TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025084367
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198217
出願日
2023-11-22
発明の名称
蓄電モジュール製造方法
出願人
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
,
個人
主分類
H01M
10/04 20060101AFI20250527BHJP(基本的電気素子)
要約
【課題】不良品の発生を抑制可能な蓄電モジュール製造方法を提供する。
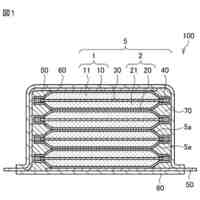
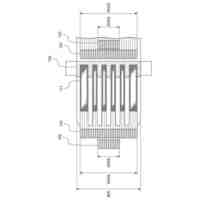
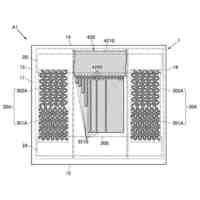
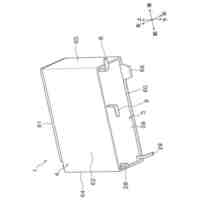
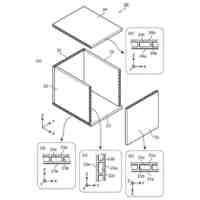
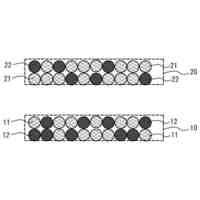
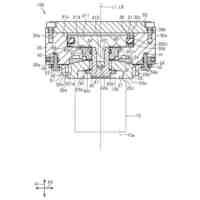
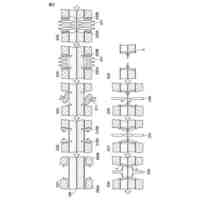
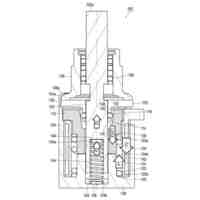
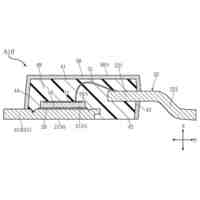
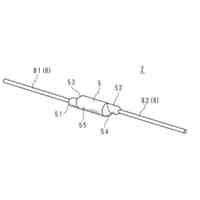
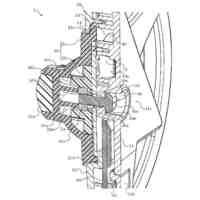
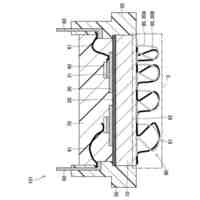
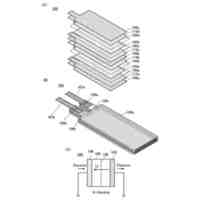
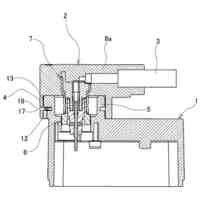
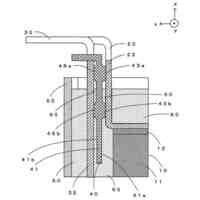
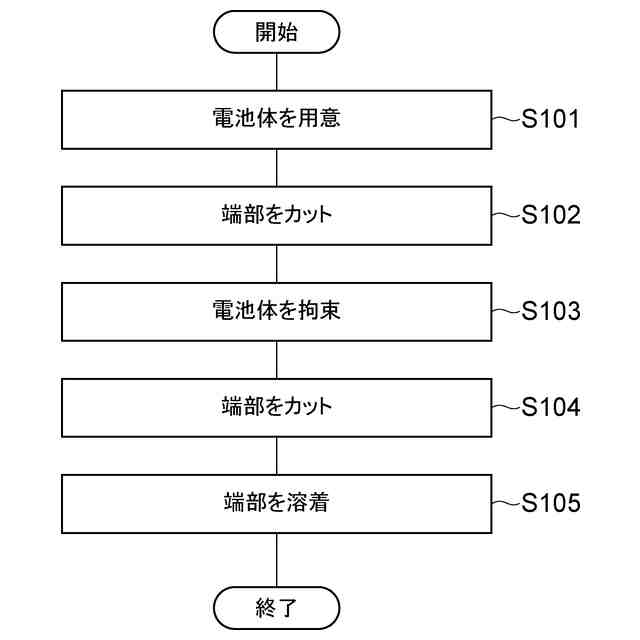
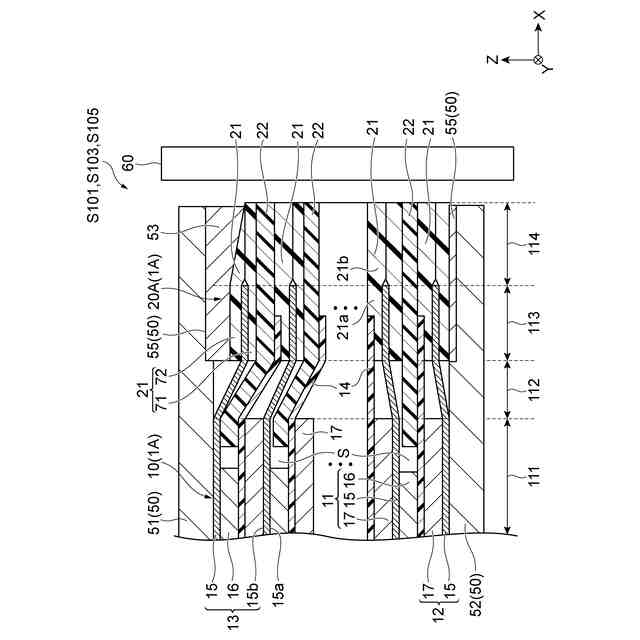
【解決手段】蓄電モジュール製造方法は、電池体1Aを用意する工程S101と、拘束ジグ50を用いて電池体1Aを拘束する工程S103と、電池体1Aの複数のシール材21を互いに溶着して一体化する工程S105と、を備える。複数のシール材は、電池体1Aの電極の周縁部15cに重複する内側部分21aと、周縁部15cよりも外側に位置する外側部分21bと、により構成されている。拘束ジグ50は、一対の拘束板51,52と、拘束板51,52より弾力性のある樹脂部材55と、を含む。工程S103では、一方の拘束板51と最外部のシール材21との間に介在するように樹脂部材55を配置する。工程S105では、拘束ジグ50によって電池体1Aを拘束した状態において、ヒータ60により複数のシール材21の外側部分21bの端部を加熱して互いに溶着する。
【選択図】図5
特許請求の範囲
【請求項1】
第1方向からみて電極を取り囲むように封止体が設けられた蓄電モジュールの製造方法であって、
前記第1方向に沿って積層された複数の前記電極のそれぞれに対して、当該電極の周縁部に重複する内側部分と前記周縁部よりも外側に位置する外側部分とからなるシール材を設けた電池体を用意する第1工程と、
前記第1工程の後に、拘束ジグを用いて前記第1方向に沿って前記電池体を拘束する第2工程と、
前記第2工程の後に、複数の前記シール材の前記外側部分を互いに溶着して一体化することで前記封止体を形成する第3工程と、
を備え、
前記拘束ジグは、一対の拘束板と、前記拘束板より弾力性のある樹脂部材と、を含み、
前記第2工程では、前記第1方向に沿って前記電池体を挟むように一対の前記拘束板を配置すると共に、一対の前記拘束板のうちの一方の前記拘束板と前記第1方向の最外部の前記シール材との間に介在するように、且つ、前記第1方向に沿って前記外側部分に重複するように前記樹脂部材を配置し、
前記第3工程では、前記拘束ジグによって前記電池体を拘束した状態において、前記外側部分から離隔しつつ前記外側部分に対向するようにヒータを配置し、前記ヒータにより複数の前記シール材の前記外側部分の端部を加熱して互いに溶着することで、前記封止体を形成する、
蓄電モジュール製造方法。
続きを表示(約 670 文字)
【請求項2】
前記樹脂部材は、弾性部材を含み、
前記第2工程では、前記第1方向からみて前記弾性部材が前記外側部分に重複するように前記樹脂部材を配置することで、前記弾性部材により前記外側部分を押圧する、
請求項1に記載の蓄電モジュール製造方法。
【請求項3】
前記樹脂部材は、平板状の第1耐熱部材を含み、
前記第1耐熱部材は、前記一方の拘束板と前記弾性部材との間に配置される、
請求項2に記載の蓄電モジュール製造方法。
【請求項4】
前記樹脂部材は、平板状の第2耐熱部材を含み、
前記第2工程では、前記第1耐熱部材及び前記弾性部材と共に前記第1方向に沿って前記電池体を挟むように、且つ、前記第1方向に沿って前記シール材に重複するように前記第2耐熱部材を配置する、
請求項3に記載の蓄電モジュール製造方法。
【請求項5】
前記第3工程では、長尺状の複数の前記ヒータを、当該ヒータの長手方向が前記第1方向に沿うように、且つ、前記外側部分の端部に沿って並ぶように配置する、
請求項1~4のいずれか一項に記載の蓄電モジュール製造方法。
【請求項6】
前記外側部分は、前記第1方向からみて4つの端部を有する矩形枠状であり、
前記第3工程では、前記外側部分の1つの角部を共有する2つの前記端部に沿って並ぶように複数の前記ヒータを配置し、当該2つの端部を一括して加熱する、
請求項5に記載の蓄電モジュール製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電モジュール製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1には、ゲル電解質バイポーラ電池の製造方法が記載されている。この製造方法は、負極層及び正極層が設けられた集電体を含むバイポーラ電極を必要数だけ積層する工程と、集電体間の絶縁をかねるシールの一部を除いて施す工程と、おのおのセル内に電解液を含む溶液を注入する工程と、残りのシール部分をシールする工程と、を備えている。
【先行技術文献】
【特許文献】
【0003】
特開2005-129456号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
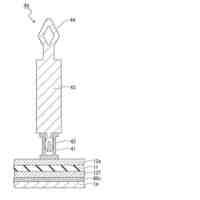
ところで、上記特許文献1に記載されたバイポーラ電極において、集電体の周縁部に重複するようにシール用の樹脂枠を設ける場合がある。このとき、集電体の縁部よりも外側に張り出す張出部分を含む樹脂枠を用いる場合、積層方向に隣り合う張出部分の間には、集電体の厚さ分の隙間が生じている。したがって、例えば非接触のヒータを用いて当該張出部分同士を溶着した場合、溶着部の内部に、集電体の厚さ分の隙間の一部が大きなボイドとして残存し、封止性の低下した不良品が生じるおそれがある。換言すれば、非接触のヒータを用いて当該張出部分同士を溶着する際に、溶着部の内部に残存するボイドを低減することで、不良品が発生することを抑制することが望ましい。
【0005】
そこで、本開示は、不良品の発生を抑制可能な蓄電モジュール製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
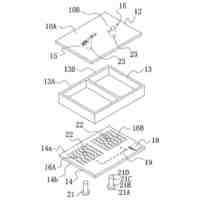
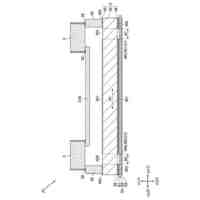
本開示に係る蓄電モジュール製造方法は、第1方向からみて電極を取り囲むように封止体が設けられた蓄電モジュールの製造方法であって、第1方向に沿って積層された複数の電極のそれぞれに対して、当該電極の周縁部に重複する内側部分と周縁部よりも外側に位置する外側部分とからなるシール材を設けた電池体を用意する第1工程と、第1工程の後に、拘束ジグを用いて第1方向に沿って電池体を拘束する第2工程と、第2工程の後に、複数のシール材の外側部分を互いに溶着して一体化することで封止体を形成する第3工程と、を備え、拘束ジグは、一対の拘束板と、拘束板より弾力性のある樹脂部材と、を含み、第2工程では、第1方向に沿って電池体を挟むように一対の拘束板を配置すると共に、一対の拘束板のうちの一方の拘束板と第1方向の最外部のシール材との間に介在するように、且つ、第1方向に沿って外側部分に重複するように樹脂部材を配置し、第3工程では、拘束ジグによって電池体を拘束した状態において、外側部分から離隔しつつ外側部分に対向するようにヒータを配置し、ヒータにより複数のシール材の外側部分の端部を加熱して互いに溶着することで、封止体を形成する。
【0007】
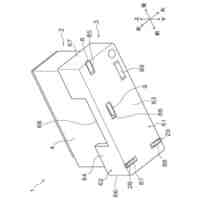
この製造方法では、まず、電池体を用意する。電池体は、第1方向に沿って積層された複数の電極と、複数の電極のそれぞれに設けられた複数のシール材と、を有している。複数のシール材のそれぞれは、電極の周縁部に重複する内側部分と、電極の周縁部よりも外側に位置する外側部分と、を含む。したがって、電池体においては、積層方向に隣り合うシール材の外側部分の間には、電極(例えば電極のうちの集電体)の厚さ分の隙間が生じている。これに対して、この製造方法では、続く工程において、拘束ジグを用いて電池体を拘束する。このとき、拘束ジグの一対の拘束板を、電池体を挟むように配置すると共に、拘束ジグにおける拘束板よりも弾力性のある樹脂部材を、拘束板と最外部のシール材との間に介在させる。これにより、シール材の積層部に対して、積層方向に拘束力を付加し、隣り合うシール材の間の隙間を低減することができる。そして、その状態において、複数のシール材の外側部分を、非接触のヒータを用いて互いに溶着する。これにより、シール材同士の溶着部の内部に残存するボイドを低減することができ、不良品の発生が抑制される。
【0008】
本開示に係る蓄電モジュール製造方法においては、樹脂部材は、弾性部材を含み、第2工程では、第1方向からみて弾性部材が外側部分に重複するように樹脂部材を配置することで、弾性部材により外側部分を押圧してもよい。
【0009】
本開示に係る蓄電モジュール製造方法においては、樹脂部材は、平板状の第1耐熱部材を含み、第1耐熱部材は、一方の拘束板と弾性部材との間に配置されてもよい。
【0010】
本開示に係る蓄電モジュール製造方法においては、樹脂部材は、平板状の第2耐熱部材を含み、第2工程では、第1耐熱部材及び弾性部材と共に第1方向に沿って電池体を挟むように、且つ、第1方向に沿ってシール材に重複するように第2耐熱部材を配置してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
甲神電機株式会社
変流器
27日前
APB株式会社
二次電池
21日前
株式会社東光高岳
変圧器
14日前
株式会社電知
組電池の製造方法
今日
株式会社東光高岳
変圧器
14日前
ローム株式会社
チップ部品
17日前
株式会社コロナ
タッチ式操作装置
3日前
ローム株式会社
半導体装置
23日前
オムロン株式会社
電磁継電器
1か月前
オムロン株式会社
電磁継電器
1か月前
株式会社GSユアサ
蓄電装置
今日
株式会社GSユアサ
蓄電装置
1か月前
太陽誘電株式会社
全固体電池
22日前
トヨタ自動車株式会社
二次電池
22日前
CKD株式会社
倣い装置
10日前
トヨタ自動車株式会社
集合導線
23日前
トヨタ自動車株式会社
二次電池
6日前
日本特殊陶業株式会社
保持装置
1か月前
APB株式会社
二次電池セルの製造方法
21日前
株式会社不二越
ソレノイド
9日前
株式会社ダイヘン
搬送装置
6日前
ローム株式会社
半導体装置
8日前
株式会社ダイヘン
ヒューズ
3日前
株式会社プロテリアル
シート状磁性部材
28日前
株式会社バンダイ
電池収容構造及び玩具
1か月前
新電元工業株式会社
磁性部品
17日前
新電元工業株式会社
磁性部品
17日前
三菱電機株式会社
半導体装置
22日前
株式会社半導体エネルギー研究所
二次電池
今日
富士電機株式会社
半導体装置
10日前
SMK株式会社
コネクタの取付構造
10日前
ニチコン株式会社
コンデンサ
16日前
日本圧着端子製造株式会社
コネクタ
15日前
トヨタ自動車株式会社
電池昇温装置
10日前
CKD株式会社
傾き調整装置
10日前
株式会社AESCジャパン
二次電池
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ