TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100156
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217315
出願日
2023-12-22
発明の名称
樹脂充填板の製造方法、及び、樹脂充填板
出願人
デンカ株式会社
代理人
個人
,
個人
,
個人
主分類
C08L
101/00 20060101AFI20250626BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】面内の樹脂含浸のばらつきが抑制された大判の樹脂充填板を製造する方法を提供すること。
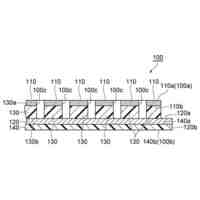
【解決手段】本開示の一側面は、第1樹脂シート、主面の面積が2500mm
2
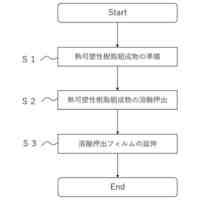
以上である多孔質窒化物焼結板、及び第2樹脂シートをこの順に互いに接するように積層し、加熱することで、上記第1樹脂シート及び上記第2樹脂シートを溶融させ、上記窒化物焼結板が有する気孔に溶融樹脂を含浸させて、樹脂充填板を得る工程、を有し、上記第1樹脂シート及び上記第2樹脂シートは、熱硬化性組成物の半硬化物の成形体である、樹脂充填板の製造方法を提供する。
【選択図】なし
特許請求の範囲
【請求項1】
第1樹脂シート、主面の面積が2500mm
2
以上である多孔質窒化物焼結板、及び第2樹脂シートをこの順に互いに接するように積層し、加熱することで、前記第1樹脂シート及び前記第2樹脂シートを溶融させ、前記窒化物焼結板が有する気孔に溶融樹脂を含浸させて、樹脂充填板を得る工程、を有し、
前記第1樹脂シート及び前記第2樹脂シートは、熱硬化性組成物の半硬化物の成形体である、樹脂充填板の製造方法。
続きを表示(約 730 文字)
【請求項2】
前記第2樹脂シートの体積に対する前記第1樹脂シートの体積の比が1~5である、請求項1に記載の製造方法。
【請求項3】
前記第1樹脂シートの体積が、前記窒化物焼結板の開気孔の全体積を基準として、0.5倍以上である、請求項1又は2に記載の製造方法。
【請求項4】
前記窒化物焼結板が有する気孔のメジアン気孔径が0.3~6.0μmである、請求項1又は2に記載の製造方法。
【請求項5】
前記第1樹脂シート及び前記第2樹脂シートを構成する前記半硬化物の120℃におけるせん断粘度が100~2500mPa・sである、請求項1又は2に記載の製造方法。
【請求項6】
第1セッター、窒化物を含むセラミックグリーンシート、及び第2セッターをこの順に積層し、前記セラミックグリーンシートを焼成して、前記窒化物焼結板を得る工程をさらに有し、
前記セラミックグリーンシートの主面の面積が2500mm
2
以上であり、
前記第1セッター及び前記第2セッターの主面の面積が前記セラミックグリーンシートの主面の面積以上である、請求項1又は2に記載の製造方法。
【請求項7】
多孔質状の窒化物焼結板と、前記窒化物焼結板の有する気孔に充填された、熱硬化性組成物の半硬化物とを有する樹脂充填板であって、
前記樹脂充填板の主面の面積は2500mm
2
以上であり、
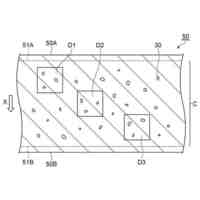
前記樹脂充填板の一方の主面側からの観察画像を取得し、前記観察画像を二値化処理することで薄色領域を特定したときの、前記薄色領域の面積の割合が3面積%未満である、樹脂充填板。
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂充填板の製造方法、及び、樹脂充填板に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
パワーデバイス、トランジスタ、サイリスタ、及びCPU等の部品においては、使用時に発生する熱を効率的に放熱することが求められる。このような要請から、従来、電子部品を実装するプリント配線板の絶縁層の高熱伝導化を図ったり、電子部品又はプリント配線板を、電気絶縁性を有する熱インターフェース材(Thermal Interface Materials)を介してヒートシンクに取り付けたりすることが行われてきた。このような絶縁層及び熱インターフェース材には、放熱部材として、樹脂と窒化ホウ素等のセラミックとで構成される複合シートが用いられる。
【0003】
このような複合シートとして、多孔性のセラミックス板(例えば、窒化ホウ素焼結板)に樹脂を含浸させた複合シートが検討されている(例えば、特許文献1参照)。また、回路基板と樹脂含浸窒化ホウ素焼結体とを有する積層体において、窒化ホウ素焼結体を構成する一次粒子と回路基板とを直接接触させて、積層体の熱抵抗を低減し、放熱性を改善することも検討されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
国際公開第2014/196496号
特開2016-103611号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
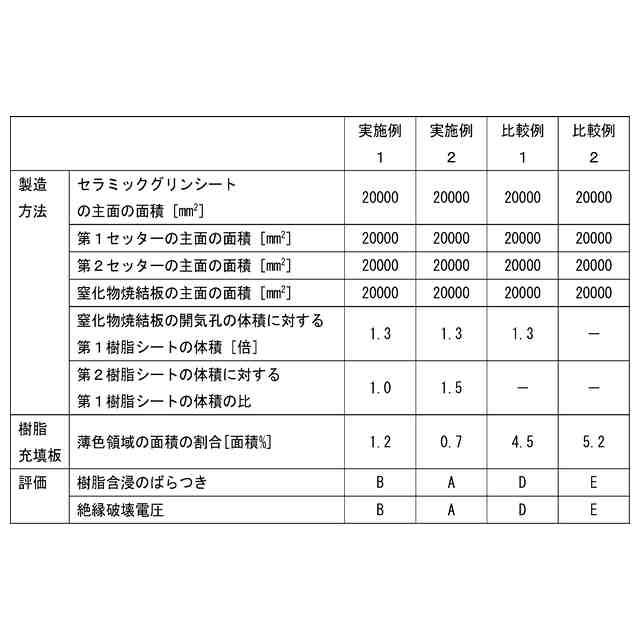
本開示は、面内の樹脂含浸のばらつきが抑制された大判の樹脂充填板を製造する方法を提供することを目的とする。本開示はまた、面内の樹脂含浸のばらつきが抑制され、絶縁性に優れる大判の樹脂充填板を提供することを目的とする。
【課題を解決するための手段】
【0006】
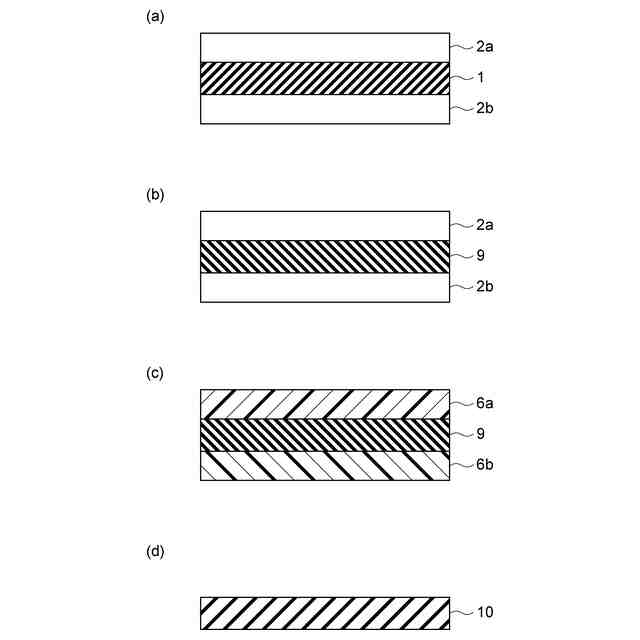
従前の樹脂充填板の製造方法においては、あらかじめ薄く成形した窒化物焼結板上に、熱硬化性組成物の溶液又は融液を滴下し、スキージ等によって広げた後、窒化物焼結板の気孔に毛細管現象を利用して含浸させながら、半硬化させる方法が採用されている。本発明者らの検討によって、この場合、窒化物焼結板内の熱硬化性組成物を半硬化させる際にわずかな環境の違いで硬化挙動が大きくばらついてしまうとの課題が存在することが見出された。その対策として予め半硬化させた熱硬化性組成物を含浸させる工程を検討したところ、含浸速度と熱硬化性組成物の半硬化物の融液の凝集力との兼ね合いによって、窒化物焼結板の主面上に液だまりのような不均衡が生じ、得られる樹脂充填板における含浸むらが発生すること、窒化物焼結板の主面の面積が十分小さい場合には大きな問題とならなかったものの、大判(例えば、主面の面積が2500mm
2
以上である等)の窒化物焼結板を用いた場合には、得られる樹脂充填板において、樹脂の含浸むらの問題が顕在化するとの新たな課題が生じること、及び、あらかじめシート化が可能な程度に熱硬化性組成物の硬化を進行させ、窒化物焼結板の主面を覆うように積層させる方法によって、半硬化物の含浸環境を窒化物焼結板上で均質化させ、窒化物焼結板に含浸させる際の液だまりの発生を低減することによって上述の問題を低減できることを見出した。本開示は、上述の知見に基づいてなされたものである。なお、樹脂の含浸むらのある樹脂充填板を金属板等と接着させ絶縁板として利用しようとすると、絶縁性が思うように発揮されないことも確認した。
【0007】
本開示は、以下の[1]を提供する。
【0008】
[1]
第1樹脂シート、主面の面積が2500mm
2
以上である多孔質窒化物焼結板、及び第2樹脂シートをこの順に互いに接するように積層し、加熱することで、前記第1樹脂シート及び前記第2樹脂シートを溶融させ、前記窒化物焼結板が有する気孔に溶融樹脂を含浸させて、樹脂充填板を得る工程、を有し、
前記第1樹脂シート及び前記第2樹脂シートは、熱硬化性組成物の半硬化物の成形体である、樹脂充填板の製造方法。
【0009】
上記樹脂充填板の製造方法では、あらかじめ調製された、熱硬化性組成物の半硬化物の成形体である樹脂シートを用いて窒化物焼結板の両面から樹脂を含浸させる手段を採用している。このような手法を採用することによって大判の窒化物焼結板を用いた場合であっても、窒化物焼結板の気孔に樹脂を含浸させる際に、窒化物焼結板の主面における樹脂含浸の環境を均質化させることができ、液だまりの発生を抑制して、樹脂含浸のばらつきの発生を抑制できる。
【0010】
本開示はまた、以下の[2]~[7]を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
デンカ株式会社
エミッタ
25日前
デンカ株式会社
照明装置
2か月前
デンカ株式会社
模擬臓器
8日前
デンカ株式会社
無機質粉末
2か月前
デンカ株式会社
包装用容器
19日前
デンカ株式会社
道路用照明
2か月前
デンカ株式会社
包装用容器
19日前
デンカ株式会社
放熱構造体
3か月前
デンカ株式会社
静的破砕方法
1日前
デンカ株式会社
グラウト材料
22日前
デンカ株式会社
熱伝導性シート
20日前
デンカ株式会社
熱伝導性シート
1日前
デンカ株式会社
熱伝導性シート
1日前
デンカ株式会社
熱伝導性シート
20日前
デンカ株式会社
積層体及び構造体
2か月前
デンカ株式会社
ストレッチフィルム
12日前
デンカ株式会社
多層シート及び容器
7日前
デンカ株式会社
医療用配管の保持器
25日前
デンカ株式会社
植物育成用照明装置
2か月前
デンカ株式会社
水膨張性止水組成物
1か月前
デンカ株式会社
電子部品包装用シート
20日前
デンカ株式会社
パテ状耐火組成物、パテ
2か月前
デンカ株式会社
蛍光体粉末、及び発光装置
21日前
デンカ株式会社
毛髪用繊維及び頭髪装飾品
3か月前
デンカ株式会社
包装用容器及び盛り付け方法
19日前
デンカ株式会社
ゴム組成物、及びバッテリー
4日前
デンカ株式会社
人工毛髪用繊維及び頭髪装飾品
7日前
デンカ株式会社
窒化ケイ素焼結体、及び回路基板
今日
学校法人金井学園
雨水取水装置
19日前
デンカ株式会社
マーキング剤及びマーキング方法
2か月前
デンカ株式会社
熱可塑性離型フィルムの製造方法
3か月前
デンカ株式会社
カルシウムアルミネートの製造方法
1か月前
デンカ株式会社
Ceで付活されたαサイアロン蛍光体
2か月前
デンカ株式会社
樹脂組成物、成形品、及び積層シート
14日前
デンカ株式会社
蛍光体粉末の製造方法、及び発光装置
21日前
デンカ株式会社
二軸延伸シート、多層シート、及び成形品
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ