TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086312
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2024067531
出願日
2024-04-18
発明の名称
ネットワークジャック用圧着工具
出願人
寧波登騏網絡科技有限公司
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01R
43/042 20060101AFI20250530BHJP(基本的電気素子)
要約
【課題】本発明の圧着工具は、従来の圧着工具のカッターヘッドの交換が必要で不便であること、操作ジャックを切り替えるために回転することにより故障しやすく、切り替える連結座の強度が明らかに不足していること等の従来技術の欠点を克服することができる。
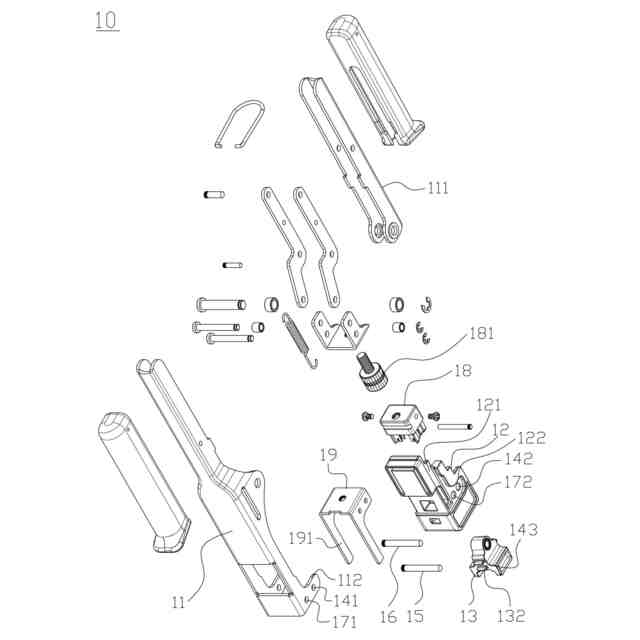
【解決手段】本発明は、圧着工具に関する。圧着工具は、工具本体と、前記工具本体に設けられたブレードホルダーと、前記工具本体に設けられ、180°ジャックを収容するためのジャック付勢部及び第一収容領域を有する支持ベースと、第二収容領域を有する切替ブロックであって、前記支持ベースに移動可能に接続され、前記支持ベースと協働して前記第一収容領域及び前記第二収容領域に90°ジャックを収容する前記切替ブロックとを含み、前記ブレードホルダーがワイヤを前記180°ジャックに圧着するために使用されるとき、前記ジャック付勢部が前記ブレードホルダーによって及ぼされる力に耐える。
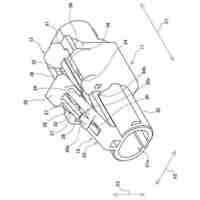
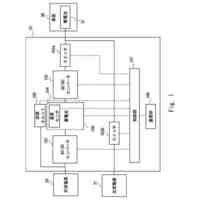
【選択図】図1
特許請求の範囲
【請求項1】
工具本体と、
前記工具本体に設けられたブレードホルダーと、
前記工具本体に設けられ、180°ジャックを収容するためのジャック付勢部及び第一収容領域を有する支持ベースと、
第二収容領域を有する切替ブロックであって、前記支持ベースに移動可能に接続され、前記支持ベースと協働して前記第一収容領域及び前記第二収容領域に90°ジャックを収容する前記切替ブロックと
を含み、
前記ブレードホルダーがワイヤを前記180°ジャックに圧着するために使用されるとき、前記ジャック付勢部が前記ブレードホルダーによって及ぼされる力に耐えることを特徴とする圧着工具。
続きを表示(約 1,500 文字)
【請求項2】
前記切替ブロックが前記第一収容領域の一部に位置するとき、前記90°ジャックは、前記切替ブロックの前記第一収容領域の残りの部分と前記第二収容領域とによって形成される空間内に収容され、前記ブレードホルダーは、前記ワイヤを前記90°ジャックに圧着することを特徴とする請求項1に記載の圧着工具。
【請求項3】
前記工具本体は、第一軸穴を有し、
前記支持ベースは、第二軸穴を有し、
前記切替ブロックは、前記第一軸穴と前記第二軸穴を貫通して前記ブレードホルダーによる力を受ける回転軸を有し、
前記切替ブロックは、前記回転軸を介して前記支持ベースと前記工具本体に回転可能に接続されることを特徴とする請求項1に記載の圧着工具。
【請求項4】
前記支持ベースは、二つの第二軸穴を有し、前記圧着工具は、前記二つの第二軸穴をそれぞれ貫通して前記支持ベースを前記工具本体に固定する第一ネジと、前記第一ネジとは反対側の第二のネジとを更に備えることを特徴とする請求項2に記載の圧着工具。
【請求項5】
前記切替ブロックは、前記回転軸によって第一位置と第二位置との間で変化し、
前記切替ブロックが前記第一位置にあるとき、前記第一収容領域及び前記第二収容領域は、前記ブレードホルダーによる圧着と切断操作のために前記90°ジャックを収容するように構成されることを特徴とする請求項3に記載の圧着工具。
【請求項6】
前記第一位置は、前記支持ベースの前記第一収容領域内にあり、
前記切替ブロックが前記第二位置に移動すると、前記第一収容領域内及び前記ジャック付勢部は、前記ブレードホルダーによる圧着と切断操作のために前記180°ジャックを受容及び保持するようにそれぞれ構成され、
前記切替ブロックが前記第二位置にあるとき、前記切替ブロックは前記支持ベースの前記第一収容領域内にないことを特徴とする請求項5に記載の圧着工具。
【請求項7】
前記支持ベースに一体的に形成されるブロック付勢部であって、前記切替ブロック、前記ジャック付勢部、前記ブロック付勢部及び前記ブレードホルダーが同一水平面上に位置する前記ブロック付勢部を更に備え、
前記ブレードホルダーを使用して前記ワイヤを90°ジャックに圧着する場合、前記切替ブロックと前記ブロック付勢部は前記ブレードホルダーによって加えられる力に耐えることを特徴とする請求項1に記載の圧着工具。
【請求項8】
前記工具本体は前記支持ベースと一体的に形成されていることを特徴とする請求項1に記載の圧着工具。
【請求項9】
工具本体と、
90°ジャック又は180°ジャックのいずれかでワイヤ圧着及び切断操作を実行するように、前記工具本体に設けられたワークピースと、
第一作業領域内に前記180°ジャックを収容するように前記工具本体に設けられた前記第一作業領域と、
第二作業領域内に前記90°ジャックを収容するように前記工具本体とともに前記第二作業領域を形成するワークピース保持器と
を備え、
前記ワークピースは、前記90°ジャックで作業するとき、前記ワークピース保持器は前記工具本体内に位置することを特徴とする圧着工具。
【請求項10】
前記第一作業領域は、前記ワークピース保持器とは独立して形成されており、
前記ワークピースが前記180°ジャックで作業するとき、前記ワークピース保持器の少なくとも一部は前記工具本体の外側に位置していることを特徴とする請求項9に記載の圧着工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ネットワークジャック用圧着工具に関し、特に、支持ベースと協働する切替ブロックを切り替えることにより、90°ジャックにも180°ジャックにも使用できる圧着工具に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
ネットワークコネクタ(ネットワークジャック、ネットワークモジュールなどとも呼ばれる)の場合、ジャックの主な設計は、90度(90°)と180度(180°)の二つである。ここでいう「度」とは、ネットワークケーブルをジャックに打ち込む角度のことである。90°打ち込みとは、ネットワークケーブルがジャックの上部に接続され、90度の角度を形成することを意味し、180°打ち込みとは、ネットワークケーブルがジャックの背面にまっすぐ接続されることを意味する。どちらの角度もさまざまな設置に適している。サーバールームに設置し、空白の打ち込みに複数のジャックがある場合は、180°ジャックの方が取り付けが早くて便利であるため、推奨される。ジャックが外部コンセントボックスに接続されている場合、通常90°ジャックを使用する方が便利である。従って、90°ジャックは、建物内での使用に適しており、180°ジャックはサーバールームと建物の両方で使用できる。コネクタに適用される高速圧着工具について、現在の圧着工具は、非常に高速でコネクタをワイヤに電気的に接続することができ、又、余分な芯線 (つまり、導線、ネットワークケーブルと音声ケーブルのそれぞれが8芯線と4芯線を有する)を除去することもでき、既存のコネクタや電線の仕様を変更する必要がない。ただし、90°と180°のネットワークジャックは異なるタイプであり、異なる切断ブレードプロセスや異なるサイズと形状のワイヤボンディングベース(つまり、IDCホルダー/ピアスタイプの端子ホルダー)に適しているため、ブレードホルダーは圧着工具の端子を二種類のジャックで共用することはできない。従って、工場から出荷する前に、ジャックのタイプに応じて、どの対応するカッターヘッドを圧着工具に取り付けるかを決定する必要がある。現在、二種類の通信コネクタの圧着と切断を二つの異なるカッターヘッドで行える圧着装置である通信コネクタ用2in1圧着装置が存在するが、作業現場でカッターヘッドを交換するのは非常に不便である。
【0003】
また、別の圧着ハンドツールもあり、さまざまな圧着ヘッド(圧着及び切断ピース、ブレードホルダー、カッターヘッドなども指す)を交換でき、二つの異なる収容領域を備えたジャック用の収容ホルダーを回転させて、90°と180°のジャックの操作を切り替えることができる。このツールの主な利点は、90°と180°ジャックに対応するために複数の収容領域を備えた単一の収容ホルダーを使用することである。しかし、異なるジャックに切り替える場合には、それに応じてブレードホルダーを交換する必要があり、不便である。更に、90°と180°ジャックに切り替えるために、収容ホルダーはツールの水平本体に垂直な下部の回転軸に沿って枢動される。圧着の時、ブレードホルダーは、ジャックに水平方向の圧着推力を与えるが、力の方向より下側の回転軸のみがジャック付勢対象となるため、回転軸とブレードホルダーが同一水平面上にない場合、推力により容易に転倒する恐れがある。
【0004】
現時点では、90°ジャックと180°ジャックが同じブレードホルダーを共有できる市販の圧着工具はない。ジャックのワイヤボンディングベースの外形寸法がわずかに異なると、カッターヘッドを再カスタマイズする必要があるためである。つまり、一つのジャックは一つのカッターヘッドにしか適合しない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、出願人は、従来の圧着工具のカッターヘッドの交換が必要で不便であること、操作ジャックを切り替えるために回転することにより故障しやすく、切り替える連結座の強度が明らかに不足していること等の欠点に鑑み、従来技術の欠点を克服するために、本発明を開発した。本発明の説明は以下のとおりである。
【課題を解決するための手段】
【0006】
本発明の主な目的は、従来技術の圧着工具のカッターヘッドの交換が必要で不便であること、操作ジャックを切り替えるために回転することにより故障しやすく、切り替える連結座の強度が明らかに不足している問題に改善し、新しい圧着工具を提供することにある。本発明の一つの目的は、圧着工具を提供することである。圧着工具は、工具本体と、前記工具本体に設けられたブレードホルダーと、前記工具本体に設けられ、180°ジャックを収容するためのジャック付勢部及び第一収容領域を有する支持ベースと、第二収容領域を有する切替ブロックであって、前記支持ベースに移動可能に接続され、前記支持ベースと協働して前記第一収容領域及び前記第二収容領域に90°ジャックを収容する前記切替ブロックとを含み、前記ブレードホルダーがワイヤを前記180°ジャックに圧着するために使用されるとき、前記ジャック付勢部が前記ブレードホルダーによって及ぼされる力に耐える。
【0007】
本発明の別の目的は、圧着工具を提供することである。圧着工具は、工具本体と、90°ジャック又は180°ジャックのいずれかでワイヤ圧着及び切断操作を実行するように、前記工具本体に設けられたワークピースと、第一作業領域内に前記180°ジャックを収容するように前記工具本体に設けられた前記第一作業領域と、第二作業領域内に前記90°ジャックを収容するように前記工具本体とともに前記第二作業領域を形成するワークピース保持器とを備え、前記ワークピースは、前記90°ジャックで作業するとき、前記ワークピース保持器は、前記工具本体内に位置する。
【0008】
本発明の別の目的は、圧着工具を提供することである。圧着工具は、工具本体と、90°ジャック又は180°ジャックのいずれかでワイヤ圧着及び切断操作を実行するように前記工具本体に設けられたワークピースであって、前記ワークピースが前記ワイヤ圧着及び切断操作を実行するとき、前記ワークピースは第一方向に移動する前記ワークピースと、第一作業領域内に前記180°ジャックを収容するように前記工具本体に設けられた前記第一作業領域と、ワークピース保持器と前記工具本体とを接続する回転軸を有する前記ワークピース保持器であって、前記工具本体とともに第二作業領域を形成し、前記第二作業領域内に前記90°ジャックを収容する前記ワークピース保持器とを備え、前記回転軸は、軸方向を有し、前記軸方向及び前記第一方向はいずれも水平方向に延びる。
【図面の簡単な説明】
【0009】
本発明の実施形態及び利点は、以下の詳細な説明及び添付の図面を検討すれば、当業者にはより容易に明らかになるであろう。
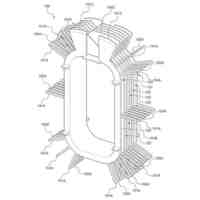
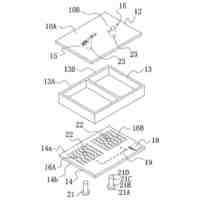
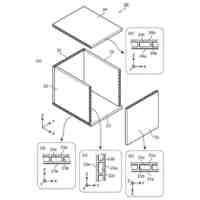
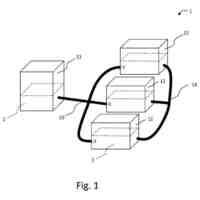
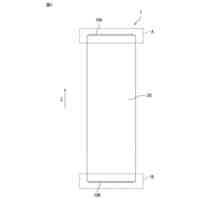
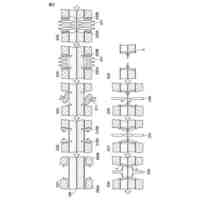
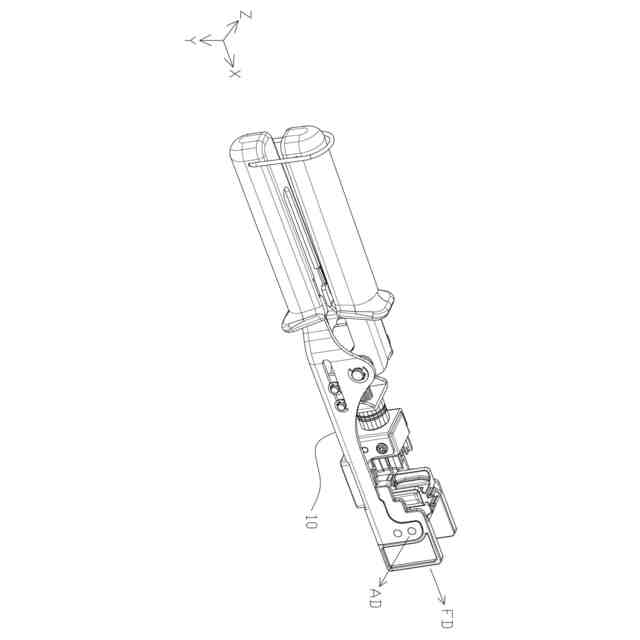
本発明のネットワークジャック用圧着工具の好ましい実施形態の立体分解概略図である。
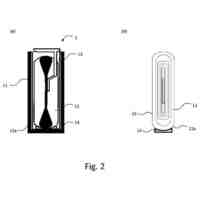
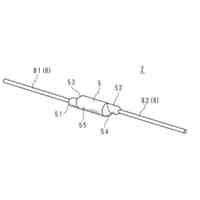
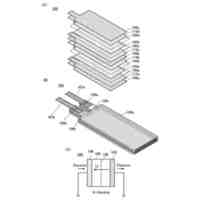
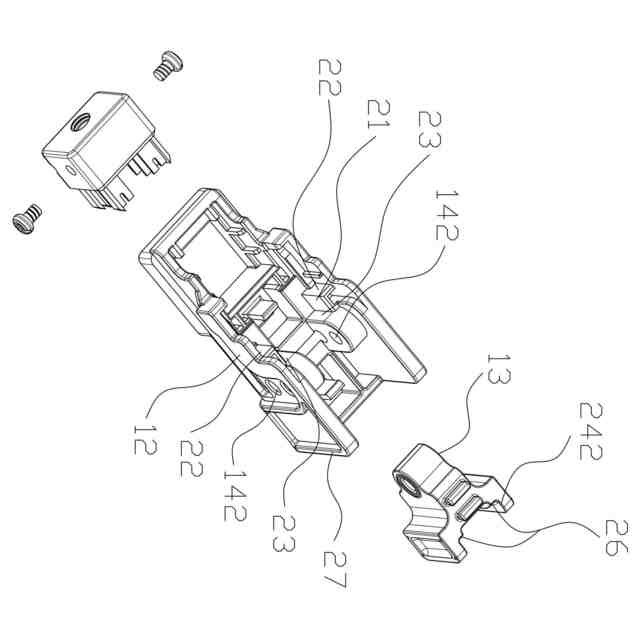
図1のブレードホルダー、支持ベース及び切替ブロックを示す立体模式図である。
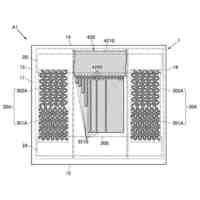
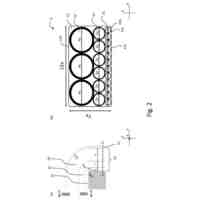
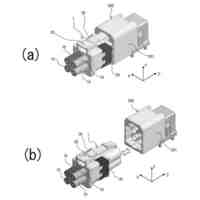
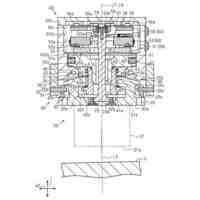
本発明の圧着工具に配置された90°ジャックを示す立体模式図である。
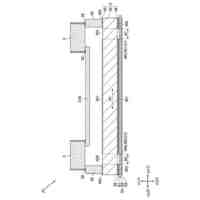
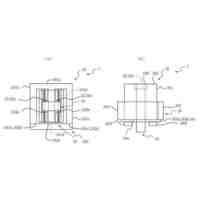
本発明の圧着工具に配置された180°ジャックを示す立体模式図である。
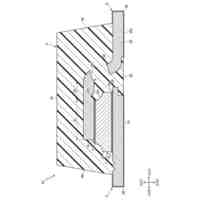
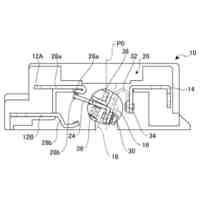
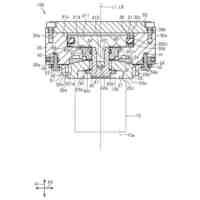
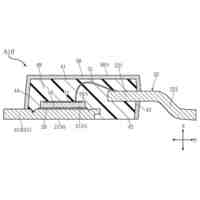
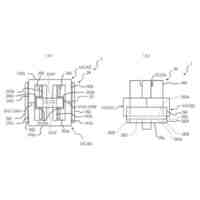
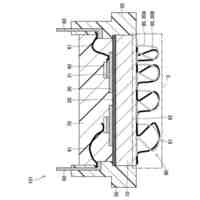
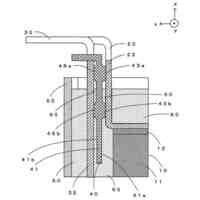
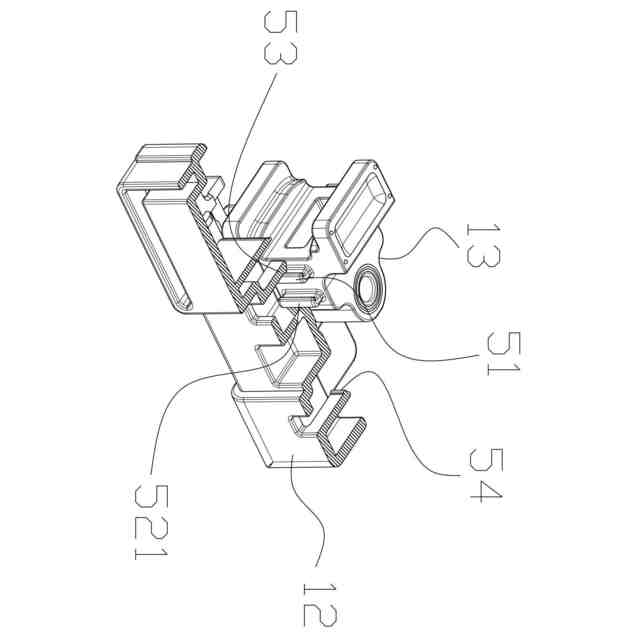
図1の支持ベースに配置された切替ブロックを示す立体断面模式図である。
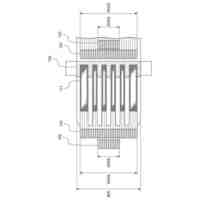
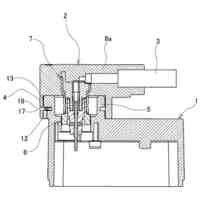
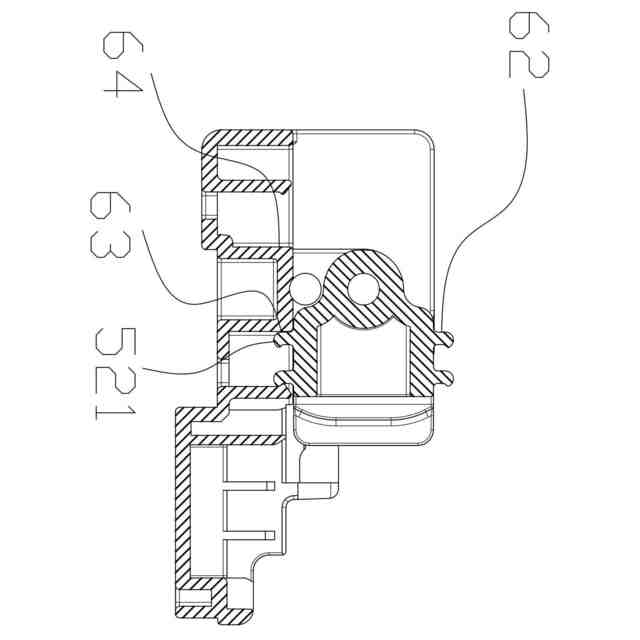
図1の支持ベースに固定された切替ブロックを示す断面模式図である。
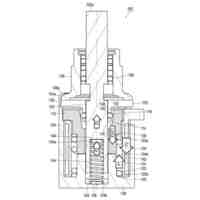
組み立て後の図1の圧着工具を示す立体模式図である。
【発明を実施するための形態】
【0010】
以下の詳細な説明を読むときは、本発明のすべての図を参照する。本発明のすべての図は、例を示すことによって本発明の異なる実施形態を示し、当業者が本発明を実施する方法を理解するのに役立つ。本実施例は、本発明の精神を実証するのに十分な実施形態を提供し、各実施形態は他の実施形態と矛盾せず、新しい実施形態は、それらの任意の組み合わせを通じて実施することができる。すなわち、本発明は、本明細書に開示された実施形態に限定されない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
27日前
株式会社電知
組電池の製造方法
6日前
株式会社東光高岳
変圧器
20日前
株式会社東光高岳
変圧器
20日前
ローム株式会社
半導体装置
今日
ローム株式会社
チップ部品
23日前
ローム株式会社
半導体装置
29日前
株式会社コロナ
タッチ式操作装置
9日前
株式会社GSユアサ
蓄電装置
6日前
太陽誘電株式会社
全固体電池
28日前
太陽誘電株式会社
コイル部品
今日
株式会社高田製作所
電源切替器
今日
トヨタ自動車株式会社
集合導線
29日前
トヨタ自動車株式会社
二次電池
28日前
CKD株式会社
倣い装置
16日前
トヨタ自動車株式会社
二次電池
12日前
株式会社村田製作所
電池
今日
トヨタ自動車株式会社
二次電池
1日前
株式会社ダイヘン
ヒューズ
9日前
株式会社不二越
ソレノイド
5日前
株式会社ダイヘン
搬送装置
12日前
ローム株式会社
半導体装置
14日前
株式会社不二越
ソレノイド
15日前
APB株式会社
二次電池セルの製造方法
27日前
矢崎総業株式会社
コネクタ
1日前
新電元工業株式会社
磁性部品
23日前
三菱電機株式会社
半導体装置
28日前
日本圧着端子製造株式会社
コネクタ
21日前
富士電機株式会社
半導体装置
16日前
トヨタ自動車株式会社
電池昇温装置
16日前
CKD株式会社
傾き調整装置
16日前
SMK株式会社
コネクタの取付構造
16日前
トヨタ自動車株式会社
充電システム
29日前
株式会社半導体エネルギー研究所
二次電池
6日前
ニチコン株式会社
コンデンサ
22日前
新電元工業株式会社
磁性部品
23日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ