TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025076977
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2024074805
出願日
2024-05-02
発明の名称
平面研削盤及びワークの研削方法
出願人
株式会社ナガセインテグレックス
代理人
個人
,
個人
主分類
B24B
7/02 20060101AFI20250509BHJP(研削;研磨)
要約
【課題】ワークの表面を効率的に研削できるようにすること。
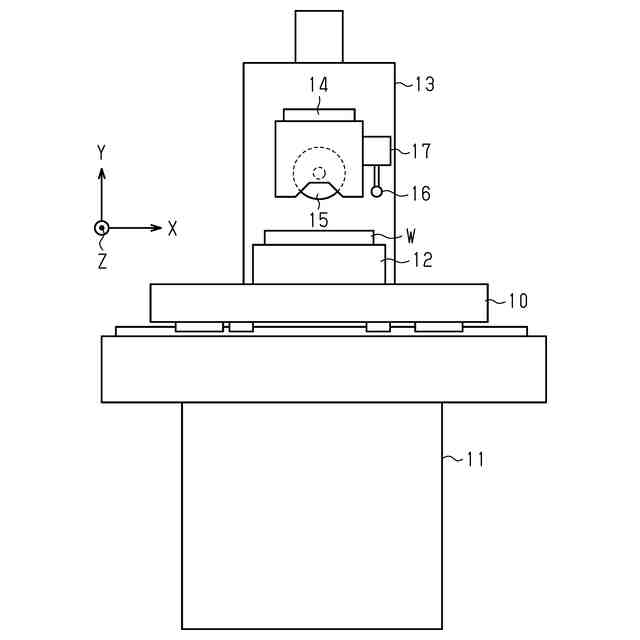
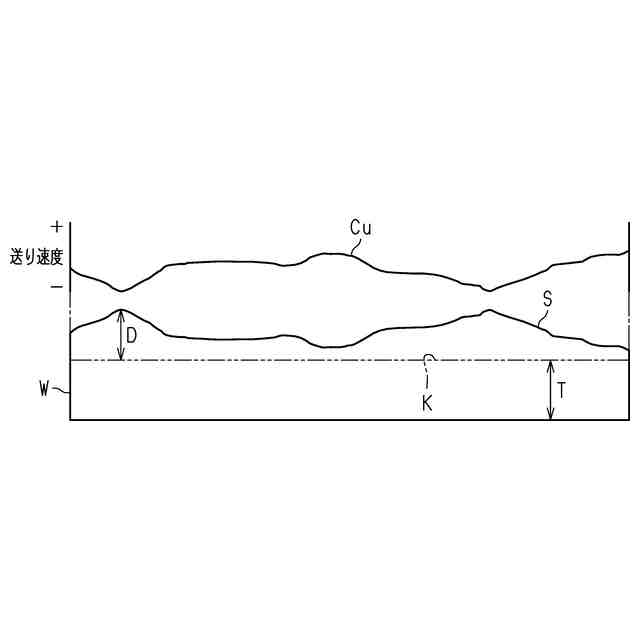
【解決手段】回転砥石15をワークWの表面に沿って相対的に研削送りすることにより、前記ワークWの表面を研削する平面研削盤において、前記回転砥石15による研削代の大小に応じて前記研削送りの速度を調節する調節手段を設ける。その調節手段は、研削代が大きいところは研削送り速度を遅くする。また、研削代が小さいところは研削送り速度を速くする。
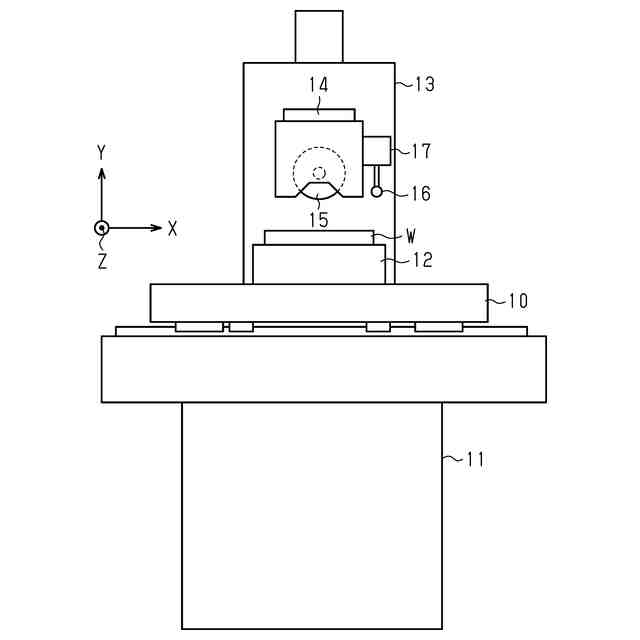
【選択図】図1
特許請求の範囲
【請求項1】
回転砥石をワークの表面に沿って相対的に研削送りすることにより、前記ワークの表面を研削する平面研削盤において、
前記回転砥石によって削り取られるようにした研削代Dの大小に応じて前記研削送りの速度を調節する調節手段を設けた平面研削盤。
続きを表示(約 490 文字)
【請求項2】
前記調節手段は、前記研削に先立って前記ワークの表面の形状を測定し、その測定結果に従って、前記ワークの前記研削代Dが小さいところは前記研削代Dの大きいところより前記研削送りの速度を速くする請求項1に記載の平面研削盤。
【請求項3】
前記調節手段は、前記研削が実行されない部分における前記研削送りの速度を最も速くする請求項2に記載の平面研削盤。
【請求項4】
前記調節手段は、前記ワークの表面の形状を測定した後に、研削終了後における目標の仕上げ面の形状を設定する請求項1に記載の平面研削盤。
【請求項5】
前記調節手段は、前記ワークの表面の形状を測定した後に、前記研削の終了後における目標のワーク厚さを設定する請求項1に記載の平面研削盤。
【請求項6】
回転砥石をワークの表面に沿って相対的に研削送りすることにより、前記ワークの表面を研削するワークの研削方法において、
前記回転砥石によって削り取られるようにした研削代Dの大小に応じて前記研削送りの速度を調節するワークの研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、板状のワークの表面を回転砥石によって研削するための平面研削盤及びワークの研削方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、CADデータに基づいて加工不要領域の研削をパスするようにした技術が開示されている。このパスにより加工不要領域の工具送りを高速で行うことができるため、高効率な研削加工を達成できるとしている。
【先行技術文献】
【特許文献】
【0003】
特開2021-168031号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記特許文献1においては、研削加工に際して、加工領域と加工不要領域とを明示したワークのCADデータを用意する必要がある。言い換えれば、高速送りをともなう研削加工を行う場合には、ワークのCADデータを作成する必要があって、煩雑である。
【課題を解決するための手段】
【0005】
本発明は、回転砥石をワークの表面に沿って相対的に研削送りすることにより、前記ワークの表面を研削するようにした平面研削盤において、前記回転砥石によって削り取られるようにした研削代Dの大小に応じて前記研削送りの速度を調節する調節手段を設けたことを特徴とする。
【0006】
また、本発明は、回転砥石をワークの表面に沿って相対的に研削送りすることにより、前記ワークの表面を研削するワークの研削方法において、前記回転砥石によって削り取られるようにした研削代Dの大小に応じて前記研削送りの速度を調節することを特徴とする。
【0007】
従って、本発明においては、研削代Dの大小に応じて、ワークの送り速度が調節されるため、研削量の小さな部分はワークの送り速度を速くすることができる。この結果、研削のための総時間を短縮できる。
【発明の効果】
【0008】
本発明によれば、ワークのCADデータを用意することなく、ワークの表面を高速送りをともないながら効率的に研削できる効果がある。
【図面の簡単な説明】
【0009】
第1実施形態~第2実施形態及び第4実施形態に用いられる平面研削盤の正面図。
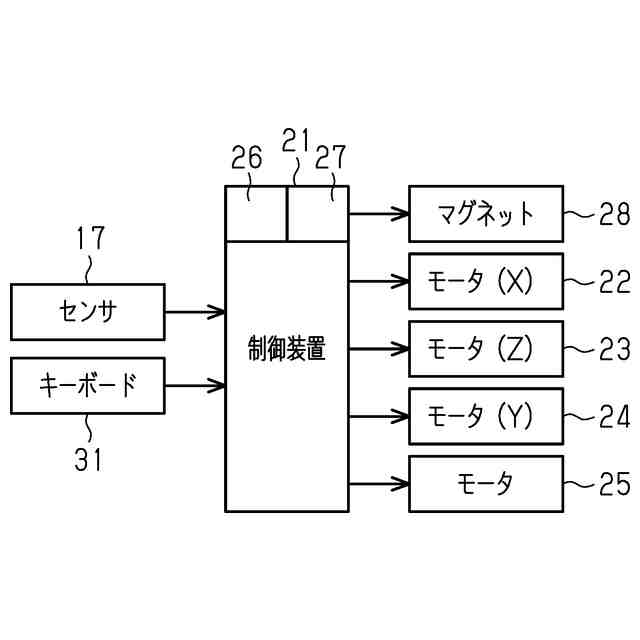
同じく平面研削盤の電気的構成を示すブロック図。
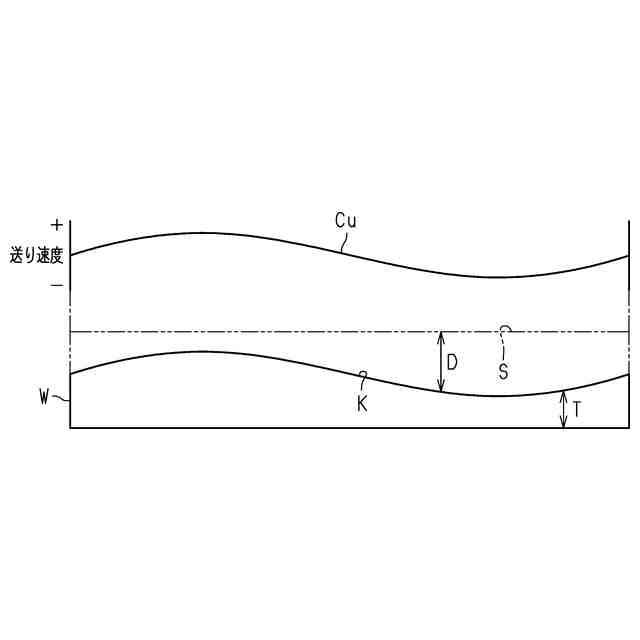
第1実施形態においてワーク表面の形状を誇張して描くとともに、送り速度を示す図。
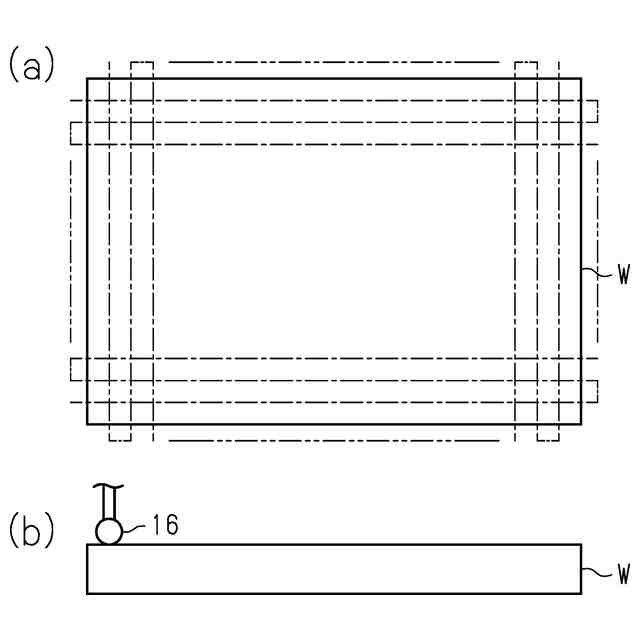
ワーク上面の測定状態を示す斜視図。
(a)はワークの測定状態を示す平面図、(b)は同じく正面図。
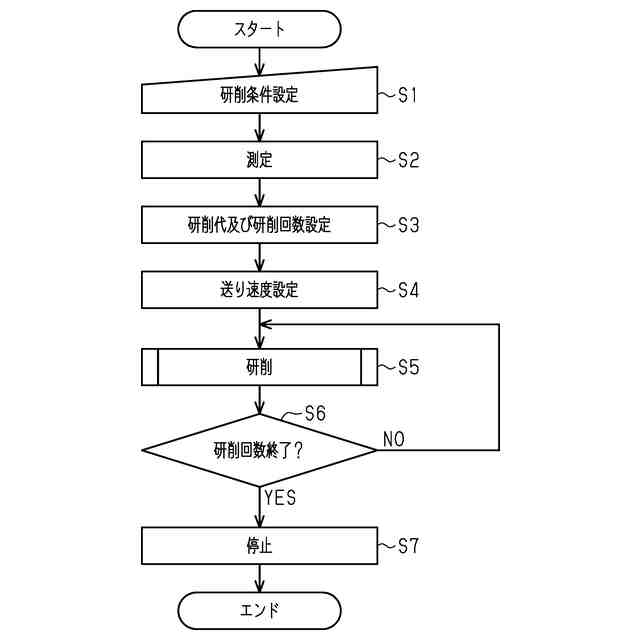
第1実施形態及び第2実施形態の作用を示すフローチャート。
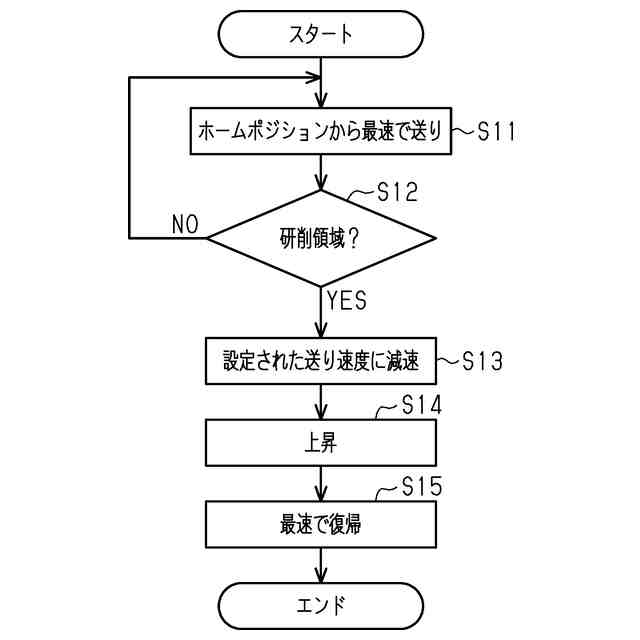
図6のフローチャートのS6のサブルーチンを示すフローチャート。
第2実施形態においてワーク表面の形状を誇張して描くとともに、送り速度を示す図。
第2実施形態の変更例においてワーク表面の形状を誇張して描くとともに、送り速度を示す図。
第3実施形態に用いられる平面研削盤の正面図。
同じく平面研削盤の電気的構成を示すブロック図。
同じくワークの平面図。
第4実施形態における湾曲ワークの正面図。
同じくワーク表面の凹凸を誇張して描くとともに、送り速度を示す図。
同じくワークの一方の表面の研削が終了した状態を示すとともに、送り速度を示す図。
(a)~(d)は、同じくワークに対する処理過程を示す斜視図。
(a)~(f)は、同じくワークに対する処理過程を示す側面図。
第4実施形態の作用を示すフローチャート。
【発明を実施するための形態】
【0010】
(第1実施形態)
以下、本発明を具体化した第1実施形態の平面研削盤及びワークの研削方法を図1~図7の図面に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
6日前
個人
バレル研磨用メディア材
2か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
1日前
株式会社リブラ
ブラスト加工装置
2か月前
不二空機株式会社
可搬型動力工具
1日前
シンクス株式会社
ボード切断装置
20日前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
2か月前
株式会社IHI
ブラストガン
3か月前
トヨタ自動車株式会社
バリ取り装置
2か月前
株式会社精工技研
研磨装置および研磨方法
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
嘉澤端子工業股分有限公司
グラインダー
20日前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
NTN株式会社
加工装置
3か月前
中村留精密工業株式会社
レンズ保持装置
15日前
日本特殊研砥株式会社
超弾性砥石
2か月前
株式会社ディスコ
加工方法
14日前
信越半導体株式会社
洗浄処理装置
4か月前
リックス株式会社
ドライアイス噴射装置
4か月前
株式会社ディスコ
加工装置
3か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
3か月前
セイコーインスツル株式会社
研削盤
14日前
株式会社荏原製作所
研磨装置
4か月前
トヨタ紡織株式会社
プレス金型の研磨方法
1か月前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
株式会社IHI
加工方法
25日前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ