TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065338
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2025018351,2024513234
出願日
2025-02-06,2023-07-31
発明の名称
数値制御装置および数値制御方法
出願人
三菱電機株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G05B
19/4093 20060101AFI20250410BHJP(制御;調整)
要約
【課題】加工形状に関係なく加工不良を発生させずに、工作機械への負荷の低減が可能な振動切削を実現する数値制御装置を得ること。
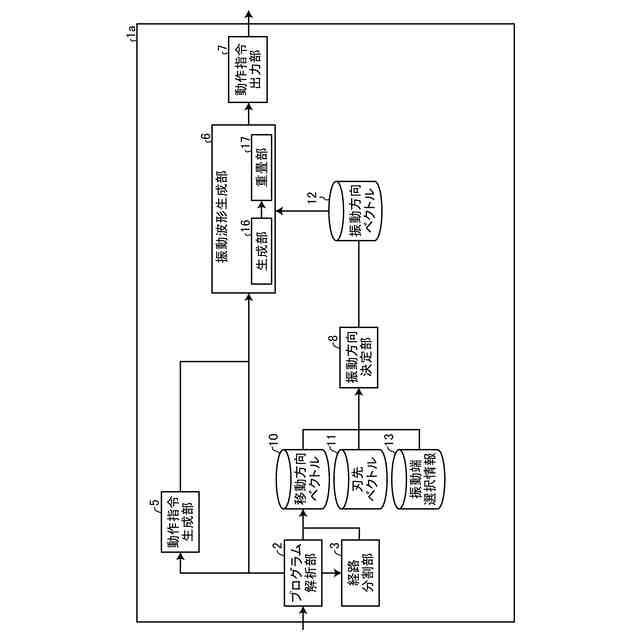
【解決手段】数値制御装置1aは、振動を付加する前の工具の移動方向を表す移動方向ベクトル10と、工具の刃先の向きを表す刃先ベクトル11と、振動を付加する前の工具の移動経路である指令位置を振動の上端とするか下端とするかを示す振動端選択情報13とに基づいて、ワークと工具との位置関係を判定し、判定の結果に基づいて振動切削の振動領域が指令位置から工具側の空間となるように、移動方向ベクトル10と異なる方向である振動方向を示す振動方向ベクトル12を決定する振動方向決定部8と、振動方向ベクトル12に基づき振動切削を行うための振動波形を生成する振動波形生成部6と、を備える。
【選択図】図22
特許請求の範囲
【請求項1】
工具を用いてワークの振動切削を行う数値制御装置であって、
振動を付加する前の前記工具の移動方向を表す移動方向ベクトルと、前記工具の刃先の向きを表す刃先ベクトルと、振動を付加する前の前記工具の移動経路である指令位置を振動の上端とするか下端とするかを示す振動端選択情報とに基づいて、前記ワークと前記工具との位置関係を判定し、前記判定の結果に基づいて振動切削の振動領域が前記指令位置から前記工具側の空間となるように、前記移動方向ベクトルと異なる方向である振動方向を示す振動方向ベクトルを決定する振動方向決定部と、
前記振動方向ベクトルに基づき振動切削を行うための振動波形を生成する振動波形生成部と、を備える
ことを特徴とする数値制御装置。
続きを表示(約 730 文字)
【請求項2】
前記移動経路を変曲点によって複数の移動経路に分割する経路分割部をさらに有し、
前記振動方向決定部は、分割された前記複数の移動経路の各々における前記移動方向ベクトルに基づいて、複数の移動経路の各々に対応する前記振動方向ベクトルを決定する
ことを特徴とする請求項1に記載の数値制御装置。
【請求項3】
振動波形の切替信号を通知する切替通知部をさらに有し、
前記振動波形生成部は、前記切替通知部から通知された前記切替信号に基づき波形切替動作を実行して前記振動波形を生成する
ことを特徴とする請求項1または2に記載の数値制御装置。
【請求項4】
前記切替通知部は、前記移動経路に含まれる軸の位置または速度が、閾値に到達すると、前記切替信号を通知する
ことを特徴とする請求項3に記載の数値制御装置。
【請求項5】
工具を用いてワークの振動切削を行う数値制御方法であって、
振動を付加する前の前記工具の移動方向を表す移動方向ベクトルと、前記工具の刃先の向きを表す刃先ベクトルと、振動を付加する前の前記工具の移動経路である指令位置を振動の上端とするか下端とするかを示す振動端選択情報とに基づいて、前記ワークと前記工具との位置関係を判定し、前記判定の結果に基づいて振動切削の振動領域が前記指令位置から前記工具側の空間となるように、前記移動方向ベクトルと異なる方向である振動方向を示す振動方向ベクトルを決定するステップと、
前記振動方向ベクトルに基づき振動切削を行うための振動波形を生成するステップと、を含む
ことを特徴とする数値制御方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工作機械の制御装置である数値制御装置および数値制御方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
切削加工において、切削工具とワークとを加工方向に相対的に振動させることによって切屑を細かく分断する振動切削機能が知られている。振動切削機能を用いた加工中は、加工方向と同じ方向へ向かう前進動作と、加工方向とは逆方向へ向かう後退動作とを交互に繰り返しながら切削加工を行う。前進動作時の切削工具とワークとの間の相対的な移動速度である相対移動速度は、振動切削を行わない通常の加工である非振動加工の際の相対移動速度と比べて高いため、後退動作を行っても、前進と後退とを合計した平均の相対移動速度を非振動加工の際の相対移動速度と同等にすることが可能であり、これによって加工時間、すなわち生産性を変えることなく振動切削を適用することができる。
【0003】
振動切削では上述のように、高い相対移動速度で前進動作と後退動作とを反復するため、工作機械を加振することとなる。そこで、特許文献1では、工作機械への負荷を低減するため、工具の切込み角に基づいて切屑の細断に必要な揺動振幅を算出し、算出した揺動振幅に応じて揺動方向を決定し、加工方向とは異なる方向へ振動させている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2022/269751号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の技術では、機械への負荷を低減するために加工方向とは異なる方向へ振動させると、下り坂のテーパ形状あるいは曲線形状において、ワークへの削り込みが回避できないという課題がある。削り込みとは、所望の形状に対してワークを過剰に切り込んでしまうことを指す。削り込みが発生すると、加工不良が発生し、再加工、ワークの廃棄が発生するなどの問題がある。
【0006】
本開示は、上記に鑑みてなされたものであって、加工形状に関係なく加工不良を発生させずに、工作機械への負荷の低減が可能な振動切削を実現する数値制御装置を得ることを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本開示の数値制御装置は、工具を用いてワークの振動切削を行う。数値制御装置は、振動を付加する前の工具の移動方向を表す移動方向ベクトルと、工具の刃先の向きを表す刃先ベクトルと、振動を付加する前の工具の移動経路である指令位置を振動の上端とするか下端とするかを示す振動端選択情報とに基づいて、ワークと工具との位置関係を判定し、判定の結果に基づいて振動切削の振動領域が指令位置から工具側の空間となるように、移動方向ベクトルと異なる方向である振動方向を示す振動方向ベクトルを決定する振動方向決定部と、振動方向ベクトルに基づき振動切削を行うための振動波形を生成する振動波形生成部と、を備える。
【発明の効果】
【0008】
本開示の数値制御装置によれば、加工形状に関係なく加工不良を発生させずに、工作機械への負荷の低減が可能な振動切削を実現する、という効果を奏する。
【図面の簡単な説明】
【0009】
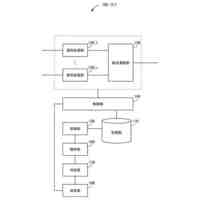
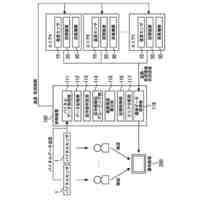
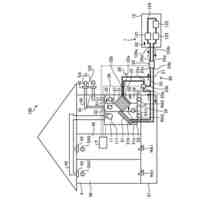
実施の形態1にかかる数値制御装置の構成を示すブロック図
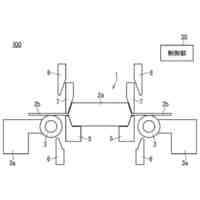
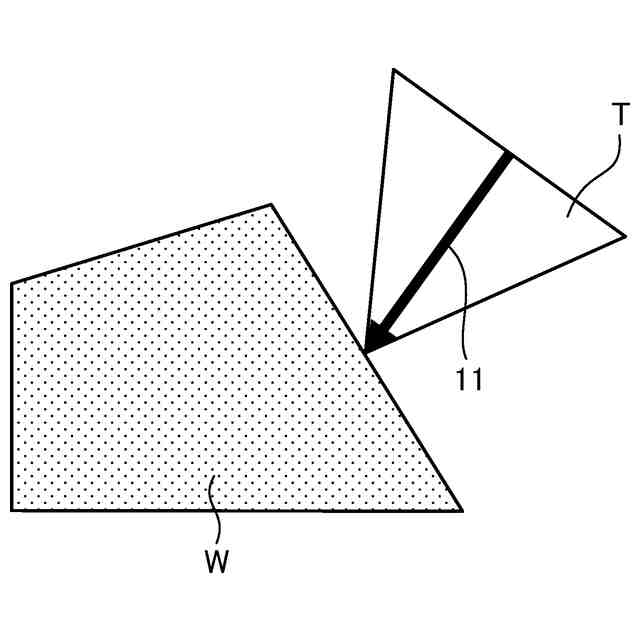
実施の形態1にかかる数値制御装置で用いられる刃先ベクトルとワークとの位置関係を示す図
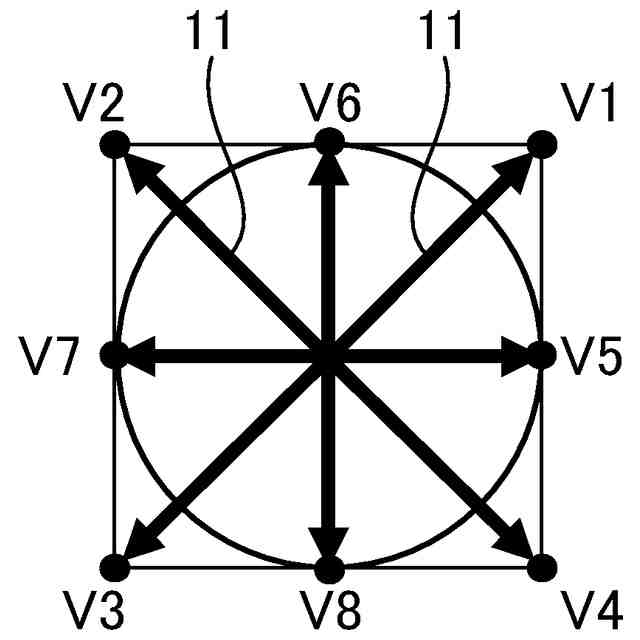
実施の形態1にかかる数値制御装置で用いられる刃先ベクトルの一例を示す図
実施の形態1にかかる数値制御装置で用いられる変曲点の導出方法の説明図
実施の形態1にかかる数値制御装置で用いられる変曲点の他の導出方法の説明図
実施の形態1にかかる数値制御装置で用いられる変曲点の他の導出方法の説明図
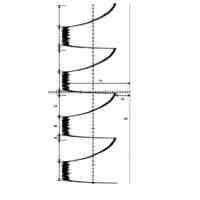
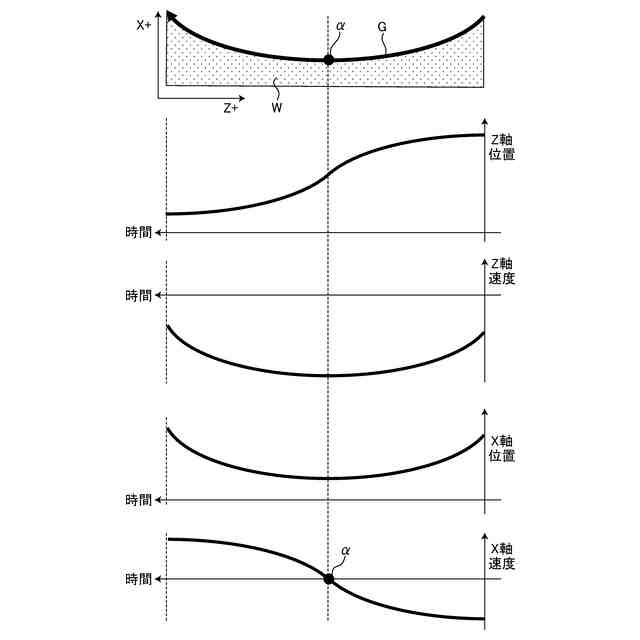
実施の形態1にかかる数値制御装置の振動波形生成部の動作を説明するためのタイムチャート
実施の形態1にかかる数値制御装置の振動波形生成部の動作を説明するための他のタイムチャート
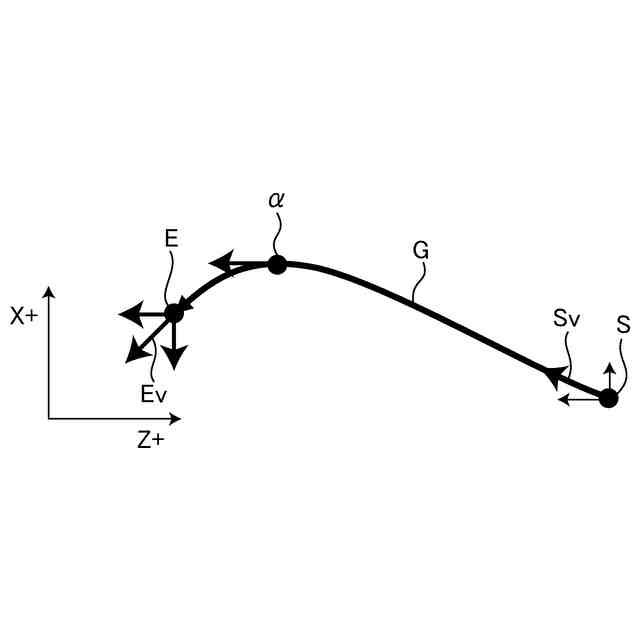
実施の形態1にかかる数値制御装置において、移動方向と振動方向との関係を示す図
実施の形態1にかかる数値制御装置において、移動方向と振動方向との関係を示す図
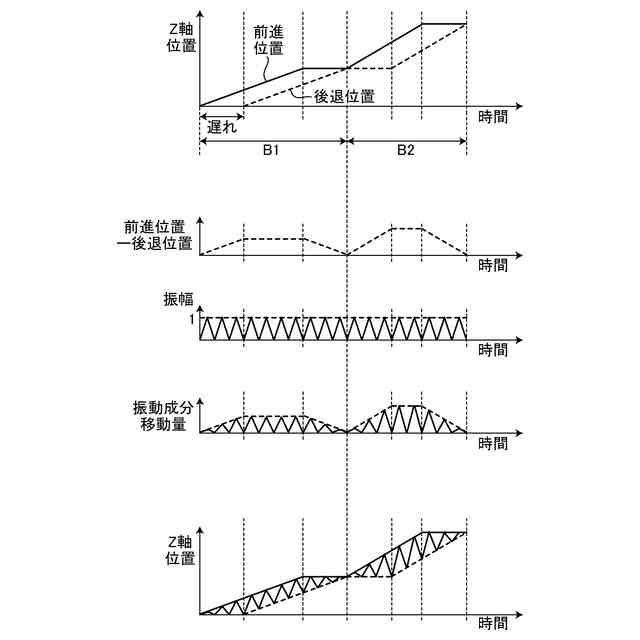
実施の形態1にかかる数値制御装置の振動波形生成部の動作を説明するための他のタイムチャート
実施の形態1にかかる数値制御装置の振動波形生成部の動作を説明するための他のタイムチャート
実施の形態1にかかる数値制御装置において、上端を選択した場合の振動振幅を示す図
実施の形態1にかかる数値制御装置において、下端を選択した場合の振動振幅を示す図
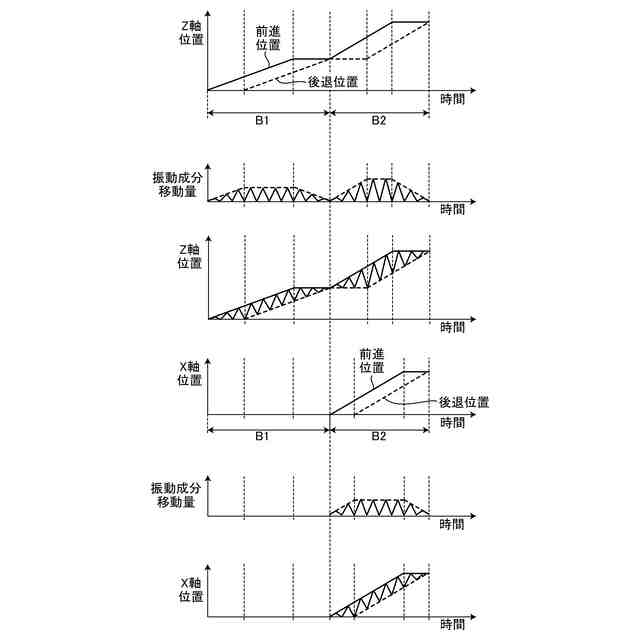
実施の形態1にかかる数値制御装置において、他の振動波形の計算手順を説明するためのタイムチャート
実施の形態1にかかる数値制御装置の振動端決定部の動作を説明するための図
実施の形態1にかかる数値制御装置の振動端決定部の動作を説明するための他の図
実施の形態1にかかる数値制御装置において、工具とワークとの位置関係を示す図
実施の形態1にかかる数値制御装置において、工具とワークとの他の位置関係を示す図
実施の形態1にかかる数値制御装置において、X軸の移動方向と、Z軸の移動方向と、振動方向と、振動領域の位置との対応関係を示す図
実施の形態1にかかる数値制御装置の経路分割部の動作を説明するための図
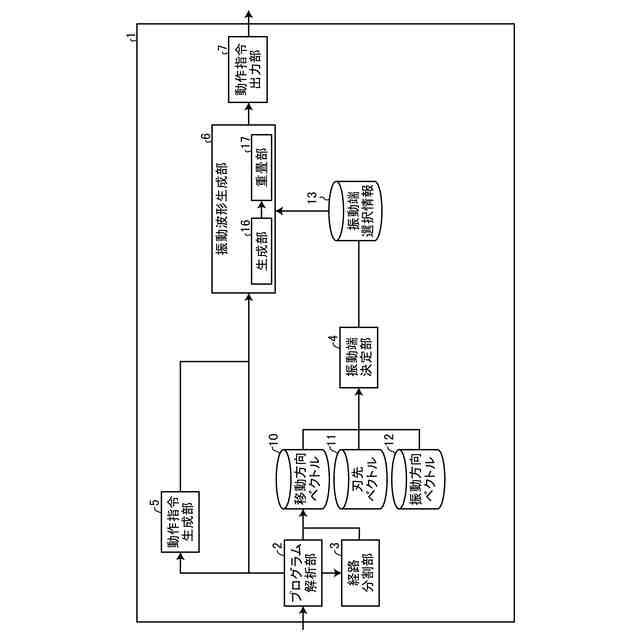
実施の形態2にかかる数値制御装置の構成を示すブロック図
実施の形態2にかかる数値制御装置において、振動方向ベクトルの決定方法を説明するための図
実施の形態3にかかる数値制御装置の構成を示すブロック図
実施の形態3にかかる数値制御装置の切替通知部で使用される波形切替領域を説明するための図
実施の形態3にかかる数値制御装置の切替通知部で使用される波形切替領域を説明するための他の図
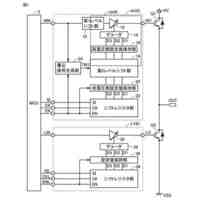
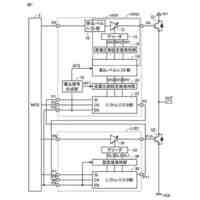
実施の形態1~実施の形態3の数値制御装置のハードウェア構成例を示す図
【発明を実施するための形態】
【0010】
以下に、実施の形態にかかる数値制御装置および数値制御方法を図面に基づいて詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
冷蔵庫
1か月前
三菱電機株式会社
送風機
8日前
三菱電機株式会社
電子機器
1日前
三菱電機株式会社
発光装置
16日前
三菱電機株式会社
放電装置
16日前
三菱電機株式会社
照明器具
9日前
三菱電機株式会社
半導体装置
24日前
三菱電機株式会社
半導体装置
17日前
三菱電機株式会社
光通信装置
16日前
三菱電機株式会社
半導体装置
23日前
三菱電機株式会社
加熱調理器
10日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
半導体装置
17日前
三菱電機株式会社
ラッチ機構
1か月前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
空調システム
8日前
三菱電機株式会社
半導体製造装置
26日前
三菱電機株式会社
半導体製造装置
1か月前
三菱電機株式会社
換気空調システム
1か月前
三菱電機株式会社
換気空調システム
1か月前
三菱電機株式会社
換気空調システム
1か月前
三菱電機株式会社
冷凍サイクル装置
1か月前
三菱電機株式会社
半導体モジュール
1か月前
三菱電機株式会社
半導体モジュール
23日前
三菱電機株式会社
保護リレーシステム
23日前
三菱電機株式会社
手持ち式電気掃除機
9日前
三菱電機株式会社
モータ及び送風装置
8日前
三菱電機株式会社
アレーアンテナ装置
9日前
三菱電機株式会社
水位変化検出システム
12日前
三菱電機株式会社
移載装置及び吸着方法
1か月前
三菱電機株式会社
室外機及び空気調和装置
1か月前
三菱電機株式会社
トルク締め個所検出システム
1か月前
三菱電機株式会社
半導体チップ及び半導体装置
1か月前
三菱電機株式会社
拡管工具および管の拡管方法
23日前
三菱電機株式会社
空気調和機および空調システム
1日前
三菱電機株式会社
送風システム及び空調システム
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ