的に蓋の下面の高さに近くなってしまい易い(すなわち、ほぼ同一レベルになってしまい易い)。従って、レベルセンサが下限レベルを検知した際、実際には溶湯面が下限レベルを下回っている可能性がある。その結果、溶解室の溶湯と蓋の下面との間に隙間が生じて溶湯の酸化を招く危険性がある。
【0006】
また、特許文献1に記載の溶解炉は、複数の溶湯面レベル(上限レベルと下限レベル)を検知する必要があるため、例えば、1つの溶湯面レベルを検知するものと比較して、必然的に誤差が生じ易い。特に、汲み出し室の溶湯面は、そこから鋳込み用の溶湯が抜かれると上下に変動するため、そうした誤差の発生が懸念され、結果として、溶解室において溶湯と蓋の下面との間に空隙が生じて、溶湯が酸化してしまうことになる。
【0007】
そこで、本発明の目的とするところは、こうした非鉄金属溶解炉において、1つの溶湯面レベルの検知によって材料の投入を制御することにより溶湯の酸化を確実に防止することのできる制御方法、およびこうした制御方法を用いた非鉄金属溶解炉を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明の非鉄金属溶解炉の材料投入制御方法は、上端部が蓋体(7)で覆われ、投入された材料を溶解する溶解室(2)と、前記溶解室(2)から溶湯が送られ、鋳込みを行う鋳造装置に前記溶湯を供給する出湯室(3)と、前記出湯室(3)の溶湯面(F)のレベルを検知する溶湯面レベル検知装置(4)を有し、前記出湯室(3)の前記溶湯面(F)の上限レベル(L)を前記溶解室(2)の蓋体(7)の下面(7a)よりも上位にしてなる非鉄金属溶解炉(1)において、前記溶解室(2)に材料を投入するタイミングを制御する方法であって、
前記溶湯面(F)が前記上限レベル(L)に達するまでは材料を投入しつづけ、前記溶湯面(F)が前記上限レベル(L)に達すると材料の投入を停止し、前記溶湯面(F)が前記上限レベル(L)より下がると材料の投入を再開することを特徴とする。
【0009】
また、本発明の非鉄金属溶解炉の材料投入制御方法は、1回の投入材料の重量を、前記鋳造装置での1回の鋳込みの重量よりも少なくしたもので、前記1回の鋳込みに対して所定数の材料を所定サイクルタイムで投入することを特徴とする。
【0010】
また、本発明の非鉄金属溶解炉の材料投入制御方法は、前記所定数の材料を投入した際に、前記溶湯面(F)が前記上限レベル(L)に達していない場合は、前記所定サイクルタイムを短く設定することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
インゴットの搬送装置
22日前
三建産業株式会社
非鉄金属溶解炉の材料投入制御方法および非鉄金属溶解炉
2か月前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
友鉄工業株式会社
錫プレート成形方法
13日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
芝浦機械株式会社
成形機
7か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
株式会社キャステム
鋳造品の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
成形機
7か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
7か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
トヨタ自動車株式会社
突き折り棒
4か月前
旭有機材株式会社
鋳型の製造方法
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
28日前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
株式会社豊田中央研究所
積層造形装置
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
住友金属鉱山株式会社
金粉の製造方法
11日前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
日立Astemo株式会社
成形装置
5か月前
デザインパーツ株式会社
冷却装置及び冷却方法
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ