TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085010
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2025036166,2021126912
出願日
2025-03-07,2021-08-02
発明の名称
ステンレス鋼の製造方法及びタービン翼の製造方法
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C21D
6/00 20060101AFI20250527BHJP(鉄冶金)
要約
【課題】水素脆化感受性が低く、かつ、強度が高いステンレス鋼を提供する。
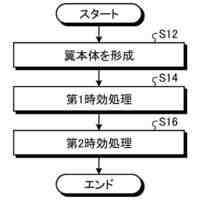
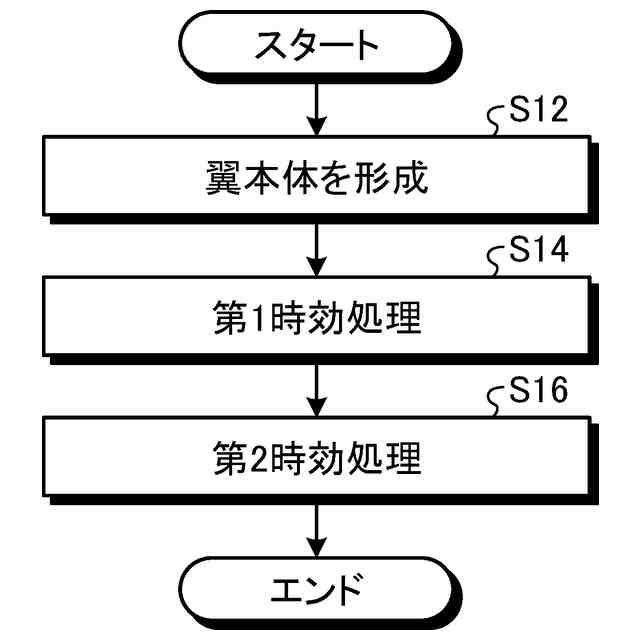
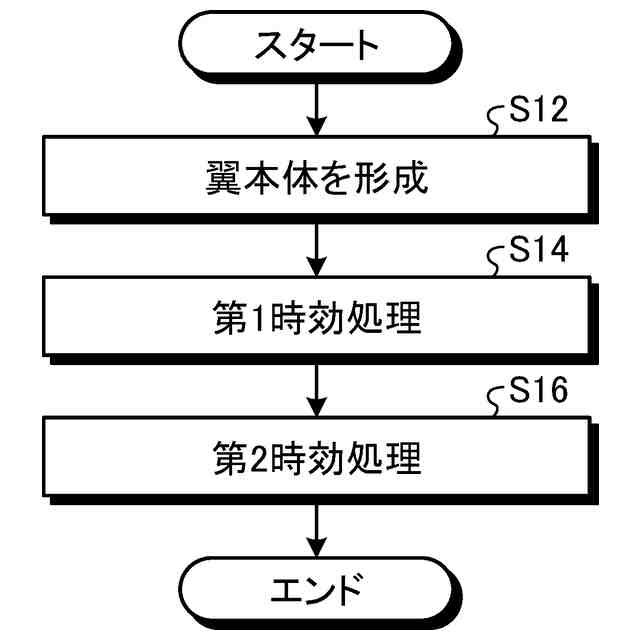
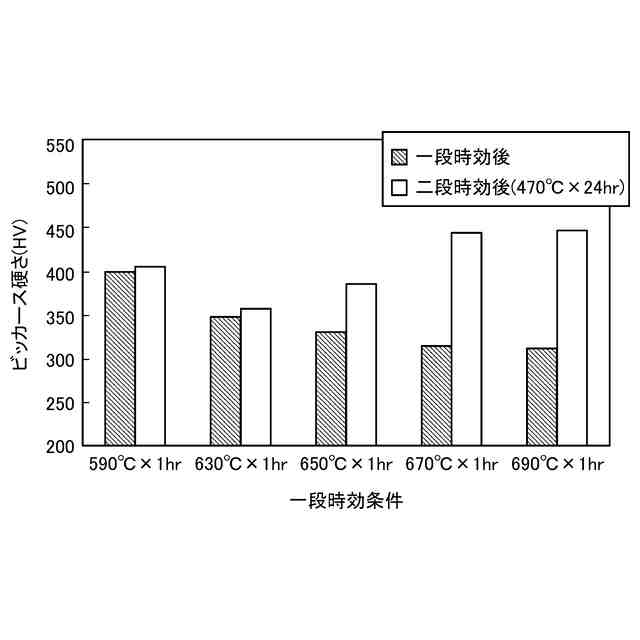
【解決手段】翼本体を形成するステップと、翼本体に第1時効処理を実行するステップと、前記第1時効処理を実行した前記翼本体に第2時効処理を実行するステップと、を含み、前記第1時効処理は、γ相生成領域に含まれ、析出生成領域に含まれない温度及び時間で実行し、前記第2時効処理は、γ相生成領域に含まれず、析出生成領域に含まれる温度及び時間で実行する。
【選択図】図1
特許請求の範囲
【請求項1】
マルテンサイト相の一部に(逆変態)オーステナイト相を形成する第1時効処理ステップと、
前記マルテンサイト相の一部に析出相を形成する第2時効処理ステップと、
を含み、
前記第1時効処理ステップは、マルテンサイト相に析出物が生じずかつオーステナイト相を形成できる温度及び時間で実施し、
前記第2時効処理ステップは、マルテンサイト相に析出物が生じかつオーステナイト相が形成されない温度及び時間で実施することを特徴とするステンレス鋼の製造方法。
続きを表示(約 570 文字)
【請求項2】
前記第1時効処理ステップは、オーステナイト相の全体に占める体積割合が10%以上となるよう実施し、
前記第2時効処理ステップは、析出相の大きさが0.5μm以下となるよう実施する請求項1に記載のステンレス鋼の製造方法。
【請求項3】
前記第2時効処理ステップは、前記第1時効処理ステップよりも100℃以上低い温度である請求項1または請求項2に記載のステンレス鋼の製造方法。
【請求項4】
前記第1時効処理ステップは、0.5時間以上4時間以下であり、
前記第2時効処理ステップは、5時間以上50時間以下である請求項1から請求項3のいずれか一項に記載のステンレス鋼の製造方法。
【請求項5】
前記第1時効処理ステップは、550℃以上850℃以下であり、
前記第2時効処理ステップは、400℃以上600℃以下である請求項1から請求項4のいずれか一項に記載のステンレス鋼の製造方法。
【請求項6】
母相であるマルテンサイト相が形成されたステンレス鋼から翼を形成するステップと、
前記翼の形状のステンレス鋼を、請求項1から請求項5のいずれか一項に記載のステンレス鋼の製造方法で処理するステップと、を含むことを特徴とするタービン翼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ステンレス鋼、これを用いるタービン翼及びステンレス鋼の製造方法に関するものである。
続きを表示(約 970 文字)
【背景技術】
【0002】
ステンレス鋼は、種々の用途で用いられる。例えば、特許文献1には、タービン翼に用いられるステンレス鋼が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2015-93991号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のステンレス鋼は、機械的強度と靭性と耐食性とが従来以上に高いレベルでバランスし且つ耐食性が優れた析出硬化型マルテンサイト系ステンレス鋼である。ここで、強度が高いステンレス鋼は、一般的に水素脆性感受性が高いため、蒸気タービン等の腐食環境下で使用することができない。軽量なチタン合金に替えることで、水素脆化感受性を低くすることができるが、素材コストが高くなり、材料が限られることになる。
【0005】
本開示は、上述した課題を解決するものであり、水素脆化感受性が低く、かつ、強度が高いステンレス鋼、これを用いるタービン翼及びステンレス鋼の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
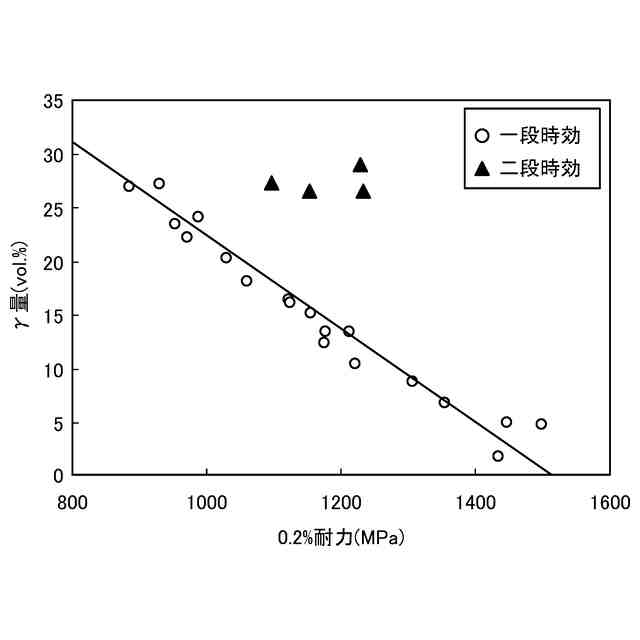
上記の目的を達成するための本開示は、ステンレス鋼であって、全体に対するオーステナイト相(γ相)の割合が10%以上であり、析出相の大きさが0.5μm以下である。
【0007】
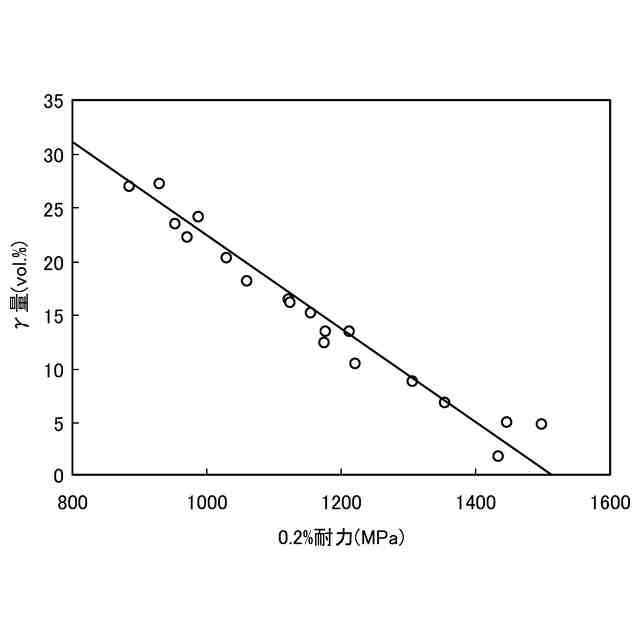
上記の目的を達成するための本開示は、ステンレス鋼であって、全体に対するオーステナイト相(γ相)の割合が10%以上であり、0.2%耐力が1000MPa以上である。
【0008】
また、本開示は、上記のいずれかに記載のステンレス鋼で形成された翼本体を備えるタービン翼である。
【0009】
また、本開示は、ステンレス鋼の製造方法であって、翼本体を形成するステップと、前記翼本体に第1時効処理を実行するステップと、前記第1時効処理を実行した前記翼本体に第2時効処理を実行するステップと、を含む。
【発明の効果】
【0010】
本開示によれば、水素脆化感受性を低くしつつ、強度を高くすることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
粒子回収設備
2日前
三菱重工業株式会社
発電モジュール
10日前
三菱重工業株式会社
軌道系交通システム
3日前
三菱重工業株式会社
映像表示システム、映像表示方法
2日前
三菱重工業株式会社
静翼、及びこれを備えるガスタービン
2日前
三菱重工業株式会社
パスボックス、及び細胞培養システム
3日前
三菱重工業株式会社
密封可能フラスコ、及びフラスコ密封方法
3日前
三菱重工業株式会社
情報処理方法、情報処理装置およびプログラム
6日前
三菱重工業株式会社
動力伝達装置、および、航走体エンジンシステム
9日前
三菱重工業株式会社
二酸化炭素回収システム及び二酸化炭素回収方法
6日前
三菱重工業株式会社
道具管理システム、道具管理方法、及びプログラム
7日前
三菱重工業株式会社
内部不正検知装置、内部不正検知方法、及びプログラム
2日前
三菱重工業株式会社
炉設備
9日前
三菱重工業株式会社
航空機の位置制御システム、航空機及び航空機の位置制御方法
10日前
三菱重工業株式会社
液化水素ポンプシステム、液化水素ポンプシステムの制御方法
2日前
三菱重工業株式会社
画像認識モデル評価装置、画像認識モデル評価方法、及びプログラム
3日前
三菱重工業株式会社
インサート支持体、静翼、この静翼を備えるガスタービン、静翼の製造方法
2日前
三菱重工業株式会社
ステンレス鋼の製造方法及びタービン翼の製造方法
2日前
新和環境株式会社
炉システム
2か月前
新和環境株式会社
炉システム
2か月前
日本製鉄株式会社
転炉精錬方法
2か月前
株式会社戸畑製作所
高炉用羽口
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
株式会社伊原工業
還元鉄の製造方法
2か月前
日本製鉄株式会社
スラグの排出方法
3か月前
富士電子工業株式会社
焼き入れ装置
3か月前
個人
製鋼用副資材及びその製造方法
3か月前
中外炉工業株式会社
連続式熱処理炉
23日前
株式会社デンケン
高温炉
2か月前
日本製鉄株式会社
脱りん方法
14日前
東京窯業株式会社
溶鋼処理用の浸漬管
2か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
16日前
日本製鉄株式会社
脱炭精錬方法
3か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ