TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076994
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2024152036
出願日
2024-09-04
発明の名称
接合体の製造方法、接合体、およびヒートシンク
出願人
株式会社リコー
代理人
弁理士法人ITOH
主分類
B22F
7/08 20060101AFI20250509BHJP(鋳造;粉末冶金)
要約
【課題】接合品質が良好な接合体を提供することである。
【解決手段】接合体の製造方法は、焼結体と物体とを直接接触させ、加熱処理して接合体を得る接合工程を有し、前記焼結体は合金を含む。
【選択図】図1
特許請求の範囲
【請求項1】
焼結体と物体とを直接接触させ、加熱処理して接合体を得る接合工程を有し、
前記焼結体は合金を含むことを特徴とする、接合体の製造方法。
続きを表示(約 730 文字)
【請求項2】
前記加熱処理は、前記焼結体に液相が生じる温度域で前記焼結体を加熱する処理である、請求項1に記載の接合体の製造方法。
【請求項3】
前記接合工程の前に、前記焼結体と前記物体の少なくとも一方の接合面を平滑化する平滑化工程を含む、請求項1に記載の接合体の製造方法。
【請求項4】
前記接合工程の前または前記接合工程中に、前記焼結体と前記物体とが接合する方向に加圧する加圧工程を含む、請求項1に記載の接合体の製造方法。
【請求項5】
前記接合工程の前に、少なくとも1種の金属元素を含有する2種以上の元素を含む前駆体を焼結する焼結工程を有し、
前記前駆体は、積層造形法により造形された造形物である、請求項1に記載の接合体の製造方法。
【請求項6】
前記積層造形法がバインダージェッティング法である、請求項5に記載の接合体の製造方法。
【請求項7】
前記合金が、アルミニウム合金である、請求項1に記載の接合体の製造方法。
【請求項8】
前記接合工程は、前記焼結体中に5質量%以上50質量%以下の液相が生じる温度域で加熱する、請求項2に記載の接合体の製造方法。
【請求項9】
前記焼結体は、共晶部と、前記共晶部で囲まれた結晶粒を備え、
前記結晶粒は、アルミニウム元素を有し、
前記共晶部は、アルミニウム元素とケイ素元素を有する、請求項7に記載の接合体の製造方法。
【請求項10】
前記物体の融点は、前記焼結体の融点以上である、請求項1に記載の接合体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合体の製造方法、接合体、およびヒートシンクに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
金属を含む部材の接合方法には、従来から、ロウ付け、摩擦撹拌接合、レーザ溶接、拡散接合等の種々の方法が用いられている。例えば、特許文献1には、アルミニウム材の圧延板を接合した接合体の製造方法が開示されている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の課題は、接合品質が良好な接合体を提供することである。
【課題を解決するための手段】
【0004】
上述した課題を解決するために、本発明の一態様に係る接合体の製造方法は、焼結体と物体とを直接接触させ、加熱処理して接合体を得る接合工程を有し、前記焼結体は合金を含む。
【発明の効果】
【0005】
本発明の一態様によれば、接合品質が良好な接合体を提供することができる。
【図面の簡単な説明】
【0006】
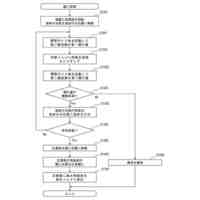
本発明の第1実施形態に係る接合体の製造方法を示すフローチャートである。
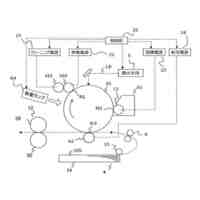
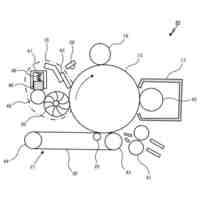
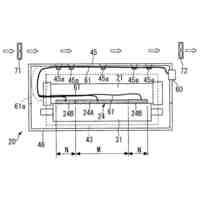
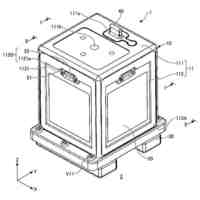
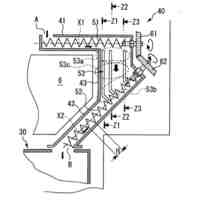
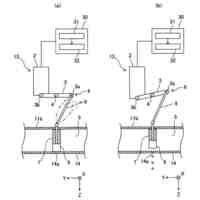
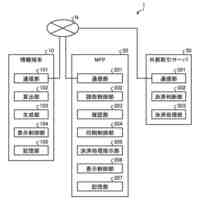
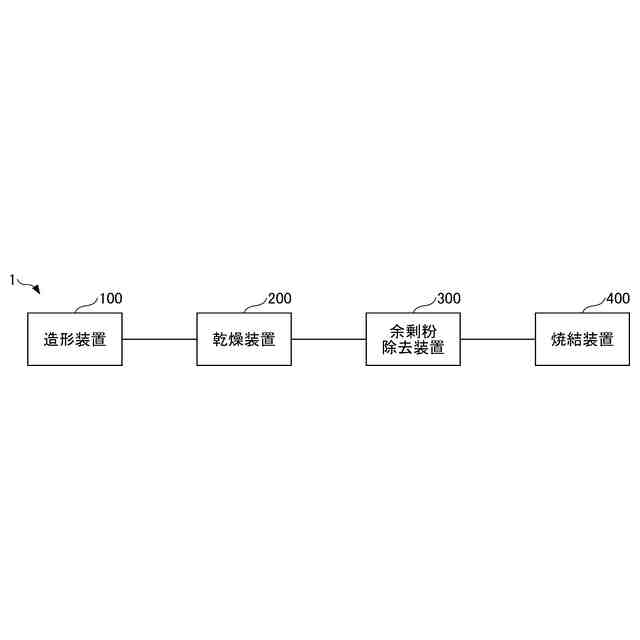
本発明の一実施形態に係る接合体の製造方法に用いられる焼結体を作製する造形システムの概略図である。
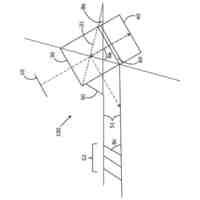
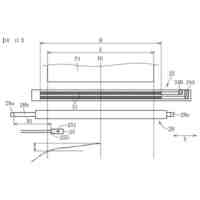
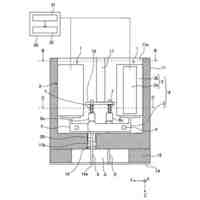
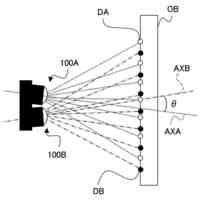
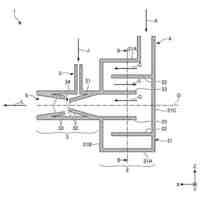
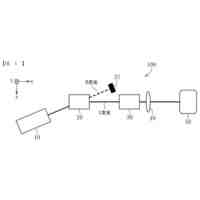
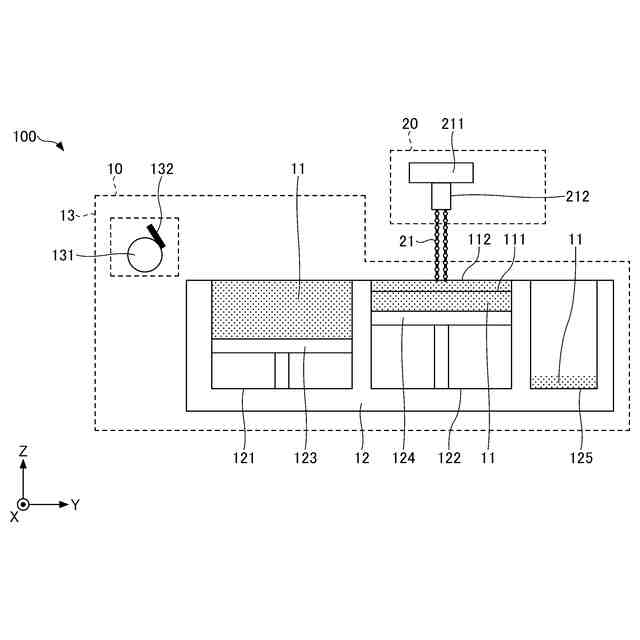
本発明の一実施形態に係る接合体の製造方法に用いられる前駆体を作製する造形装置の概略図である。
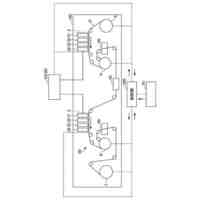
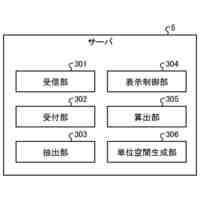
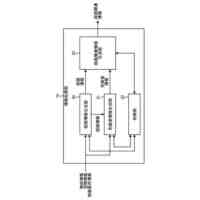
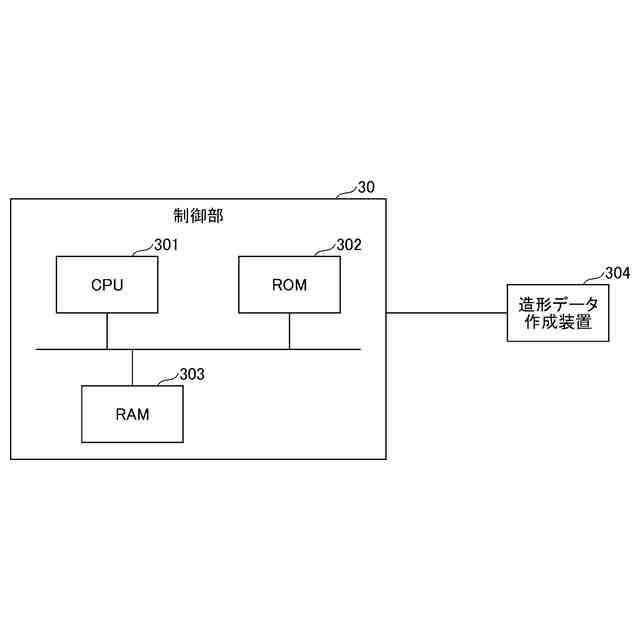
本発明の一実施形態に係る接合体の製造方法に用いられる前駆体を作製する造形装置の制御部の概略図である。
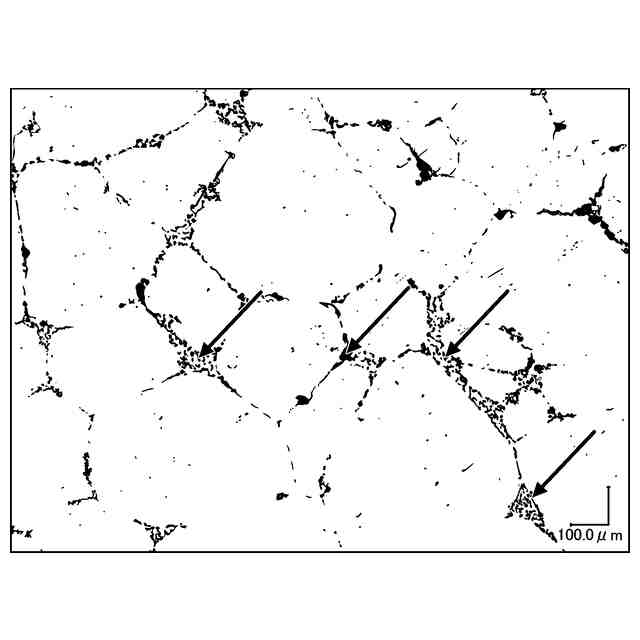
本発明の第1実施形態に係る接合体の製造方法に用いられる焼結体の断面を示す光学顕微鏡写真の模式図である。
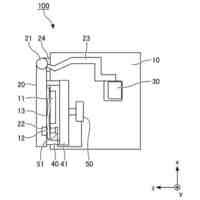
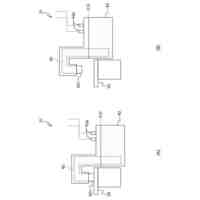
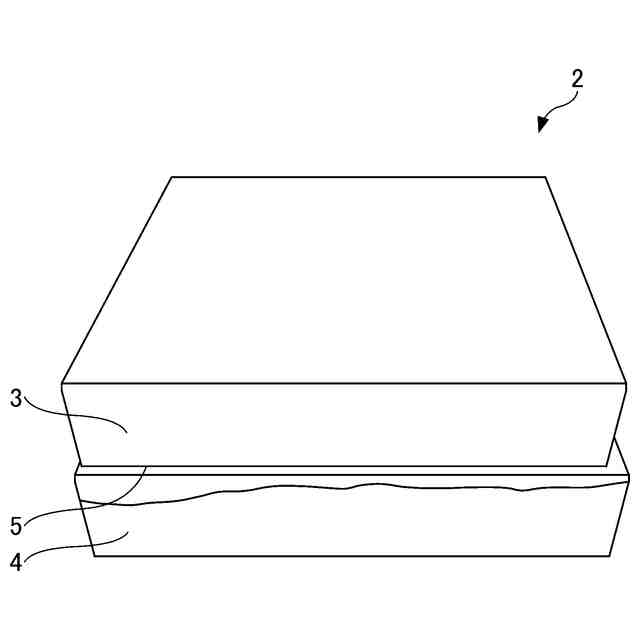
本発明の一実施形態に係る接合体を示す図である。
本発明の一実施形態に係る接合体の接合境界部付近の断面を示す光学顕微鏡写真の模式図である。
本発明の一実施形態に係る物体の断面を示す光学顕微鏡写真の模式図である。
本発明の他の実施形態に係る接合体を示す図である。
本発明の第2実施形態に係る接合体の製造方法を示すフローチャートである。
本発明の一実施形態に係る接合体を示す図である。
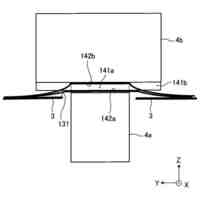
本発明の一実施形態に係る焼結体と物体を接合した接合体の接合境界部付近の断面を示す光学顕微鏡写真の模式図である。
本発明の一実施形態に係る焼結体同士を接合した接合体の接合境界部付近の断面を示す光学顕微鏡写真の模式図である。
本発明の第2実施形態に係る焼結体同士を接合した接合体の接合境界部付近の断面を示す光学顕微鏡写真の模式図である。
本発明の第3実施形態に係る接合体の製造方法を示すフローチャートである。
本発明の第4実施形態に係る接合体の製造方法を示すフローチャートである。
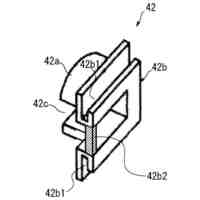
本発明の第4実施形態に係る接合体の製造方法で用いる物体の一例を示す図である。
図17における物体に焼結体を接合した接合体を示す断面図である。
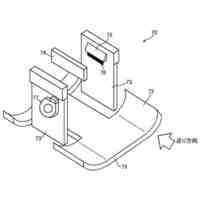
本発明の第4実施形態に係る接合体の製造方法で用いる物体の他の一例を示す図である。
本発明の第4実施形態に係る接合体の製造方法で用いる物体の別の一例を示す図である。
図20における物体に焼結体を接合した接合体を示す断面図である。
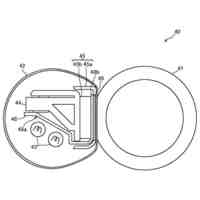
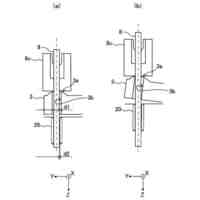
本発明の第4実施形態に係る接合体において容器に蓋を接合する前の態様を示す断面図である。
図22の接合体において容器に蓋を接合した後の態様を示す断面図である。
本発明の第5実施形態に係る接合体の製造方法を示すフローチャートである。
本発明の第5実施形態に係る接合体を示す図である。
本発明の一実施形態に係る焼結体の拡大図である。
本発明の一実施形態に係る接合体の第1変形例を示す図である。
本発明の一実施形態に係る接合体の第2変形例を示す図である。
本発明の一実施形態に係る接合体の第3変形例を示す図である。
本発明のさらに他の実施形態に係る接合体の接合境界部付近の断面を示す光学顕微鏡写真の模式図である。
【発明を実施するための形態】
【0007】
以下、本発明の実施の形態について図面を参照して説明する。なお、各図において、共通する部分については、図面に同一又は対応する符号を付して説明を省略する場合がある。
【0008】
<接合体の製造方法>
<<第1実施形態>>
本発明の第1実施形態に係る接合体の製造方法と本実施形態の接合体の製造方法で用いられる造形システムおよび造形装置の一例について図1乃至4を参照して説明する。
【0009】
図1は、第1実施形態に係る接合体の製造方法を示すフローチャートである。本発明の第1実施形態の接合体の製造方法は、接合工程を含む。また、第1実施形態の接合体の製造方法は、該接合工程の前に焼結工程を含む。
【0010】
焼結工程では、焼結体を得る。焼結工程では、例えば、前駆体を焼結して、焼結体を得る方法がある。ここで、焼結とは、粉末を含む造形物や粉末を圧縮成形した圧粉体を、粉末を構成する成分の融点以下の温度で加熱し、焼き固めることである。なお、焼結工程は、図1に示す焼結工程S1で行われる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
光学機器
17日前
株式会社リコー
画像記録装置
17日前
株式会社リコー
液体吐出装置
17日前
株式会社リコー
インクセット
9日前
株式会社リコー
画像形成装置
17日前
株式会社リコー
画像形成装置
18日前
株式会社リコー
光学系及び表示装置
10日前
株式会社リコー
定着装置及び画像形成装置
4日前
株式会社リコー
綴じ装置および画像形成装置
17日前
株式会社リコー
加熱装置、及び、画像形成装置
17日前
株式会社リコー
サーバ装置、方法、プログラム
19日前
株式会社リコー
定着装置、及び、画像形成装置
19日前
株式会社リコー
液体吐出部、印刷装置、印刷方法
17日前
株式会社リコー
液体吐出装置、及び画像形成装置
17日前
株式会社リコー
シート給送装置及び画像形成装置
10日前
株式会社リコー
振動検出装置及び異常検知システム
17日前
株式会社リコー
媒体処理装置及び画像形成システム
17日前
株式会社リコー
システム、方法、およびプログラム
17日前
株式会社リコー
媒体処理装置及び画像形成システム
19日前
株式会社リコー
加熱装置、定着装置、画像形成装置
10日前
株式会社リコー
洗浄装置、塗装装置、及び洗浄方法
17日前
株式会社リコー
インクセット、印刷方法、及び印刷物
17日前
株式会社リコー
通信端末、表示方法、及びプログラム
18日前
株式会社リコー
シート処理装置及び画像形成システム
3日前
株式会社リコー
トナー搬送装置、及び、画像形成装置
2日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
17日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
17日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
17日前
株式会社リコー
投光装置、投受光装置および測距システム
9日前
株式会社リコー
レーザ加工装置、及びレーザ加工システム
18日前
株式会社リコー
処理装置、プログラム、および測距システム
17日前
株式会社リコー
微細気泡発生装置及び植物成長促進システム
19日前
株式会社リコー
検版システム、検版方法、およびプログラム
23日前
株式会社リコー
情報処理装置、情報処理方法およびプログラム
9日前
株式会社リコー
レーザ照射装置、被加工物及びレーザ照射方法
16日前
株式会社リコー
画像形成装置、決済処理方法およびプログラム
18日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ