TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025087013
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201358
出願日
2023-11-29
発明の名称
指向性エネルギー堆積法用の金属粉末及びその製造方法
出願人
国立大学法人 名古屋工業大学
代理人
主分類
B22F
1/16 20220101AFI20250603BHJP(鋳造;粉末冶金)
要約
【課題】高い強度・高い造形性が可能な、指向性エネルギー堆積法用複合金属粉末の製造方法と指向性エネルギー堆積法用複合金属粉末を提供すること。
【解決手段】
指向性エネルギー堆積法に供する金属粉末中に凝固の異質核サイトとなる微細粒子を添加し、指向性エネルギーにより形成した溶融池中の核生成サイト数が増加して造形組織が等軸晶化、微細化及び均質化する。同時に金属よりもレーザ吸収能の高いヘテロ凝固核粒子を金属表面に付着させた微小粒子により、レーザの乱反射の発生によってレーザ吸収能を高め、金属粉末のレーザによる溶融能を高めて、高強度と高造形性が同時に達成可能となる。加えて、金属粉末表面へ付着させる微小粒子により金属粉末の流動性を高め、安定した金属粉末供給を通して、高造形性と高強度が達成可能となる。異質核粒子は、母材金属よりも高い融点を有し、かつ、所定の式で表されるパラメータMが12×10
-3
以下である。
【選択図】図14
特許請求の範囲
【請求項1】
金属粉末の表面に少なくとも一種類以上の異質核粒子が付着し、その金属粉末が球形状であることを特徴とする複合金属粉末。
続きを表示(約 1,200 文字)
【請求項2】
前記金属粉末として、ガスアトマイズ法、ディスクアトマイズ法により製造した球形粒子であることを特徴とする請求項1に記載の複合金属粉末。
【請求項3】
前記球形粒子として、ガスアトマイズ法あるいはディスクアトマイズ法により製造したチタンおよびチタン合金、アルミニウムおよびアルミニウム合金,ステンレス鋼を含む鉄鋼材料,銅および銅合金、ニッケルおよびニッケル合金であることを特徴とする請求項2に記載の複合金属粉末。
【請求項4】
前記複合金属粉末として、指向性エネルギー堆積法による付加加工に利用することを特徴とする請求項3に記載の複合金属粉末。
【請求項5】
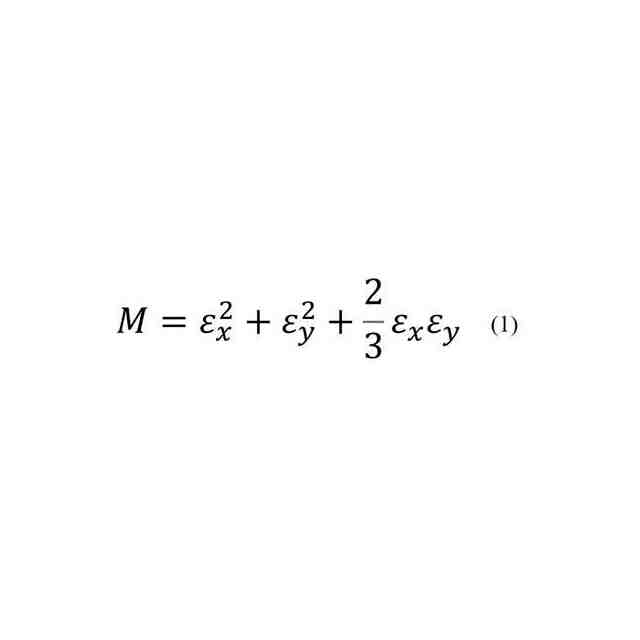
金属粉末の表面に少なくとも一種類以上の異質核粒子が付着し、その金属粉末がガスアトマイズ法、ディスクアトマイズ法により製造した球形粒子であることを特徴とする指向性エネルギー堆積法用の複合金属粉末であり、前記異質核粒子は、前記金属粉末よりも高い融点を有し、かつ、式(1)で表されるパラメータMが12×10
-3
以下である複合金属粉末。
JPEG
2025087013000010.jpg
13
58
(式中、ε
x
及びε
y
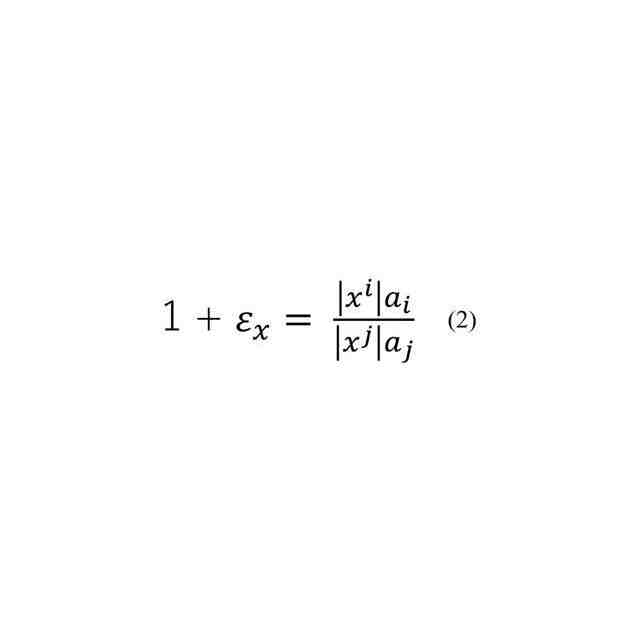
はそれぞれ異質核相の格子と凝固相の格子の各々で直交する主軸x及びyに沿った主軸ひずみであり、ε
x
及びε
y
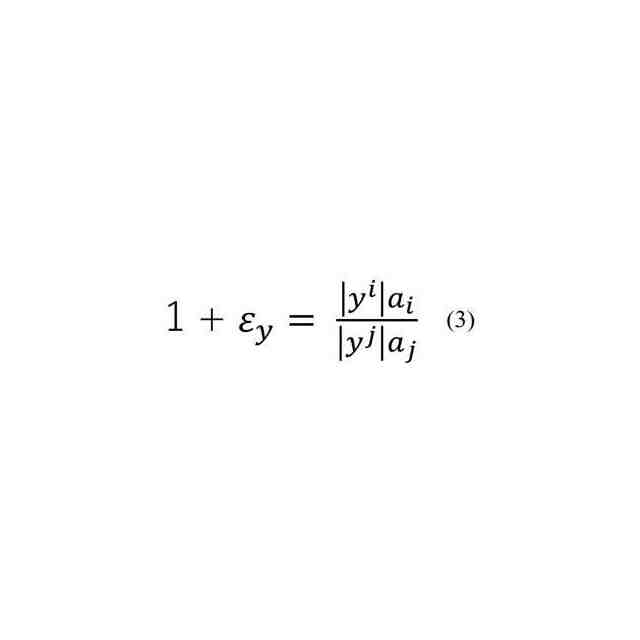
は以下の式(2)及び式(3)で算出される。)
JPEG
2025087013000011.jpg
12
49
JPEG
2025087013000012.jpg
12
49
(式中、x
i
、y
i
及びx
j
、y
j
はそれぞれ物質i及び物質jの主軸ひずみ方向であり、a
i
及びa
j
はそれぞれ物質i及び物質jの格子定数である。)
【請求項6】
前記異質核粒子は、TiC、TiB
2
、Al
3
Ti、第三元素Meを添加して結晶構造をL1
2
化した(Al
1-x
Me
x
)
3
Ti、SrОから選択される1種又は複数種の化合物粒子である複合金属粉末。
【請求項7】
前記異質核粒子は、TiC粒子である、請求項6に記載の複合金属粉末。
【請求項8】
請求項1~7のいずれか1項に記載の複合金属粉末の製造方法であって、金属粉末と異質核とを機械的混合により複合化することを特徴とする複合金属粉末の製造方法。
【請求項9】
前記機械的混合がターブラーシェーカーミキサーであることを特徴とする請求項8に記載の複合金属粉末の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高い強度・高い造形性が可能な指向性エネルギー堆積法用複合金属粉末及びそれらの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
機械加工・放電加工のような除去加工や、塑性加工・鋳造のような変形加工では製造できなかった複雑形状が作製可能な加工法として、3Dプリンティングとも呼ばれている金属付加加工(金属積層造形)が近年注目されており、基礎研究や実用化研究が盛んに行われている。付加加工は、材料押出法、液槽光重合法、シート積層法、結合剤噴射法、材料噴射法、粉末床溶融結合法、指向性エネルギー堆積法の7つの造形法に分類することができる。この中で、金属製品を直接造形できるのは粉末床溶融結合法と指向性エネルギー堆積法である。
【0003】
第1図はレーザビームを熱源とした粉末床溶融結合法の模式図である。現在、最も一般的な金属積層造形手法であり、レーザとしては出力が約400W~1kWのファイバーレーザが多く使われている。レーザビーム1をガルバノスキャナ2によって走査し、造形したい領域を溶融・凝固させる。
【0004】
一層の造形が終了した後、造形テーブル3を下降させ、粉末供給槽4を上昇させ、リコータ5によって粉末を供給する。造形に用いる金属粉末の粒子径は10~40μm程度であり、電子ビームを熱源とした粉末床溶融結合法に比べ微細な粉末を使用する。使用する金属粉末を小さくすると積層厚さが小さくでき、造形体の表面粗さを小さくすることが可能である。
【0005】
これに対して指向性エネルギー堆積法では、金属素材を供給しながら指向性エネルギーによる集中的な熱源を基材に照射し、基材に形成した微小な溶融池中に金属素材を直接溶融堆積させて、その凝固により金属を積層する。ここで、溶融池はメルトプールとも呼ばれ、溶接の際に熱源直下の基材側に形成される溶融金属の液体状の池を指し、金属付加加工でも造形時に基材に形成する微小な溶融領域をこの様に呼ぶ。溶融状態の溶解した基材と堆積させる金属素材から移行してきた溶滴が混合し、溶融金属を形成している。
【0006】
添加したい部分への金属粉末あるいはワイヤの繰り出しによって、造形用素材を供給する。同時に高エネルギービームを照射することで、下地素材と付加する金属素材の両方を溶融させ、素材を堆積させていく。これを、素材供給デバイスとビーム源を基材に対して相対的に移動させ、造形物形状に沿って堆積位置を連続的に移動させれば、三次元の造形体を得ることがでる。
【0007】
指向性エネルギー堆積法では、熱源と材料形態の組み合わせによって、幾つかの手法が存在する。熱源に用いられるものは主にレーザ、電子線およびアークの3種類であり、材料形態は粉末とワイヤが用いられる。熱源がレーザ、材料形態が粉末の場合の指向性エネルギー堆積法の模式図を第2図に示す。熱源レーザ6を基材7に照射し、基材中に溶融池(メルトプール)を形成する。金属粉末8が供給できる素材供給デバイス9により金属粉末を溶融池に噴射し、溶融金属を基材に堆積させる。これを、素材供給デバイスとビーム源を基材が設置された造形プラットホーム10に対して相対的に移動させ、三次元の部品を造形していく。この指向性エネルギー堆積法による積層造形では、必要な部分にだけ素材を供給すればよく、積層厚さが大きく、造形速度も速く、大型部材の造形に適している。
【0008】
粉末床溶融結合法や指向性エネルギー堆積法においては、金属を微小領域において溶融・凝固させることにより製品を得る。これらのプロセスでは、大きな温度勾配下で溶融・凝固が発生するため、エピタキシャル成長により造形方向に伸びた柱状晶が形成される。ここで、エピタキシャル成長とは、基材となる結晶の上に結晶成長が発生した際、下地の基材の結晶面にそろえて配列する成長の様式を指す。第3図に温度勾配下での凝固組織形成の模式図を示す。凝固相11が固相12と液相13中にエピタキシャル成長を生じた場合、固相の結晶方位を引き継いで結晶相が成長する。その結果、凝固進行方向に集合組織を有する伸長した柱状晶を示す。ここで集合組織とは、材料を構成する結晶粒が特定の方向に優先的に配列した状態を指す。さらに、金属付加加工では、各層を造形する際に高温に繰り返しさらされるので、固体結晶の成長が引き起こされる。その結果、金属付加加工により得られた造形体の組織の多くは、柱状晶と集合組織を呈する。これは構造部材として使用する場合には足かせとなる(特許文献1)。
【0009】
また、指向性エネルギーの熱源としてレーザを用いた場合、金属のレーザ吸収能も大きな問題となる。第4図に鋼14、鉄15、モリブデン16、銅17、金18、銀19、アルミニウム20のレーザ吸収能の波長依存性を示す(非特許文献1)。ここで、炭酸レーザ21およびファイバーレーザ・YAGレーザ22の波長を点線で示す。いずれの金属もレーザ吸収能は強い波長依存性を示し、波長の長いレーザではほとんどを反射してしまうことがわかる。したがって、レーザを照射して金属を溶融しようとしても、ほとんどが反射してしまい、溶融に供するエネルギーがわずかであるという問題がある。
【0010】
金属付加加工に用いる金属粉末には、造形物の精度や密度を高め、かつ安定的に造形するため、粉末の形状や内部の状態、流動性、均質性、低酸素性などの特性が求められる。金属付加加工に用いる金属粉末の製造は、主にガスアトマイズ法、遠心アトマイズ法(ディスクアトマイズ法)およびプラズマアトマイズ法が用いられているが、近年、安価な水アトマイズ法の利用や高品質のプラズマ回転電極法による金属粉末も開発されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
国立大学法人 名古屋工業大学
構造物および複合構造物
17日前
国立大学法人 名古屋工業大学
ワイヤ状金属材及びその製造方法
1か月前
株式会社SOKEN
物体検知装置
1か月前
株式会社レゾナック
組成物セット、硬化物、及び成形物
1か月前
国立大学法人 名古屋工業大学
ポリテトラフルオロエチレンおよびその誘導体の分解方法
1か月前
国立大学法人 名古屋工業大学
ワイヤー式指向性エネルギー堆積法用の金属素材及びその製造方法
8日前
株式会社レゾナック
硬化性組成物及びその硬化物、並びに成形物
1か月前
東亞合成株式会社
化合物及びその製造方法、固体電解質並びに蓄電デバイス
1か月前
大阪ガスケミカル株式会社
フルオレン骨格を有する環状オレフィン化合物、およびその重合体
1か月前
三井金属鉱業株式会社
フィッシャー・トロプシュ反応を触媒する触媒組成物及びその製造方法
2か月前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
日本製鉄株式会社
モールドパウダー
1か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
7か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
トヨタ自動車株式会社
突き折り棒
6か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
旭有機材株式会社
鋳型の製造方法
4か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
芝浦機械株式会社
溶解保持炉
17日前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ