TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098708
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023215031
出願日
2023-12-20
発明の名称
研削材の製造方法
出願人
東京パワーテクノロジー株式会社
,
大豊建設株式会社
,
一般社団法人FSS工法協会
代理人
弁理士法人パテントボックス
主分類
B24C
11/00 20060101AFI20250625BHJP(研削;研磨)
要約
【課題】乾燥させずに湿潤状態で製造される研削材の製造方法を提供する。
【解決手段】研削材の製造方法は、石炭灰を準備する工程と、石炭灰に加水して撹拌する工程と、加水して撹拌された石炭灰を分級する工程と、分級された石炭灰を袋詰めする工程と、を備えている。このうち石炭灰を袋詰めする工程は、石炭灰を湿潤状態のままで袋詰めするようにされている。
【選択図】図1
特許請求の範囲
【請求項1】
石炭灰を準備する工程と、
前記石炭灰に加水して撹拌する工程と、
加水して撹拌された前記石炭灰を分級する工程と、
分級された前記石炭灰を袋詰めする工程と、
を備える、研削材の製造方法。
続きを表示(約 430 文字)
【請求項2】
石炭灰を袋詰めする工程は、前記石炭灰を湿潤状態のままで袋詰めするようにされている、請求項1に記載された、研削材の製造方法。
【請求項3】
石炭灰を分級する工程は、湿式分級機を使用することで、所定の第1粒径よりも粗いオーバー材と前記第1粒径よりも小さい第2粒径よりも細かいアンダー材が取り除かれるようになっている、請求項2に記載された、研削材の製造方法。
【請求項4】
石炭灰を分級する工程は、湿式分級機を使用することで、所定の第1粒径よりも粗いオーバー材が取り除かれるようになっている、請求項2に記載された、研削材の製造方法。
【請求項5】
前記石炭灰は、クリンカアッシュである、請求項1乃至請求項4のいずれか一項に記載された、研削材の製造方法。
【請求項6】
前記石炭灰は、IGCCスラグである、請求項1乃至請求項4のいずれか一項に記載された、研削材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、湿粒泥化ブラストに用いられる研削材の製造方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から橋梁等の鋼製の構造物に塗装されている塗装面に対して、砂を含む研削材を圧縮空気によって噴射して、サビや古い塗膜を除去するとともに、鋼材の表面を清浄化するブラスト工法が知られている。
【0003】
ブラスト工法は、一般に、エアーブラスト、バキュームブラスト、湿式ブラストに分類される。このうち湿式ブラストは、水と研削材を混合し、ブラスト処理する工法であり、粉塵の発生が少ないという利点から近年では多く用いられるようになってきている。
【0004】
例えば、特許文献1には、研削材としてアルミナ、ガーネット、珪砂、ガラスビーズ、炭化ケイ素又はスラグに対して、5~30質量%の水分を含み、全ての研削材粒子が濡れるように事前に調整した湿式ブラスト用のブラスト材が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2012-121121号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
研削材としては、フェロニッケルスラグ、溶融アルミナ、アルマンダイトガーネット、銅スラグ、スチールグリットが知られている。しかしながら、これらの従来のブラスト材は、ブラスト処理の直前に水分と混合されるものであり、研削材それ自体は湿潤状態で製造されるものではなかった。つまり、従来の研削材は、製造過程において乾燥機にかけられていたため、乾燥させる手間がかかるうえに、粉塵が発生するという問題があった。
【0007】
そこで、本発明は、乾燥させずに湿潤状態で製造される研削材の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
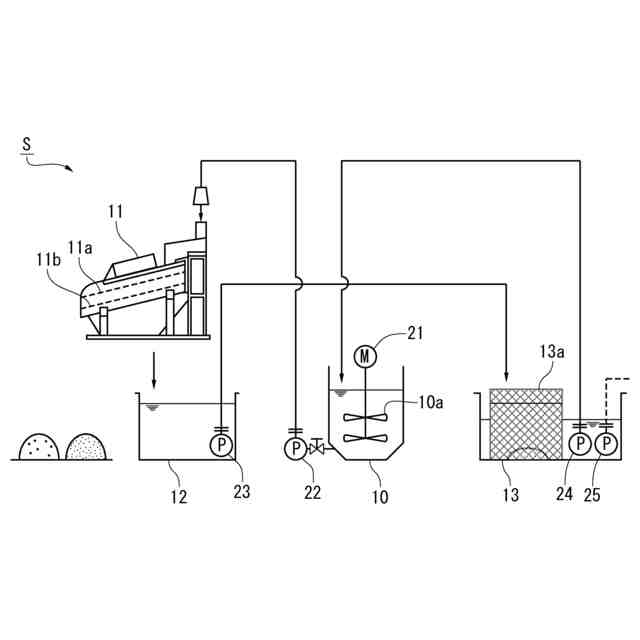
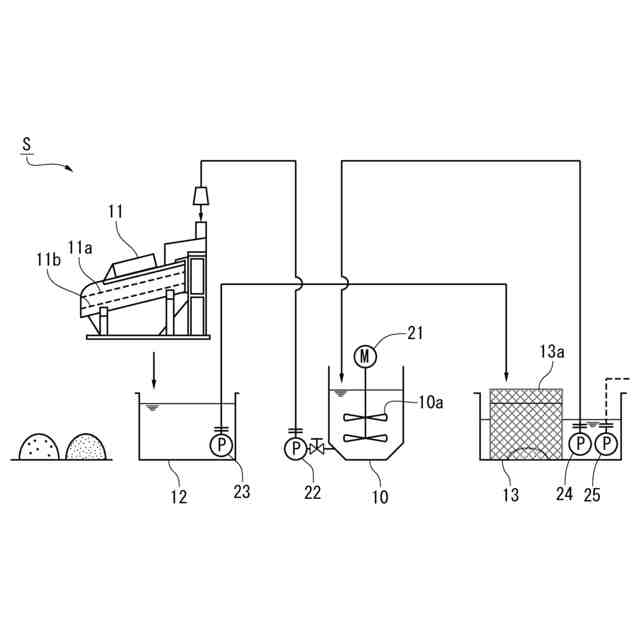
前記目的を達成するために、本発明の研削材の製造方法は、石炭灰を準備する工程と、前記石炭灰に加水して撹拌する工程と、加水して撹拌された前記石炭灰を分級する工程と、分級された前記石炭灰を袋詰めする工程と、を備えている。
【発明の効果】
【0009】
このように、本発明の研削材の製造方法は、石炭灰を準備する工程と、石炭灰に加水して撹拌する工程と、加水して撹拌された石炭灰を分級する工程と、分級された石炭灰を袋詰めする工程と、を備えている。このような工程であれば、原材料である石炭灰を乾燥させずに湿潤状態のままで研削材を製造することができる。
【図面の簡単な説明】
【0010】
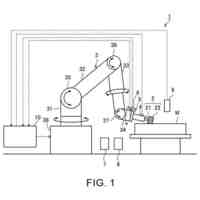
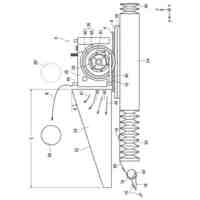
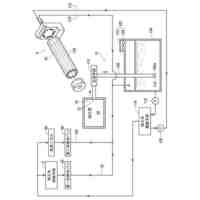
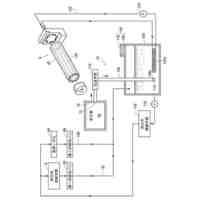
研削材の製造システムの全体図である。
研削材の製造方法のフロー図である。
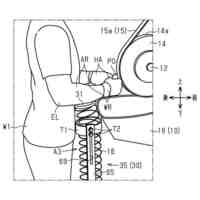
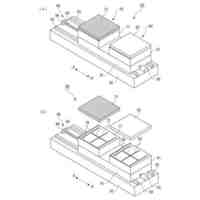
湿粒泥化ブラスト工法の説明図である。
試験結果を示す表である。(a)は第一工程分級後の粒度試験結果の表であり、(b)は単位体積重量結果の表であり、(c)は含水比試験結果の表である。
第二工程分級の前後のクリンカアッシュの粒度試験結果の表である。
ブラスト試験施工結果の表である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
1か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
11日前
株式会社村田製作所
切削装置
1か月前
株式会社リブラ
ブラスト加工装置
3か月前
シンクス株式会社
ボード切断装置
1か月前
株式会社ニッチュー
ブラスト装置
10日前
不二空機株式会社
可搬型動力工具
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
オークマ株式会社
円筒研削盤
23日前
株式会社ディスコ
砥石
1か月前
株式会社精工技研
研磨装置および研磨方法
3か月前
株式会社ディスコ
加工方法、及び、切削装置
3か月前
株式会社東京精密
ワーク加工装置
2か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
日本特殊研砥株式会社
超弾性砥石
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社ディスコ
加工方法
1か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
セイコーインスツル株式会社
研削盤
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
株式会社不二越
スルーフィード式の加工装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社シロハチ
回転機械およびこれを用いた装置
2か月前
株式会社IHI
加工方法
1か月前
株式会社カクダイ岐阜工場
研磨機用腕支持装置
2か月前
株式会社ディスコ
切削装置
2か月前
株式会社ディスコ
処理装置
16日前
株式会社ディスコ
処理装置
11日前
株式会社ディスコ
切削装置
3か月前
株式会社マキタ
ベルトサンダ
25日前
株式会社貝印刃物開発センター
刃物研ぎ器
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ