TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072010
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182490
出願日
2023-10-24
発明の名称
繊維強化熱可塑性樹脂成形品の製造方法
出願人
東洋紡エムシー株式会社
代理人
主分類
C08J
5/04 20060101AFI20250430BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】本発明の目的は、従来長繊維間に樹脂を含浸させるのは困難であったポリフェニレンエーテル樹脂を改質することなく繊維間、特に長繊維間に樹脂を含浸させることである。
【解決手段】本発明は、強化繊維と樹脂の配置方法を工夫することによって、溶融粘度が高い樹脂においても、強化繊維への高い樹脂含浸性と、含浸性のバラツキを抑えた繊維強化熱可塑性樹脂の製造法である。
【選択図】 なし
特許請求の範囲
【請求項1】
連続強化繊維と熱可塑性樹脂からなる繊維とを含有する繊維強化熱可塑性樹脂成形品の製造方法であって、連続強化繊維と熱可塑性樹脂からなる繊維を混繊する工程、熱可塑性樹脂の融点以上(熱可塑性樹脂が非晶性樹脂の場合はガラス転移点以上)の温度で加圧する溶融含浸工程、及び 同じ金型内で冷却し所定の圧力で加圧する冷却工程を有することを特徴とする、繊維強化熱可塑性樹脂成形品の製造方法であって、前記熱可塑性樹脂がポリフェニレンエーテル樹脂である、繊維強化熱可塑性樹脂成形品の製造方法。
続きを表示(約 520 文字)
【請求項2】
前記熱可塑性樹脂からなる繊維の単糸繊度が、0.1dtex~10dtexである、請求項1に記載の繊維強化熱可塑性樹脂成形品の製造方法。
【請求項3】
前記連続強化繊維の長さが100mm以上である、請求項1~2のいずれかに記載の繊維強化熱可塑性樹脂成形品の製造方法。
【請求項4】
前記連続強化繊維がガラス繊維及び炭素繊維の少なくとも一方を含む、請求項1~2のいずれかに記載の繊維強化熱可塑性樹脂成形品の製造方法。
【請求項5】
前記繊維強化熱可塑性樹脂成形品に含有される連続強化繊維と熱可塑性樹脂との質量比が90/10~10/90である、請求項1~2のいずれかに記載の繊維強化熱可塑性樹脂成形品の製造方法。
【請求項6】
前記溶融含浸工程及び前記冷却工程の加圧時の面圧が、5MPa以上であることを特徴とする、請求項1~2のいずれかに記載の繊維強化熱可塑性樹脂成形品の製造方法。
【請求項7】
前記溶融含浸工程の温度が、(熱可塑性樹脂のガラス転移点+60℃)以上である、請求項1~2のいずれかに記載の繊維強化熱可塑性樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、強化繊維と熱可塑性樹脂とを含浸する繊維強化熱可塑性樹脂成形品の製造方法であって、繊維強化熱可塑性樹脂成形体に使用される熱可塑性樹脂が、ポリフェニレンエーテル樹脂である製造方法である。より詳細には、本発明は、連続繊維を開繊後、使用する金型の長さに応じて連続繊維を切断し金型にプリフォーム後、別工程にて熱可塑性樹脂の融点以上(非晶性樹脂の場合はガラス転移点以上)の温度にて加圧することで溶融含浸を行い、同じく金型内で冷却加圧することを特徴とする繊維強化熱可塑性樹脂成形体の製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来、複合材料のマトリックスには、熱硬化樹脂が多く用いられてきた。しかし、貯蔵安定性、靭性、作業環境等の問題などから、近年、熱可塑性樹脂が注目され、開発が盛んにおこなわれている。熱可塑性樹脂の中でも、ポリフェニレンエーテル系樹脂は、耐熱性、機械的強度、電気特性、寸法安定性、耐水性に優れた性質があるが、溶融粘度が高いため成形加工性が悪いという欠点を有している。その成形加工性を改善させるために、ポリスチレン系、ポリアミド系等の樹脂をアロイして工夫をしているが、ポリフェニレンエーテル単体では改善が困難である。
例えば引用文献1では、ポリフェニレンエーテル樹脂にガラス繊維を混錬した技術であるが、混錬するガラス繊維の繊維長をガラス繊維の直径との比で規定したものである。しかしながら、混錬後の樹脂中に含まれるガラス繊維長が極めて短く、短繊維を想定しており、長繊維あるいは連続繊維を想定した繊維強化熱可塑性樹脂成形体の製造方法ではない。
引用文献2では、強化繊維基材を成形型に配置し、そこに溶融樹脂を抽入するRTM法(レジントランスファーモールディング法)を想定したものである。しかし、樹脂種をポリフェニレンエーテルエーテルケトン樹脂としている点、オリゴマーを加熱溶融させて溶融液としている点において、ポリフェニレンエーテル樹脂を加熱溶融して強化繊維に含浸させる方法と異なる。
引用文献3では、プリフォームした織物にマトリックス樹脂を含浸させる方法であるが、強化繊維の形態が織物であること、含浸方法がパウダー含浸を想定し、かつ、ポリフェニレンエーテル樹脂に特化した含浸方法ではない。
【先行技術文献】
【特許文献】
【0003】
特開平6-122771号公報
特開2013-6962号公報
特開2005-213469号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ポリフェニレンエーテル樹脂は溶融粘度が高く、成形加工性が良くない。そのため、ポリフェニレンエーテル樹脂を改質することなく繊維間、特に長繊維間に樹脂を含浸させるのは困難である。
【0005】
本発明は、上記の課題を解決するためになされたものである。その目的とするところは、含浸性と生産性とを同時に満足させることである。前述したとおり、(1)ポリフェニレンエーテルの溶融粘度が非常に高いため、成形時における樹脂の流動が悪いこと、(2)そのため、強化繊維の間に樹脂を含浸させる際は、プリフォーム時(強化繊維の配置方法)
に大きく左右される。溶融粘度が高い樹脂の場合、繊維と樹脂の距離を均一化することで、バラツキの小さい繊維強化熱可塑性樹脂の製造方法を提供することが可能となる。
【課題を解決するための手段】
【0006】
本発明は、鋭意検討を行った結果、強化繊維と樹脂の配置方法を工夫することによって、溶融粘度が高い樹脂においても、強化繊維への高い樹脂含浸性と、含浸性のバラツキを抑えた繊維強化熱可塑性樹脂の製造法を確立した。具体的には、熱可塑性樹脂繊維と強化繊維を混繊して金型に敷き詰めて積層する方法である。
【0007】
(1)連続強化繊維と熱可塑性樹脂からなる繊維とを含有する繊維強化熱可塑性樹脂成形品の製造方法であって、連続強化繊維と熱可塑性樹脂からなる繊維を混繊する工程、熱可塑性樹脂の融点以上(熱可塑性樹脂が非晶性樹脂の場合はガラス転移点以上)の温度で加圧する溶融含浸工程、及び 同じ金型内で冷却し所定の圧力で加圧する冷却工程を有することを特徴とする、繊維強化熱可塑性樹脂成形品の製造方法であって、前記熱可塑性樹脂がポリフェニレンエーテル樹脂である、繊維強化熱可塑性樹脂成形品の製造方法。
(2)前記熱可塑性樹脂からなる繊維の単糸繊度が、0.1dtex~10dtexである、繊維強化熱可塑性樹脂成形品の製造方法。
(3)前記連続強化繊維の長さが100mm以上である、繊維強化熱可塑性樹脂成形品の製造方法。
(4)前記連続強化繊維がガラス繊維及び炭素繊維の少なくとも一方を含む、繊維強化熱可塑性樹脂成形品の製造方法。
(5)前記繊維強化熱可塑性樹脂成形品に含有される連続強化繊維と熱可塑性樹脂との質量比が90/10~10/90である、繊維強化熱可塑性樹脂成形品の製造方法。
(6)前記溶融含浸工程及び前記冷却工程の加圧時の面圧が、5MPa以上であることを特徴とする繊維強化熱可塑性樹脂成形品の製造方法。
(7)前記溶融含浸工程の温度が、(熱可塑性樹脂のガラス転移点+60℃)以上である、繊維強化熱可塑性樹脂成形品の製造方法。
【発明の効果】
【0008】
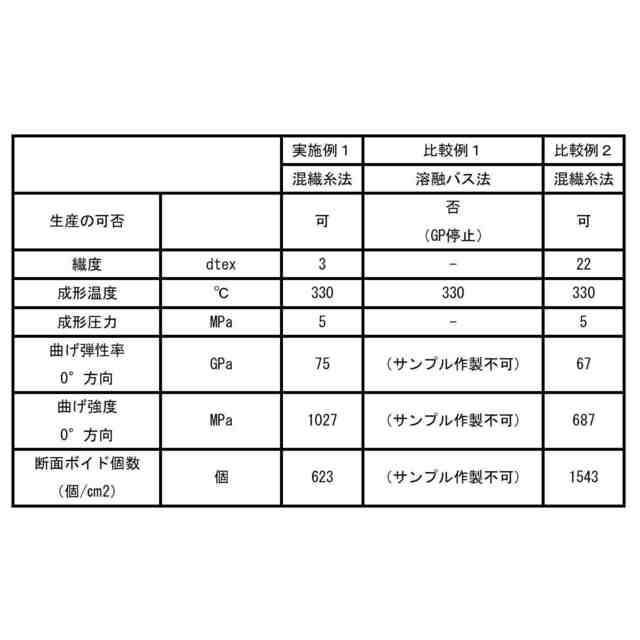
本発明によれば、高い溶融粘度を持つ熱可塑性樹脂においても含浸性と生産性を同時に満足させ、含浸性のバラツキを抑えた繊維強化熱可塑性樹脂の製造方法を提供される。製造方法の特徴上、準備する熱可塑性繊維の本数を増減させるのみで簡単に繊維体積含有率を調整可能であり、結果的に他の長繊維あるいは連続繊維を使用した繊維強化熱可塑性樹脂シートの製造方法に比較してVf調整時における基材廃棄量も少なくなるという効果も有する。
【発明を実施するための形態】
【0009】
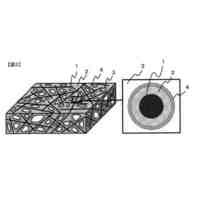
本発明において、「繊維強化熱可塑性樹脂シート」とは、長繊維からなる強化繊維と熱可塑性樹脂を含有したものである。製法の特性上、強化繊維の長さは使用する金型の長さで制限され、一般に金型の長さ=強化繊維の長さとすることが可能である。強化繊維間を開繊させた状態の方が熱可塑性樹脂の含浸性が良好となるため、連続強化繊維を開繊させた状態を保持したまま金型に敷き詰めた方が望ましい。
【0010】
強化繊維は特に限定されないが、代表例としては、炭素繊維、炭化ケイ素繊維、ガラス繊維などの無機繊維、ボロン繊維などの金属繊維、アラミド繊維などの有機繊維が挙げられる。コスト、ならびに得られる成形品の弾性率および機械的強度の観点から、ガラス繊維、炭素繊維などの無機繊維が好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
摺動部材
9日前
東ソー株式会社
ゴム組成物
3日前
東レ株式会社
多孔質構造体
1か月前
東レ株式会社
CPUソケット
1か月前
東ソー株式会社
加飾フィルム
18日前
ベック株式会社
硬化性組成物
2か月前
ベック株式会社
硬化性組成物
2か月前
AGC株式会社
組成物
3か月前
東レ株式会社
CPUソケット
1か月前
東ソー株式会社
加飾フィルム
18日前
東ソー株式会社
加飾フィルム
18日前
東レ株式会社
ポリエステルフィルム
3か月前
東ソー株式会社
ハロゲン含有ポリマー
1か月前
東レ株式会社
ポリオレフィン微多孔膜
1か月前
三洋化成工業株式会社
徐放材用組成物
2か月前
ユニチカ株式会社
ポリアミック酸溶液
2か月前
東ソー株式会社
ゴム組成物及び加硫ゴム
1か月前
アイカ工業株式会社
ホットメルト組成物
2か月前
AGC株式会社
液状組成物
3か月前
アイカ工業株式会社
ホットメルト組成物
3か月前
東レ株式会社
光学用ポリエステルフィルム
3か月前
東レ株式会社
ポリエステル樹脂の製造方法
2か月前
日本製紙株式会社
樹脂組成物
1か月前
トヨタ自動車株式会社
樹脂溶解装置
3か月前
東レ株式会社
構造部材およびその製造方法
2か月前
東レ株式会社
ポリプロピレン系樹脂フィルム
19日前
東ソー株式会社
ポリオレフィン系樹脂組成物
2か月前
グンゼ株式会社
樹脂の回収方法
3か月前
住友精化株式会社
吸水性樹脂粒子の製造方法
1か月前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
9日前
三井化学ファイン株式会社
樹脂シート
2か月前
花王株式会社
複合粒子の製造方法
2か月前
東ソー株式会社
セルロース樹脂含有樹脂組成物
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
5日前
東ソー株式会社
クロロプレンラテックス組成物
9日前
ユニチカ株式会社
ポリ尿素およびその製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ