TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086664
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200805
出願日
2023-11-28
発明の名称
通電焼結用型、通電焼結装置及び焼結体の製造方法
出願人
株式会社アカネ
,
UBE株式会社
代理人
個人
主分類
B22F
3/14 20060101AFI20250602BHJP(鋳造;粉末冶金)
要約
【課題】型の耐久性が向上し、平面視矩形状の焼結体を効率よく加圧することができるとともに、平面視矩形状の焼結体製造の生産性を向上させることのできる、通電焼結用型、通電焼結用型を用いた通電焼結装置及び通電焼結装置を用いた焼結体の製造方法を提供する。
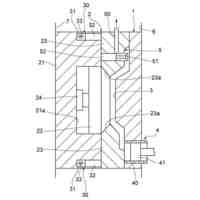
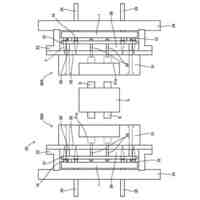
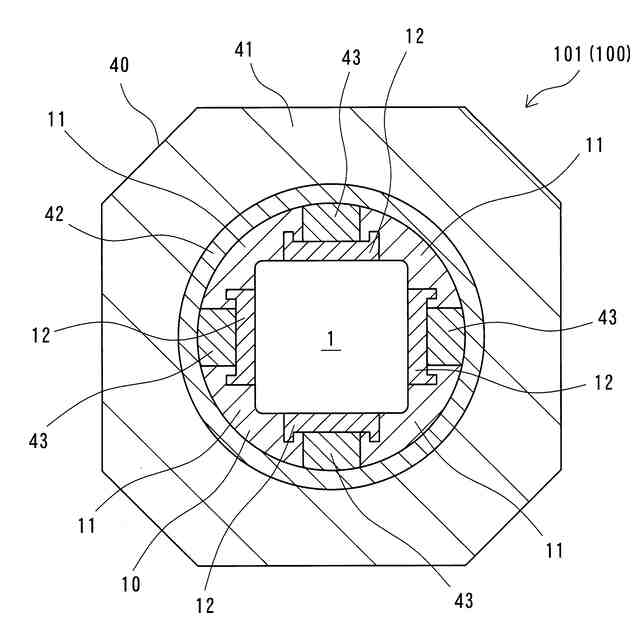
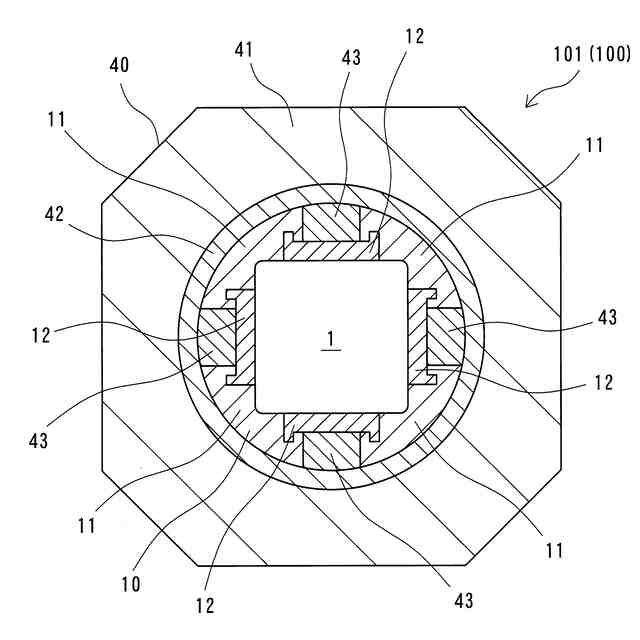
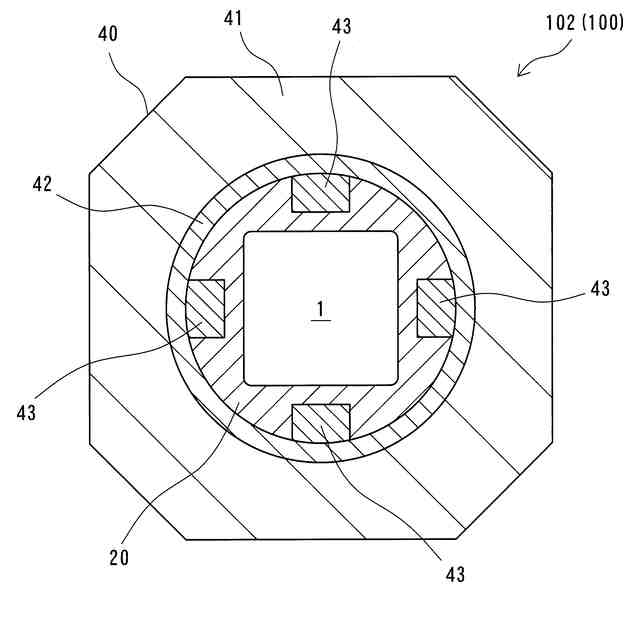
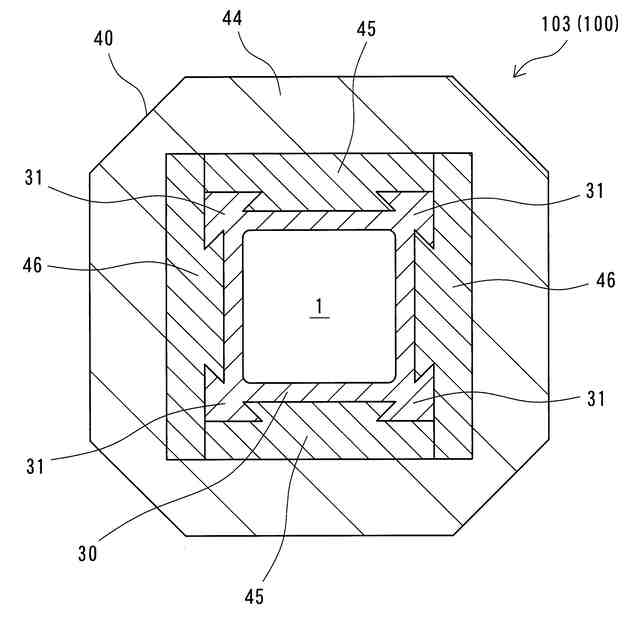
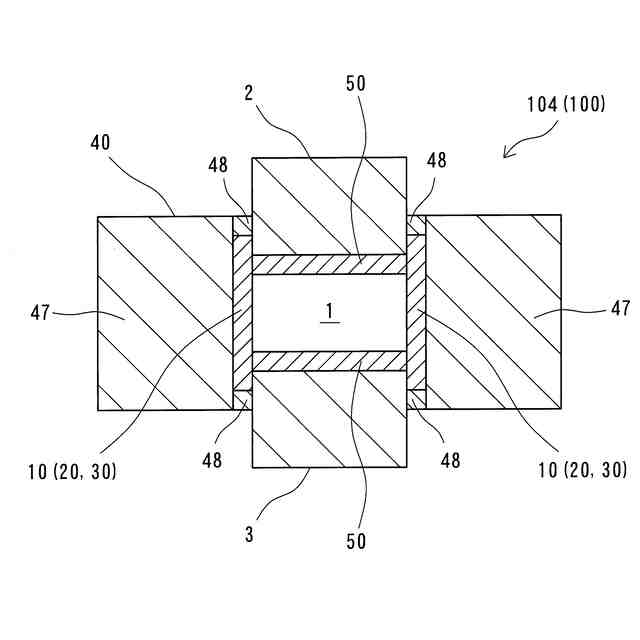
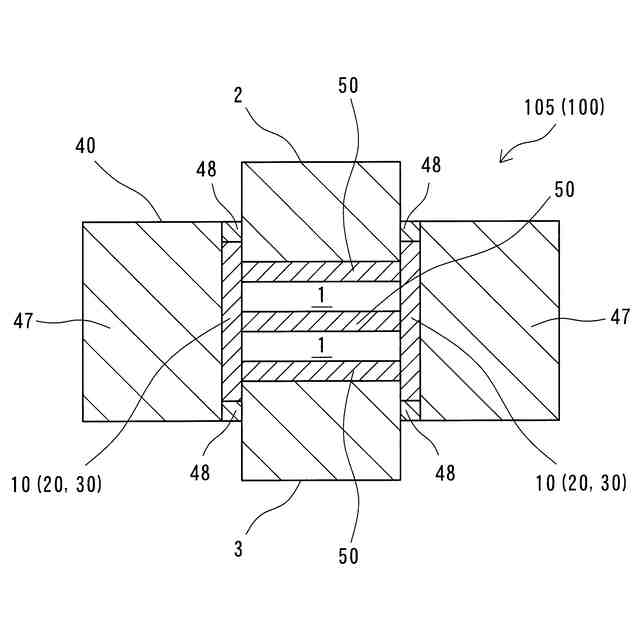
【解決手段】通電焼結装置に使用される平面視矩形状のキャビティ部1を有する通電焼結用型であって、キャビティ部1を囲むタングステン又は超硬合金からなる内型10と、内型10を囲む黒鉛からなる外型40とを有する。内型10のキャビティ部1のコーナーに対応する部分にアールが付けられていることが好ましい。キャビティ部1の上下を囲むタングステン又は超硬合金からなる上下型を有することが好ましい。
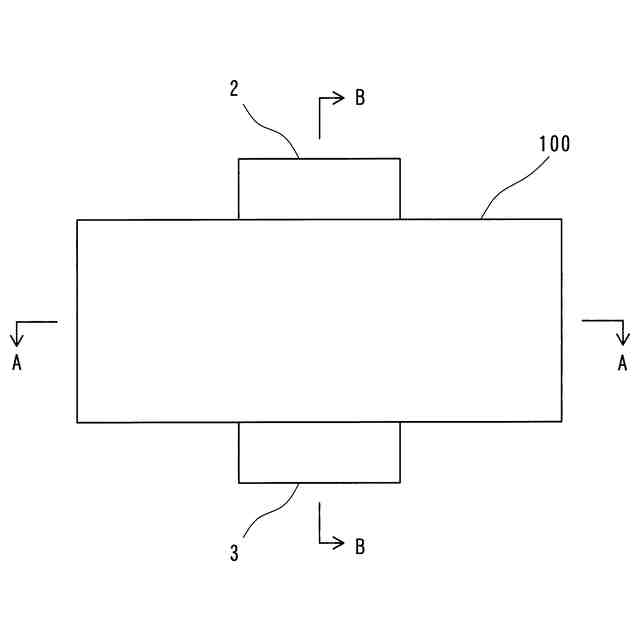
【選択図】図2
特許請求の範囲
【請求項1】
通電焼結装置に使用される平面視矩形状のキャビティ部を有する通電焼結用型であって、
前記キャビティ部を囲むタングステン又は超硬合金からなる内型と、前記内型を囲む黒鉛からなる外型とを有することを特徴とする通電焼結用型。
続きを表示(約 410 文字)
【請求項2】
前記内型が分割型であることを特徴とする請求項1に記載の通電焼結用型。
【請求項3】
前記内型が一体型であることを特徴とする請求項1に記載の通電焼結用型。
【請求項4】
前記内型の前記キャビティ部のコーナーに対応する部分にアールが付けられていることを特徴とする請求項1に記載の通電焼結用型。
【請求項5】
前記キャビティ部の上下を囲むタングステン又は超硬合金からなる上下型を有することを特徴とする請求項1に記載の通電焼結用型。
【請求項6】
前記上下型により前記キャビティ部が複数層に分割されていることを特徴とする請求項1に記載の通電焼結用型。
【請求項7】
請求項1~6のいずれか1項に記載の通電焼結用型を用いた通電焼結装置。
【請求項8】
請求項7に記載の通電焼結装置を用いた焼結体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粉体材料を加圧しながら通電焼結する通電焼結装置に使用される通電焼結用型、に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
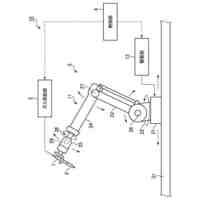
従来、粉体材料を加圧しながら通電して焼結する通電焼結装置として、加圧軸と通電軸を同じにして上下方向に通電する一軸通電焼結装置と、加圧軸と通電軸を分離して水平方向に通電する多軸通電焼結装置がある。一軸通電焼結装置は、加圧と通電に同じ軸を使用することから、焼結部分の径方向(水平方向)の温度分布が不均一となりやすい。その欠点を改良すべく、加圧軸と通電軸とを分離したものが多軸通電焼結装置である。
【0003】
粉体材料を入れる成形型の材料としては、黒鉛が使用されるのが一般的であるが、他の材料の使用や形状の工夫が行われている。例えば、特許文献1には、外周部を黒鉛によって形成し、内周部を耐熱鋼によって形成することにより、型の強度を確保して黒鉛を有効活用するようにした通電焼結用型に関する発明が記載されている。
【0004】
また、特許文献2には、型の形状と組み合わせにより、型や焼結体に割れ等の欠陥が生じることを防止するようにした放電プラズマ焼結用型に関する発明が記載されている。
【0005】
また、特許文献3には、金属材料からなる型により、精度及び形状自由度の高い焼結体を効率良く大量生産できるようにした通電焼結用型に関する発明が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開平9-53103号公報
特開平11-335707号公報
特開2014-234525号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
通電焼結装置により製造される焼結体の用途として、自動車部品のパワーデバイスの下に配置される放熱板がある。このような放熱板の形状は、一般的に平面視矩形状(以下、「矩形」には「正方形」も含む。)である。焼結体のロスを抑え、効率的に放熱板を製造するためには、通電用焼結型の粉体材料を入れる空間(キャビティ部)を平面視矩形状とすればよい。
【0008】
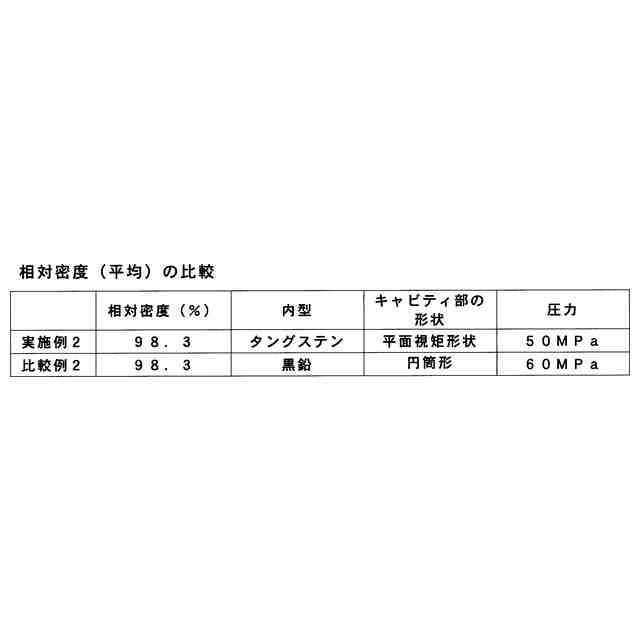
ここで、キャビティ部が平面視矩形状の場合、上下方向から加圧すると、それにより発生する応力は、平面視矩形状の型の4つの角に集中する。そのため、一般的な黒鉛型の場合、型自体が弱く、特に角が圧力に耐えられず、頻繁に割れてしまう。型が割れてしまうと、新たな型に取り換えなければならないため、放熱板の生産性が低下する。黒鉛型でも、キャビティ部を円筒形状にすれば、型の応力集中を防ぐことができ、割れを防止することができるが、得られる焼結体は円筒形状であるため、焼結体を平面視矩形状に加工する際に、除去した端材部分の焼結体が無駄になってしまい、放熱板の生産性が低下する。
【0009】
一方、型の割れを防止するために、キャビティ部を形成する型の材料として黒鉛よりも強度の高い材料を用いることが考えられる。
【0010】
強度の高い材料としては、オーステナイト系耐熱鋼やフェライト系耐熱鋼などの耐熱鋼が挙げられる。しかしながら、オーステナイト系耐熱鋼は、耐熱温度が高いが、熱膨張率が大きい。そのため、キャビティ部が変形して上下方向の加圧軸からの圧力を、平面視矩形状の焼結体に効率よく伝えることができず、サイクルタイムが短い通電焼結においては、急激な温度サイクルによる疲労により、型の強度低下の懸念がある。また、フェライト系耐熱鋼は、熱膨張率が小さく、温度サイクルによる疲労耐性に優れるが、耐熱温度が低いため、焼結できる粉体材料に制限がある。つまり、キャビティ部を形成する型の材料の強度が高いだけでは、焼結体製造の生産性を向上させることはできない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
8日前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
9日前
株式会社日本触媒
窒素被覆金属粒子の製造方法
17日前
トヨタ自動車株式会社
突き折り棒
2か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社豊田中央研究所
積層造形装置
1か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
日立Astemo株式会社
成形装置
3か月前
ポーライト株式会社
焼結部品の製造方法
17日前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
29日前
セイコーエプソン株式会社
製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
9日前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
9日前
artience株式会社
接合用ペースト、及び接合体
9日前
トヨタ自動車株式会社
金型
2か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
2か月前
花王株式会社
消臭剤組成物
2日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
3か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3か月前
日本製鉄株式会社
鋳片の連続鋳造方法
2か月前
新東工業株式会社
中子セット装置
18日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
福田金属箔粉工業株式会社
銅系粉末
22日前
個人
バーナーチップ及びその取付構造
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ