TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075454
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186631
出願日
2023-10-31
発明の名称
インフレータの取り付け方法
出願人
豊田合成株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B60R
21/264 20060101AFI20250508BHJP(車両一般)
要約
【課題】ブラケットを、カーテンエアバッグのインフレータ挿入部と、その中のインフレータとに、巻き付ける方法を決定する際の負荷を低減する。
【解決手段】治具上において、インフレータの一部が挿入された受入部が、ブラケットに重ねて配された状態で、インフレータを治具に押圧する工程と、そのインフレータの周囲を回転移動する工具により、ブラケットの2個の貫通孔が重なるように、インフレータが挿入されている受入部にブラケットを巻き付ける工程と、ブラケットのうち、向かい合う二つの部分を相互に固定する工程と、それらの処理に先だって、2個の貫通孔が重なり、かつインフレータが挿入されている受入部のブラケットによる締め付けの状態が目標とする状態となるように、インフレータを治具に押圧する力の大きさと、回転移動の半径と、回転移動の終点において工具がブラケットを押圧する向きと、を決定する工程と、を備える。
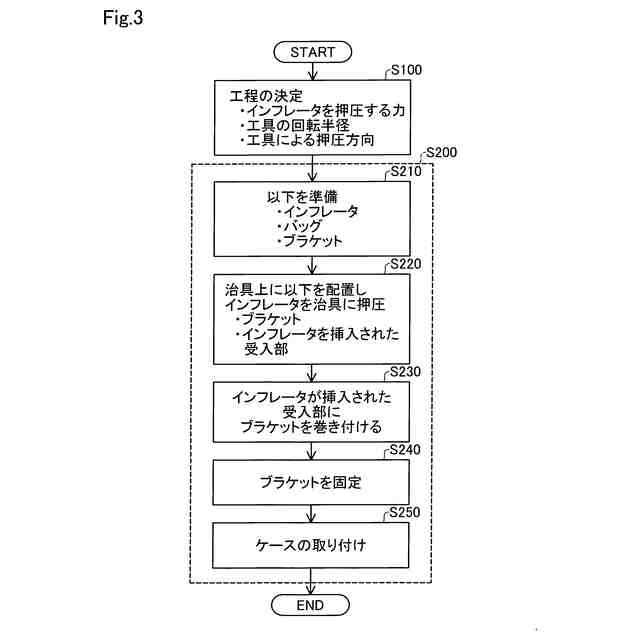
【選択図】図3
特許請求の範囲
【請求項1】
バッグへのインフレータの取り付け方法であって、
(a)円柱状のインフレータと、前記インフレータの一端を含む前記インフレータの少なくとも一部を挿入される受入部を備え前記インフレータにより膨張されるバッグと、前記インフレータを前記バッグに固定するための板状のブラケットであって2個の貫通孔を有するブラケットと、を準備する工程と、
(b)治具上に、前記ブラケットが配され、かつ、前記インフレータの前記少なくとも一部が挿入された前記受入部および前記インフレータの前記少なくとも一部が、前記ブラケットに重ねて配された状態で、前記インフレータを前記治具に押圧する工程と、
(c)前記治具に押圧された前記インフレータの周囲を回転移動する工具により、前記ブラケットのうちの前記治具に押圧されていない一部を押圧して、前記ブラケットの前記2個の貫通孔が重なるように、前記インフレータが挿入されている前記受入部に前記ブラケットを巻き付ける工程と、
(d)巻き付けられた前記ブラケットのうち、向かい合う二つの部分を相互に固定する工程と、
(e)前記工程(b)および(c)に先だって、前記工程(c)において前記2個の貫通孔が重なり、かつ、前記工程(d)の後において前記インフレータが挿入されている前記受入部の前記ブラケットによる締め付けの状態が目標とする締め付け状態となるように、前記インフレータを前記治具に押圧する力の大きさと、前記回転移動の半径と、前記回転移動の終点において前記工具が前記ブラケットを押圧する向きと、を決定する工程と、を備える、インフレータの取り付け方法。
続きを表示(約 920 文字)
【請求項2】
請求項1記載のインフレータの取り付け方法であって、
前記工具は、前記回転移動の中心の位置を調整することができるように構成されており、
前記工程(c)は、前記回転移動の中心の位置を調整された前記工具により、前記回転移動の終点において、前記工程(e)で決定された向きで前記工具が前記ブラケットを押圧する工程を含む、インフレータの取り付け方法。
【請求項3】
請求項1に記載のインフレータの取り付け方法であって、
前記工程(a)は、さらに、2個の貫通孔を有する追加のブラケットを準備する工程を含み、
前記工程(b)は、(i)前記治具上に、前記ブラケットが配され、かつ、前記インフレータの一部が挿入された前記受入部および前記インフレータの前記一部が、前記ブラケットに重ねて配された状態であり、さらに、(ii)追加の治具上に、前記追加のブラケットが配され、かつ、前記インフレータの他の一部が前記追加のブラケットに重ねて配された状態で、前記治具と前記追加の治具との間に位置する前記インフレータのさらに他の一部を押圧することにより、前記インフレータを前記治具および前記追加の治具に押圧する工程であり、
前記方法は、
(g)前記追加の治具に押圧された前記インフレータの周囲を回転移動する追加の工具により、前記追加のブラケットのうちの前記追加の治具に押圧されていない一部を押圧して、前記追加のブラケットの前記2個の貫通孔が重なるように、前記インフレータに、前記追加のブラケットを巻き付ける工程と、
(h)巻き付けられた前記追加のブラケットのうち、向かい合う二つの部分を相互に固定する工程と、を備える、インフレータの取り付け方法。
【請求項4】
請求項1から3のいずれか1項に記載のインフレータの取り付け方法であって、
前記工程(e)における、前記インフレータを前記治具に押圧する力の大きさと、前記回転移動の半径と、前記回転移動の終点において前記工具が前記ブラケットを押圧する向きと、の決定は、直交計画を用いて行われる、インフレータの取り付け方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、バッグへのインフレータの取り付け方法に関する。
続きを表示(約 4,600 文字)
【背景技術】
【0002】
従来、カーテンエアバッグ装置が存在する。特許文献1のカーテンエアバッグ装置は、エアバッグモジュールと、エアバッグモジュールを覆う樹脂製のカバーと、を備える。エアバッグモジュールは、カーテンエアバッグと、インフレータと、を備える。インフレータの一部は、カーテンエアバッグの一部であるインフレータ挿入部に挿入されている。
【0003】
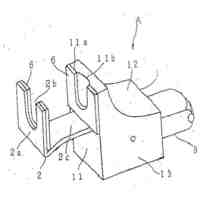
カバーの長手方向の中間部には、インフレータ取付ブラケットが配されている。インフレータ取付ブラケットは、上部に設けられた一対のクランプと、下部に設けられた一対の取付脚部とを有する。一対のクランプは、各々バンド状に形成されている。インフレータは、インフレータの一部をカーテンエアバッグのインフレータ挿入部に挿入された状態で、一対のクランプにより、インフレータ取付ブラケットにかしめ固定されている。インフレータ取付ブラケットは、一対の取付脚部がボルト締めされることにより、車両のセンタピラーに固定される。
【先行技術文献】
【特許文献】
【0004】
特開2012-162153号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本願発明者らは、以下のようなカーテンエアバッグ装置について検討した。そのカーテンエアバッグ装置においては、カーテンエアバッグのインフレータ挿入部に挿入されたインフレータが、インフレータ挿入部の外から、インフレータ挿入部とともにインフレータ取付ブラケットによって締め付けられる。その結果、インフレータ挿入部とインフレータとが、相互に固定される。インフレータを締め付けるインフレータ取付ブラケットの両端近傍には、インフレータ取付ブラケットを車両に取り付ける際のボルト締めのための孔がそれぞれ設けられている。このカーテンエアバッグ装置を製造する際には、インフレータ挿入部とインフレータとを挟んで折り曲げられたインフレータ取付ブラケットにおいてそれら二つの孔が重なるように、インフレータ取付ブラケットの両端が、重ねられ、相互に固定される。互いに重なる孔には、その後、ボルトが通される。そのボルトにより、インフレータ取付ブラケットがセンタピラーに固定される。
【0006】
上記の態様においては、インフレータ取付ブラケットが備える二つの孔の位置が一致するように、インフレータ取付ブラケットが、カーテンエアバッグのインフレータ挿入部と、インフレータ挿入部内のインフレータとに、適切な形状で巻き付けられることが望ましい。一方で、カーテンエアバッグが膨張する際に、カーテンエアバッグのインフレータ挿入部とインフレータとの隙間からガスが大量に流出しないように、インフレータ取付ブラケットが、インフレータ挿入部とインフレータとを、適切な力で締め付けることが望ましい。しかし、それら二つの目的を同時に満たすように、インフレータ取付ブラケットを、カーテンエアバッグのインフレータ挿入部と、インフレータ挿入部内のインフレータとに、巻き付ける方法を決定するためには、カーテンエアバッグ装置の製造に先立って、膨大な数の試行錯誤が必要であった。
【課題を解決するための手段】
【0007】
本開示は、以下の形態として実現することが可能である。
【0008】
(1)本開示の一形態によれば、バッグへのインフレータの取り付け方法が提供される。このバッグへのインフレータの取り付け方法は、(a)円柱状のインフレータと、前記インフレータの一端を含む前記インフレータの少なくとも一部を挿入される受入部を備え前記インフレータにより膨張されるバッグと、前記インフレータを前記バッグに固定するための板状のブラケットであって2個の貫通孔を有するブラケットと、を準備する工程と、(b)治具上に、前記ブラケットが配され、かつ、前記インフレータの前記少なくとも一部が挿入された前記受入部および前記インフレータの前記少なくとも一部が、前記ブラケットに重ねて配された状態で、前記インフレータを前記治具に押圧する工程と、(c)前記治具に押圧された前記インフレータの周囲を回転移動する工具により、前記ブラケットのうちの前記治具に押圧されていない一部を押圧して、前記ブラケットの前記2個の貫通孔が重なるように、前記インフレータが挿入されている前記受入部に前記ブラケットを巻き付ける工程と、(d)巻き付けられた前記ブラケットのうち、向かい合う二つの部分を相互に固定する工程と、(e)前記工程(b)および(c)に先だって、前記工程(c)において前記2個の貫通孔が重なり、かつ、前記工程(d)の後において前記インフレータが挿入されている前記受入部の前記ブラケットによる締め付けの状態が目標とする締め付け状態となるように、前記インフレータを前記治具に押圧する力の大きさと、前記回転移動の半径と、前記回転移動の終点において前記工具が前記ブラケットを押圧する向きと、を決定する工程と、を備える。
このような態様とすれば、2個の貫通孔について正確に相互の位置合わせをすることができ、かつ、適切な力でバッグとインフレータとを締め付けることができるように、ブラケットを変形させて、インフレータをバッグに取り付けることができる。そして、インフレータを治具に押圧する力の大きさ、回転移動の半径、および回転移動の終点において工具がブラケットを押圧する向き、以外の、バッグへのインフレータの取り付け作業における多数のパラメータについて、設定値を変更しつつ膨大な試行錯誤を行うことなく、2個の貫通孔について正確に相互の位置合わせをすることができ、適切な力でバッグとインフレータとを締め付けることができる、工程(b)および(c)の処理を決定することができる。
(2)上記形態のインフレータの取り付け方法において、前記工具は、前記回転移動の中心の位置を調整することができるように構成されており、前記工程(c)は、前記回転移動の中心の位置を調整された前記工具により、前記回転移動の終点において、前記工程(e)で決定された向きで前記工具が前記ブラケットを押圧する工程を含む、態様とすることができる。
このような態様とすることにより、一つの工具で、2個の貫通孔の目標とする相対位置、ならびにインフレータの目標とする締め付け状態に応じて、回転移動の終点において工具がブラケットを押圧する向きを、様々な向きに設定することができる。
(3)上記形態のインフレータの取り付け方法において、前記工程(a)は、さらに、2個の貫通孔を有する追加のブラケットを準備する工程を含み、前記工程(b)は、(i)前記治具上に、前記ブラケットが配され、かつ、前記インフレータの一部が挿入された前記受入部および前記インフレータの前記一部が、前記ブラケットに重ねて配された状態であり、さらに、(ii)追加の治具上に、前記追加のブラケットが配され、かつ、前記インフレータの他の一部が前記追加のブラケットに重ねて配された状態で、前記治具と前記追加の治具との間に位置する前記インフレータのさらに他の一部を押圧することにより、前記インフレータを前記治具および前記追加の治具に押圧する工程であり、前記方法は、(g)前記追加の治具に押圧された前記インフレータの周囲を回転移動する追加の工具により、前記追加のブラケットのうちの前記追加の治具に押圧されていない一部を押圧して、前記追加のブラケットの前記2個の貫通孔が重なるように、前記インフレータに、前記追加のブラケットを巻き付ける工程と、(h)巻き付けられた前記追加のブラケットのうち、向かい合う二つの部分を相互に固定する工程と、を備える、態様とすることができる。
このような態様とすることにより、治具および工具と干渉することなく、インフレータを治具に押圧することができる。インフレータは、治具に向かってインフレータが力を加えている部位とは、中心軸方向について異なる位置にある部位を、押圧されることになる。しかし、上記の態様とすることにより、治具に向かってインフレータが力を加えている部位とは異なる部位への直線的な押圧により、インフレータを治具に押圧することができる。
(4)上記形態のインフレータの取り付け方法において、前記工程(e)における、前記インフレータを前記治具に押圧する力の大きさと、前記回転移動の半径と、前記回転移動の終点において前記工具が前記ブラケットを押圧する向きと、の決定は、直交計画を用いて行われる、態様とすることができる。
本開示は、インフレータの取り付け方法以外の種々の形態で実現することも可能である。例えば、ブラケットの取り付け方法、取り付け工程の決定方法、ブラケットの取り付けを実行する工作機械の制御法、それらの方法を実現するコンピュータプログラム、そのコンピュータプログラムを記録した一時的でない記録媒体等の形態で実現することができる。
【図面の簡単な説明】
【0009】
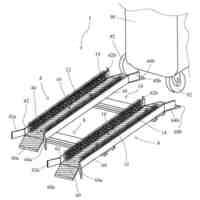
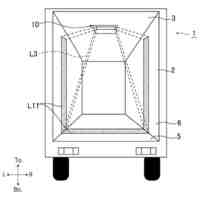
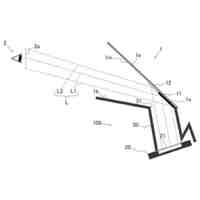
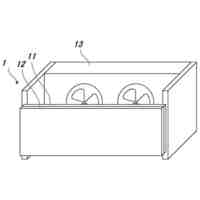
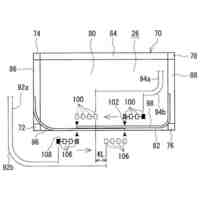
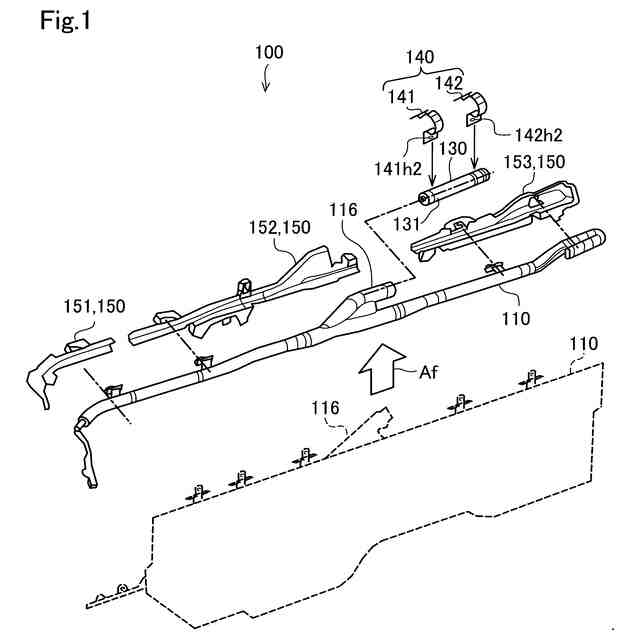
第1実施形態におけるカーテンエアバッグ装置100の分解斜視図である。
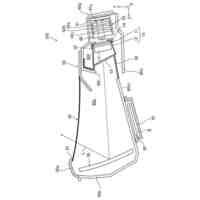
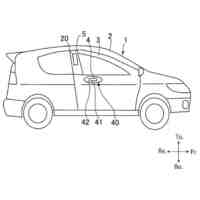
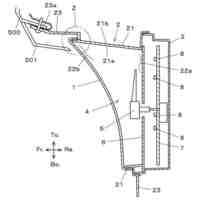
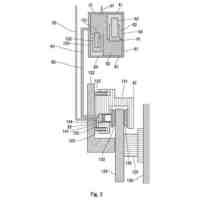
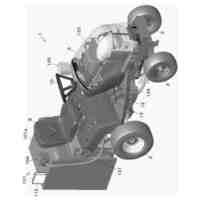
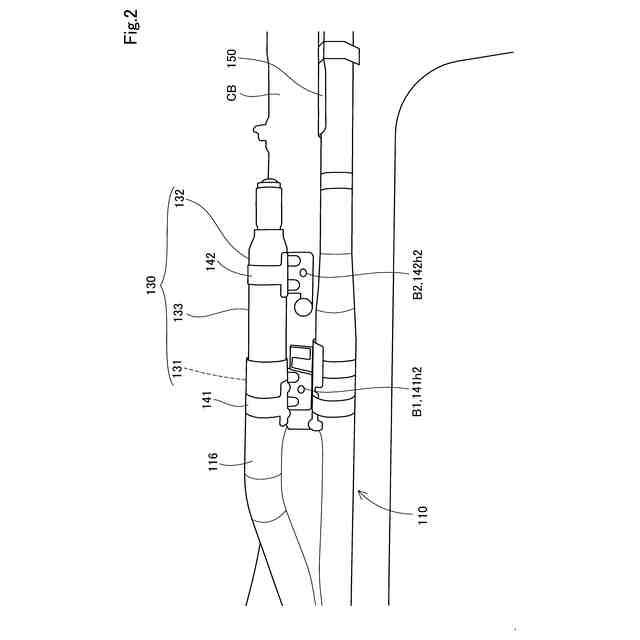
車両に取り付けられたカーテンエアバッグ装置100のうち、インフレータ130近傍を拡大して示す斜視図である。
カーテンエアバッグ装置の製造方法を示すフローチャートである。
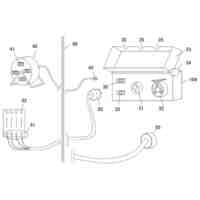
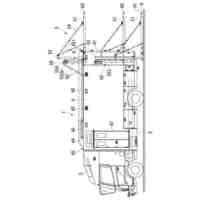
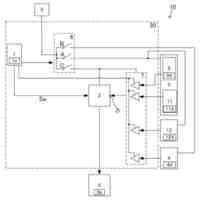
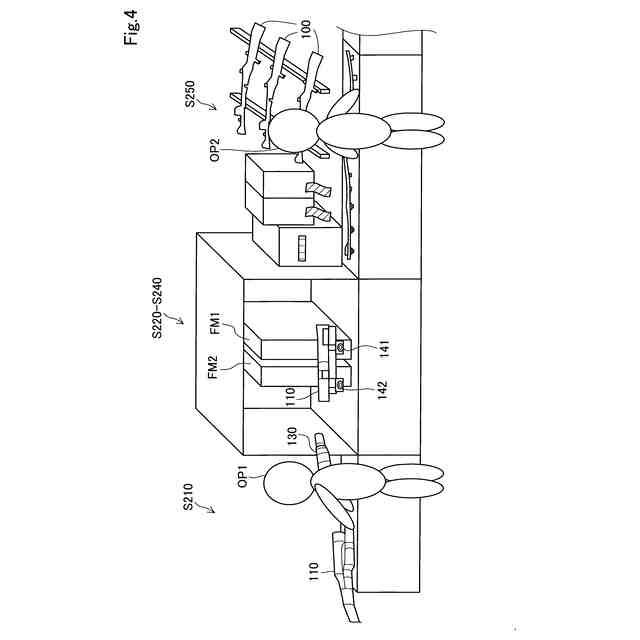
工場におけるカーテンエアバッグ装置の製造の処理を示す説明図である。
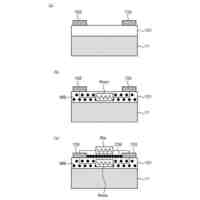
図3のステップS220の処理を示す写真である。
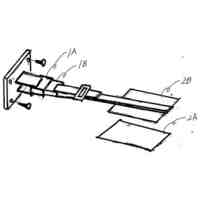
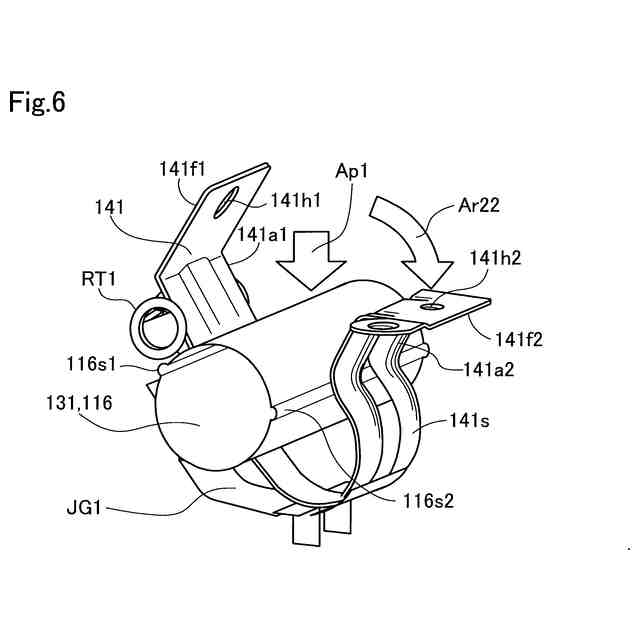
ステップS210~S240におけるバッグ110へのインフレータ130の取り付けの処理を説明する斜視図である。
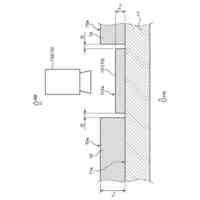
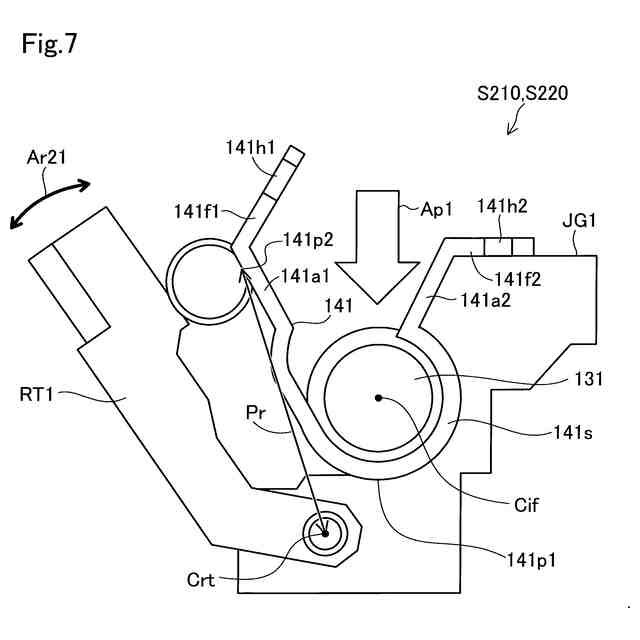
図3のステップS220の処理を模式的に示す説明図である。
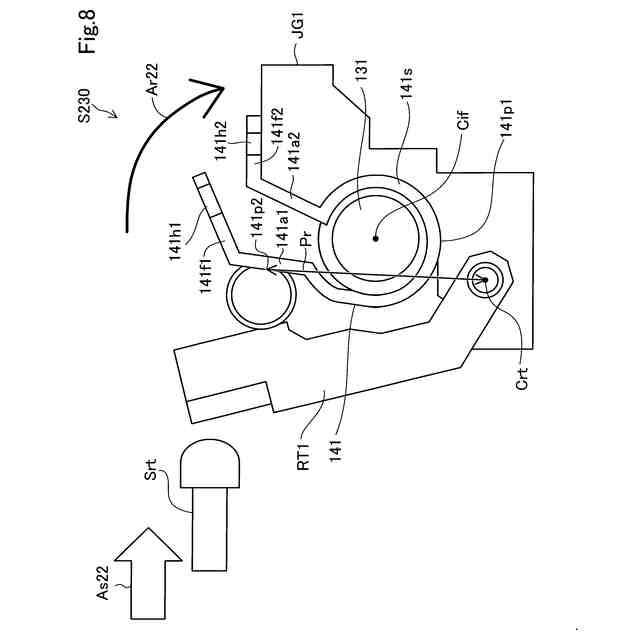
図3のステップS230の処理を模式的に示す説明図である。
図3のステップS230およびS240の処理を模式的に示す説明図である。
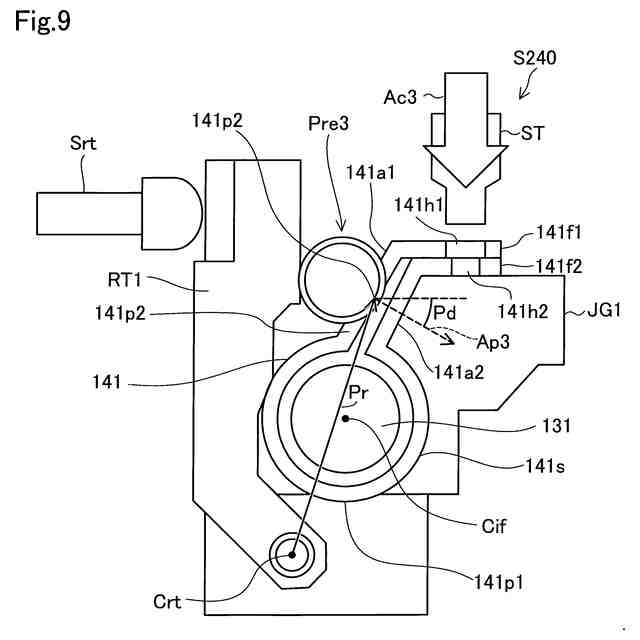
図3のステップS240の処理を示す平面図である。
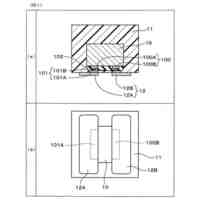
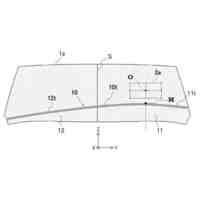
ステップS240の後のインフレータ130と、バッグ110の受入部116と、ブラケット141の状態を示す説明図である。
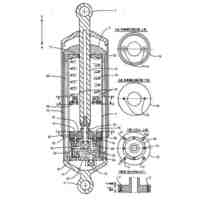
受入部116とインフレータ130との構成を模式的に示す断面図である。
貫通孔の中心位置のずれと腕部の間隔に影響を与え得るパラメータの特性を示す図である。
【発明を実施するための形態】
【0010】
A.第1実施形態:
A1.カーテンエアバッグ装置の構成:
図1は、第1実施形態におけるカーテンエアバッグ装置100の分解斜視図である。図1においては、車両に取り付けられる左右一対のカーテンエアバッグ装置100のうち、右のカーテンエアバッグ装置100が示されている。カーテンエアバッグ装置100は、バッグ110と、インフレータ130と、ブラケット141,142と、ケース150と、を備える。図1の中段には、折り畳まれたバッグ110が示されている。図1の下段には、展開されたバッグ110が破線で示されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
豊田合成株式会社
発光装置および発光装置の製造方法
3日前
個人
飛行自動車
3か月前
個人
カーテント
5日前
個人
警告装置
1か月前
個人
車窓用防虫網戸
26日前
個人
小型EVシステム
1か月前
個人
車輪清掃装置
9日前
日本精機株式会社
ケース
2か月前
個人
アンチロール制御装置
2か月前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
照明装置
2か月前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
表示装置
2か月前
個人
ワイパーゴム性能保持具
18日前
株式会社松華
懸架装置
2か月前
個人
ブレーキシステム
2か月前
個人
自走式立体型洗車場
2か月前
株式会社クラベ
ヒータユニット
24日前
個人
自動車ドア開度規制ベルト
1か月前
井関農機株式会社
収穫作業車両
25日前
横浜ゴム株式会社
タイヤ
2か月前
個人
ステージカー
2か月前
日本精機株式会社
車両用表示装置
26日前
株式会社ユーシン
照明装置
2か月前
井関農機株式会社
作業車両
2か月前
日本精機株式会社
車両用表示装置
2か月前
井関農機株式会社
作業車両
1か月前
株式会社ユーシン
照明装置
1か月前
マツダ株式会社
車両
3か月前
マツダ株式会社
車両
3か月前
日本精機株式会社
車両用表示装置
2か月前
帝国繊維株式会社
作業車両
2か月前
日本精機株式会社
車両用表示装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ