TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093735
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209566
出願日
2023-12-12
発明の名称
ボラードの製造方法
出願人
日進ゴム株式会社
代理人
個人
,
個人
,
個人
主分類
E01F
13/04 20060101AFI20250617BHJP(道路,鉄道または橋りょうの建設)
要約
【課題】
支柱の外周部がゴムで被覆された構造を有しながら、軽量化が容易で、また、効率的に製造することも容易なボラードを提供する。
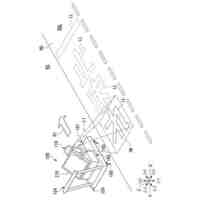
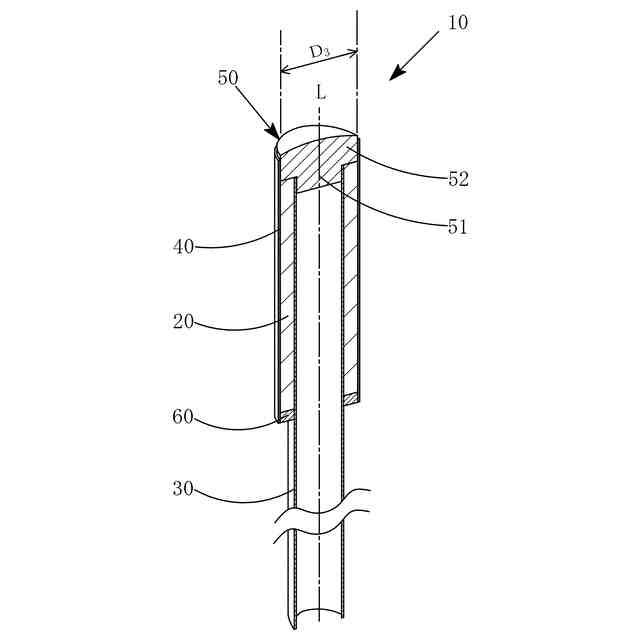
【解決手段】
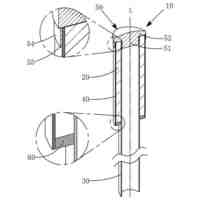
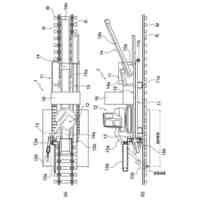
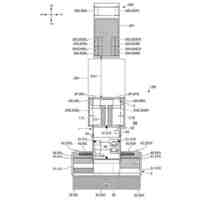
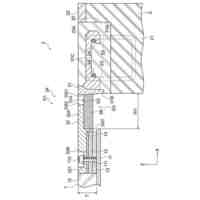
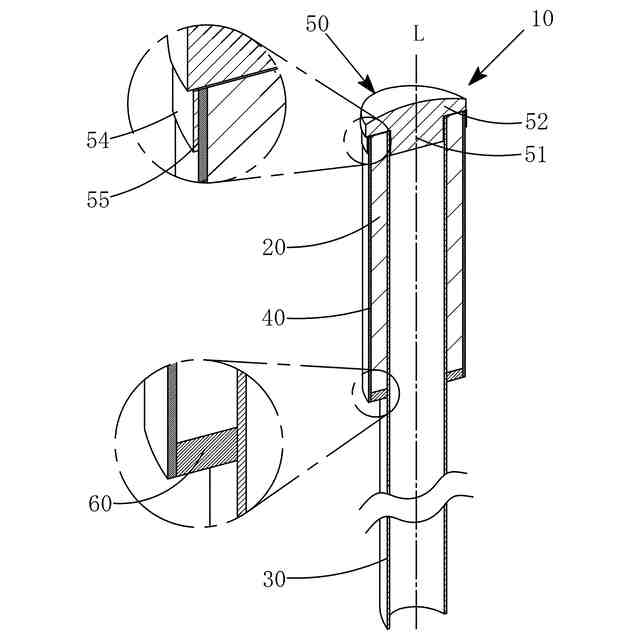
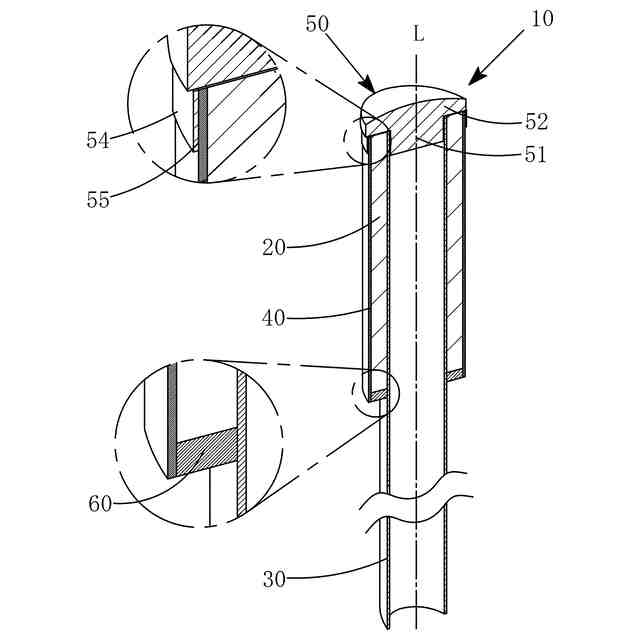
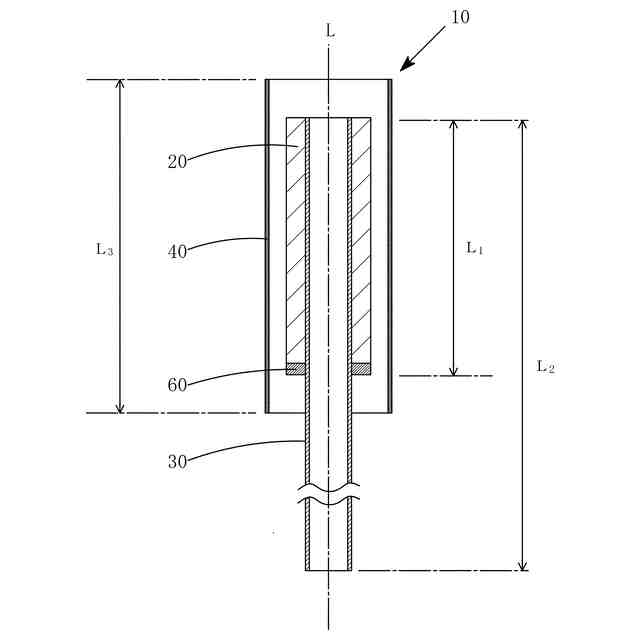
発泡樹脂製のクッション材20で支柱30の外周部を覆うクッション材被覆工程と、クッション材20の外径D
1
よりも大きな内径D
2
を有するゴム系の熱収縮チューブ40をクッション材20に外挿するチューブ外挿工程と、熱収縮チューブ40を加熱して収縮させ、熱収縮チューブ40の内周面をクッション材20の外周面に密着させるチューブ収縮工程とを経てボラードを製造する。
【選択図】 図2
特許請求の範囲
【請求項1】
発泡樹脂製のクッション材で支柱の外周部を覆うクッション材被覆工程と、
クッション材の外径D
1
よりも大きな内径D
2
を有するゴム系の熱収縮チューブをクッション材に外挿するチューブ外挿工程と、
熱収縮チューブを加熱して収縮させ、熱収縮チューブの内周面をクッション材の外周面に密着させるチューブ収縮工程と
を経ることを特徴とするボラードの製造方法。
続きを表示(約 1,200 文字)
【請求項2】
発泡ゴム製のクッション材で支柱の外周部を覆うクッション材被覆工程と、
クッション材の外径D
1
よりも大きな内径D
2
を有するゴム系の熱収縮チューブをクッション材に外挿するチューブ外挿工程と、
熱収縮チューブを加熱して収縮させ、熱収縮チューブの内周面をクッション材の外周面に密着させるチューブ収縮工程と
を経ることを特徴とするボラードの製造方法。
【請求項3】
クッション材の外径D
1
に対する収縮前の熱収縮チューブの内径D
2
の比D
2
/D
1
が、1.05~2とされた請求項1又は2記載のボラードの製造方法。
【請求項4】
チューブ外挿工程を行う際に、熱収縮チューブを、クッション材の上端部から上側に突き出る範囲にも配するとともに、
チューブ収縮工程を行った後に、
熱収縮チューブにおける、クッション材の上端部から上側に突き出た部分を切断するチューブ上側切断工程と、
キャップを、クッション材の上端部に装着するキャップ装着工程と
を行う請求項3記載のボラードの製造方法。
【請求項5】
大径型キャップ装着工程を行った後に、熱収縮チューブの上縁に沿って被覆テープを環状に貼り付けるテープ貼り付け工程を行う請求項4記載のボラードの製造方法。
【請求項6】
チューブ外挿工程を行う際に、熱収縮チューブを、クッション材の上端部から上側に突き出る範囲にも配するとともに、
チューブ収縮工程を行うよりも前に、クッション材と同じ外径を有する治具を、クッション材の上端部に設置する治具設置工程を行い、
チューブ収縮工程を行った後に、
クッション材の上端部から治具を取り外す治具取り外し工程と、
キャップを、クッション材の上端部に装着するキャップ装着工程と
を行う請求項3記載のボラードの製造方法。
【請求項7】
チューブ外挿工程を行う際に、熱収縮チューブを、クッション材の下端部から下側に突き出る範囲にも配するとともに、
チューブ収縮工程を行うよりも前に、クッション材の下端面を止水材で覆う止水材設置工程を行い、
チューブ収縮工程を行った後に、熱収縮チューブにおける、止水材よりも下側に突き出た部分を切断するチューブ下側切断工程を行う請求項3記載のボラードの製造方法。
【請求項8】
チューブ外挿工程を行う際に、熱収縮チューブを、クッション材の下端部から下側に突き出て支柱の下端部に達する範囲にも配するとともに、
チューブ収縮工程を行うことによって、熱収縮チューブにおける、クッション材の下端部から下側に突き出た部分を、支柱の外周部に密着させる
請求項3記載のボラードの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボラードの製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
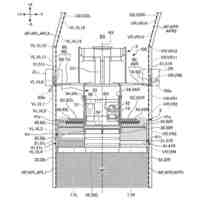
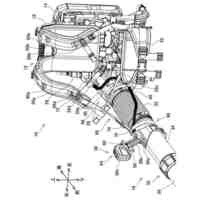
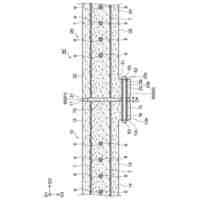
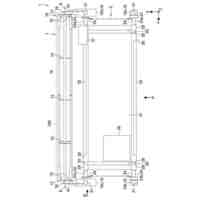
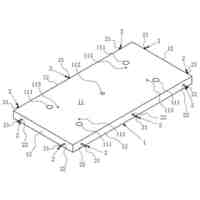
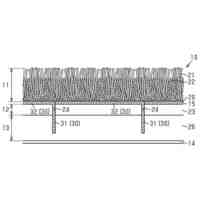
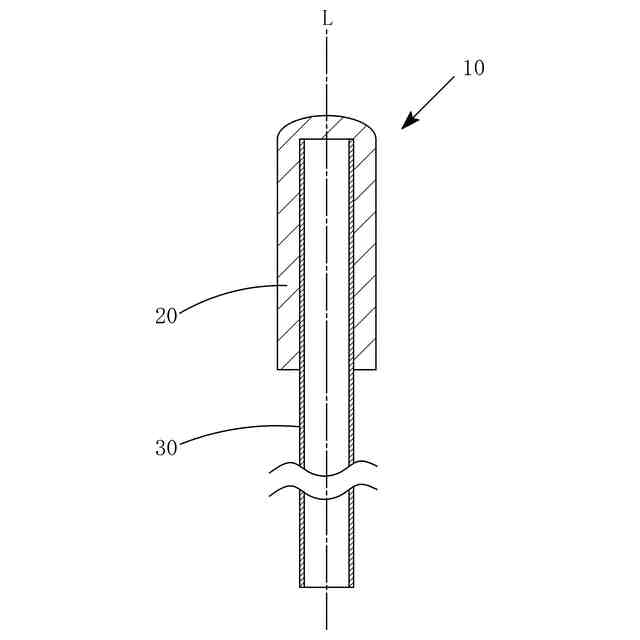
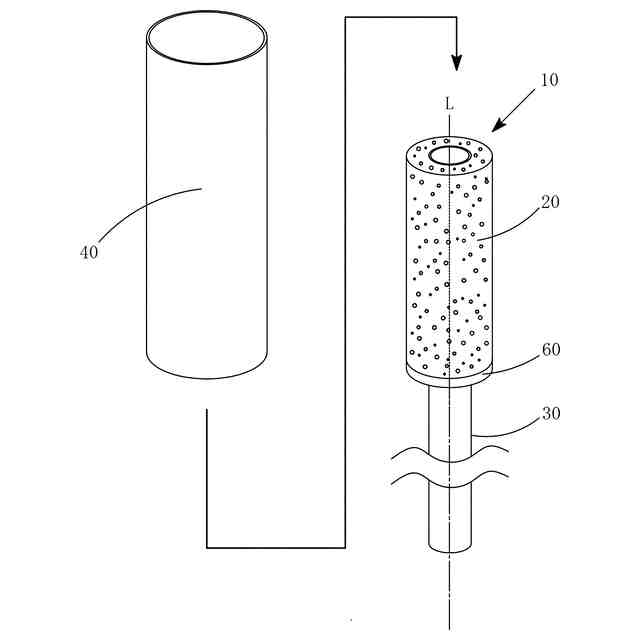
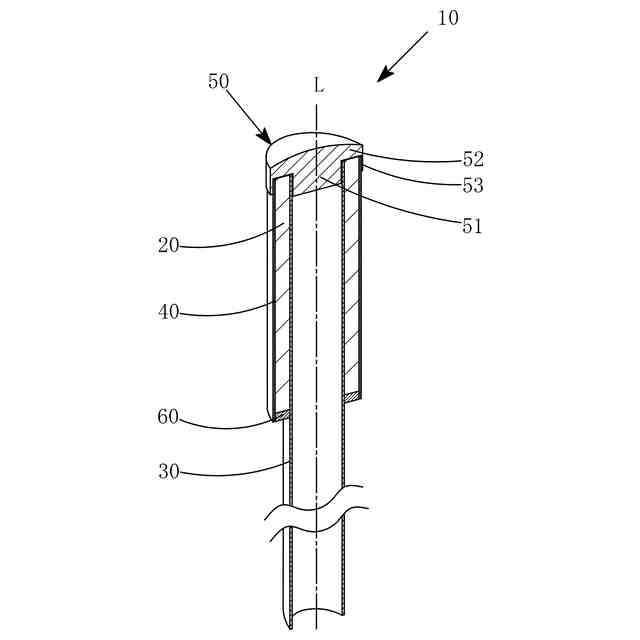
従来より、ボラードとして、自動車等の車両が衝突したときに、根元から弾性的に折れ曲がるようにしたもの(弾性ボラード)が知られている(例えば、特許文献1を参照。)。この弾性ボラードでは、万が一、それに車両や人等が衝突した場合であっても、車両や人等が受ける衝撃を和らげることができる。しかし、近年、駐車場に駐車しようとした自動車がブレーキとアクセルの踏み間違えによって建物に激突する事故の発生が度々報告されるようになっているところ、駐車場と建物の境界に設置するボラードとして、弾性ボラードを採用したのでは、自動車が建物に激突することを防ぐことができない。このため、自動車が衝突するおそれがある箇所では、自動車が衝突しても容易に折れ曲がらない程度の剛性を有する金属製のボラードが見直されつつある。しかし、ボラード全体が硬いと、自動車が衝突したときに車体に傷がつく。そこで、本願の図1に示すように、硬い支柱30の外周部をゴム製のクッション材20で覆ったボラードが施工されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-012967号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、支柱30の外周部にゴム製のクッション材20を取り付けたボラードでは、緩衝性能を大きくしようとすると、ゴムの部分(クッション材20)を厚くする必要がある。ところが、ゴムの部分を厚くすると、ボラードの重量が増加し、施工の作業性が低下する。また、ゴムを加硫する時間が長くなるため、ボラードの製造効率が低下し、製造コストが高くなる。
【0005】
本発明は、上記課題を解決するために為されたものであり、支柱の外周部がゴムで被覆された構造を有しながら、軽量化が容易で、また、効率的に製造することも容易なボラードを提供するものである。
【課題を解決するための手段】
【0006】
上記課題は、
発泡樹脂製のクッション材で支柱の外周部を覆うクッション材被覆工程と、
クッション材の外径D
1
よりも大きな内径D
2
を有するゴム系(ゴムだけでなく、ポリオレフィン系エラストマ等のエラストマも含むものとする。)の熱収縮チューブをクッション材に外挿するチューブ外挿工程と、
熱収縮チューブを加熱して収縮させ、熱収縮チューブの内周面をクッション材の外周面に密着させるチューブ収縮工程と
を経ることを特徴とするボラードの製造方法
を提供することによって解決される。
【0007】
上記の製造方法で製造されたボラードでは、クッション材が、ゴムよりも比重の小さな発泡樹脂で形成されている。このため、ボラードを、軽量で運搬や施工が容易なものとすることができる。また、発泡樹脂製のクッション材の外表面がゴム層(ゴム系の熱収縮チューブ)によって覆われるため、クッション材をゴム層で保護し、クッション材の耐久性を高めることもできる。さらに、クッション材の外径よりも大きな内径を有するゴム系の熱収縮チューブを、クッション材に外挿し、熱収縮させることで、その熱収縮チューブを、クッション材に一体化するようにしたため、クッション材にゴム層を一体化させる工程においては、ゴムを加硫する必要がない。加えて、クッション材に対して熱収縮チューブを外挿する作業も容易に行うことができる。このため、ボラードを短時間で効率的に製造することもできる。
【0008】
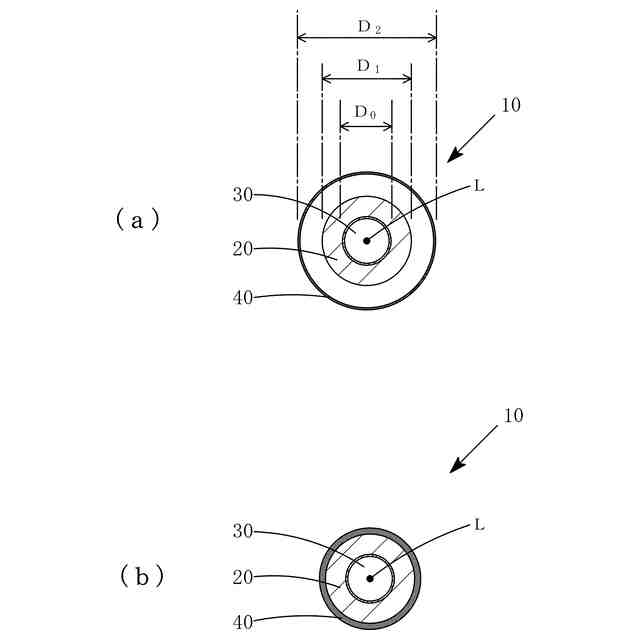
本発明のボラードの製造方法において、熱収縮前の熱収縮チューブの内径D
2
は、クッション材の外径D
1
よりも大きければ特に限定されない。しかし、外径D
1
に対して内径D
2
が僅かに大きいだけであると、クッション材に熱収縮チューブを外挿(熱収縮チューブにクッション材を挿入)しにくくなるおそれがある。このため、クッション材の外径D
1
に対する収縮前の熱収縮チューブの内径D
2
の比D
2
/D
1
は、1.05以上とすることが好ましい。ただし、外径D
1
に対して内径D
2
を大きくしすぎると、熱収縮チューブを熱収縮させても、熱収縮チューブの内周部の全体がクッション材の外周部に密着しなくなるおそれがある。また、熱収縮後の熱収縮チューブにシワができるおそれもある。このため、クッション材の外径D
1
に対する収縮前の熱収縮チューブの内径D
2
の比D
2
/D
1
は、2以下とすることが好ましい。
【0009】
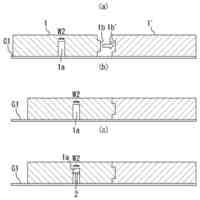
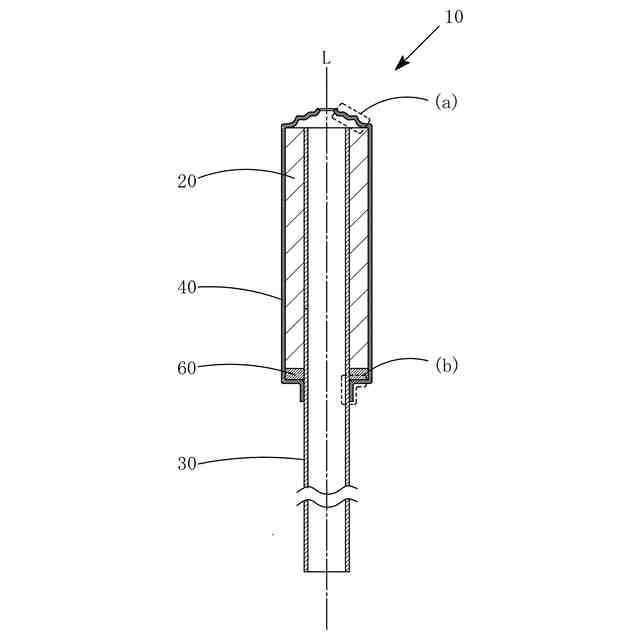
ところで、筒状の熱収縮チューブでクッション材の外周面を覆っただけでは、クッション材の上端部までを熱収縮チューブで覆うことができない。このため、雨水等がクッション材の上端部から染み込み、クッション材が劣化するおそれがある。この雨水等の染み込みは、クッション材の上端部をキャップで覆うことによって防ぐことができる。とはいえ、クッション材との間に隙間が形成されない状態でキャップを装着することは、必ずしも容易ではない。というのも、チューブ外挿工程を行う際には、クッション材の外周面全体を熱収縮チューブで確実に覆うことができるように、熱収縮チューブは、通常、クッション材より上側に突き出た範囲にも配される。このため、キャップを装着する際には、その上側に突き出た部分が邪魔になるからである。この不具合は、例えば、以下の構成を採用することによって解消することができる。
【0010】
すなわち、上記の不具合は、
チューブ収縮工程を行った後に、熱収縮チューブにおける、クッション材の上端部から上側に突き出た部分を切断するチューブ上側切断工程と、
キャップを、クッション材の上端部に装着するキャップ装着工程と
を行うことによって解消することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日進ゴム株式会社
ボラードの製造方法
26日前
日進ゴム株式会社
樹脂製パレット及びその製造方法並びにドラム缶の移送方法
7か月前
日進ゴム株式会社
弾性チップ及びその製造方法、被覆材並びに充填材入り人工芝
11日前
白出商事株式会社
標示看板
4日前
株式会社NIPPO
路面切削機
11日前
住友建機株式会社
道路機械
17日前
住友建機株式会社
道路機械
12日前
株式会社NIPPO
グルービング用レーキ
10日前
有限会社山桂ハウジング
転圧ローラ
24日前
日進ゴム株式会社
ボラードの製造方法
26日前
住友建機株式会社
道路機械及び管理システム
11日前
コスモシステム株式会社
防護柵用支柱および防護柵
25日前
個人
改良型点字ブロック或いは点字タイル或いは点字シート
16日前
テクノス株式会社
床版支持構造
1か月前
株式会社マキタ
背負式ブロワ
10日前
保線機器整備株式会社
砕石交換作業車および道床交換装置
13日前
株式会社プロテックエンジニアリング
防護柵
13日前
東京製綱株式会社
反射型遮音壁
12日前
住友建機株式会社
道路機械、道路機械の管理システム
17日前
オリエンタル白石株式会社
ズレ止め溶殖の後施工方法
13日前
セイコーエプソン株式会社
投射システム
10日前
清水建設株式会社
プレキャスト床版の接合構造
11日前
鹿島建設株式会社
接合構造および接合方法
1か月前
モリスアンドコー,カンパニー,リミテッド
境界石用止水板
26日前
株式会社NIPPO
養生材搬送装置
17日前
株式会社八木熊
フェンス付きバリケード
18日前
住友建機株式会社
道路機械及び道路機械のホッパ制御システム
19日前
オリエンタル白石株式会社
床版接続用吊り治具及び床版架設方法
17日前
ランデス株式会社
路面補修版と、これを用いた路面補修方法
10日前
高田機工株式会社
手延機及び手延機を用いた送出し工法
18日前
ニッタ株式会社
橋梁用伸縮装置及びフェースプレート
18日前
名古屋電機工業株式会社
制御システム
1か月前
青野スポーツ施設株式会社
グラウンドの土壌質改良工法
10日前
三井住友建設株式会社
コンクリート施工方法
24日前
青野スポーツ施設株式会社
グラウンドのリフォーム工法
25日前
株式会社大林組
人工芝構造及び人工芝構造における揚水方法
4日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ