TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025053843
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023162911
出願日
2023-09-26
発明の名称
Cu-[Ni,Co]-Si系銅合金板材、通電部品、および放熱部品
出願人
DOWAメタルテック株式会社
代理人
個人
主分類
C22C
9/06 20060101AFI20250331BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】Cu-[Ni,Co]-Si系銅合金において、良好な曲げ加工性を維持しながらプレス打抜き性を改善する技術であって、汎用性の高い中庸強度レベルの板材を得ることができる技術を提供する。
【解決手段】質量%で、NiとCoの合計:1.00~3.60%、Si:0.20~2.00%、S:0.005~0.10%、Ag:0~1.00%、Al:0~3.00%、B:0~0.50%、Cr:0~1.00%、Fe:0~3.00%、Mg:0~1.50%、Mn:0~1.50%、P:0~0.50%、Sn:0~3.00%、Ti:0~1.00%、Zn:0~3.00%、Zr:0~1.00%、残部が実質的にCuからなり、長径2.0μm以上5.0μm未満のS含有相粒子の個数密度が50個/mm
2
以上であり、長径5.0μm以上のS含有相粒子の個数密度が50個/mm
2
以下である銅合金板材。
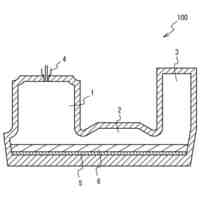
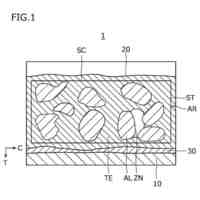
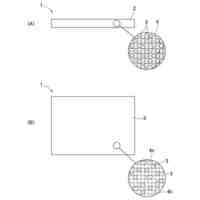
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、NiとCoの合計:1.00~3.60%、Si:0.20~2.00%、S:0.005~0.10%、Ag:0~1.00%、Al:0~3.00%、B:0~0.50%、Cr:0~1.00%、Fe:0~3.00%、Mg:0~1.50%、Mn:0~1.50%、P:0~0.50%、Sn:0~3.00%、Ti:0~1.00%、Zn:0~3.00%、Zr:0~1.00%、残部Cuおよび不可避的不純物からなる化学組成を有し、長径2.0μm以上5.0μm未満のS含有相粒子の個数密度が50個/mm
2
以上であり、長径5.0μm以上のS含有相粒子の個数密度が50個/mm
2
以下である銅合金板材。
続きを表示(約 570 文字)
【請求項2】
Ag、Al、B、Cr、Fe、Mg、Mn、P、Sn、Ti、Zn、Zrの合計含有量が4.00質量%以下である、請求項1に記載の銅合金板材。
【請求項3】
Ni含有量が0.80~3.50質量%である、請求項1に記載の銅合金板材。
【請求項4】
圧延方向の引張強さが500MPa以上900MPa未満である、請求項1に記載の銅合金板材。
【請求項5】
導電率が40%IACS以上である、請求項1に記載の銅合金板材。
【請求項6】
日本伸銅協会技術標準JCBA T307:2007に準拠したB.W.での90°W曲げ試験による、割れが発生しない最小曲げ半径MBRと板厚tとの比MBR/tが2.5以下である、請求項1に記載の銅合金板材。
【請求項7】
長手方向が圧延直角方向である試験片による片持ち共振法での両振り疲労試験において、負荷応力300MPaにおける疲労限界が10
6
サイクル以上である、請求項1に記載の銅合金板材。
【請求項8】
請求項1~7のいずれか1項に記載の銅合金板材を材料に用いた通電部品。
【請求項9】
請求項1~7のいずれか1項に記載の銅合金板材を材料に用いた放熱部品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス打抜き性および曲げ加工性を改善したCu-[Ni,Co]-Si系銅合金板材、および前記Cu-[Ni,Co]-Si系銅合金板材を材料に用いた通電部品や放熱部品に関する。ここで、Cu-[Ni,Co]-Si系銅合金とは、Cu-Ni-Si系銅合金、Cu-Co-Si系銅合金およびCu-Ni-Co-Si系銅合金の総称である。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
Cu-[Ni,Co]-Si系銅合金は、銅合金の中でも強度と導電性のバランスが比較的良好であり、コネクタ、リードフレームなどの通電部品や、電子機器の放熱部品等に有用である。銅合金の板材を通電部品や放熱部品に加工する際には、プレス打抜きおよび曲げ加工の工程を経るのが一般的である。これまで、Cu-[Ni,Co]-Si系銅合金のプレス打抜き性や曲げ加工性を改善する手法に関しては種々の検討が行われてきた。
【0003】
特許文献1には、Cu-[Ni,Co]-Si系銅合金において、集合組織を適正化することにより強度と曲げ加工性を改善する技術が開示されている。Sを添加した材料は示されておらず、プレス打抜き性の改善に関する特段の教示はない。
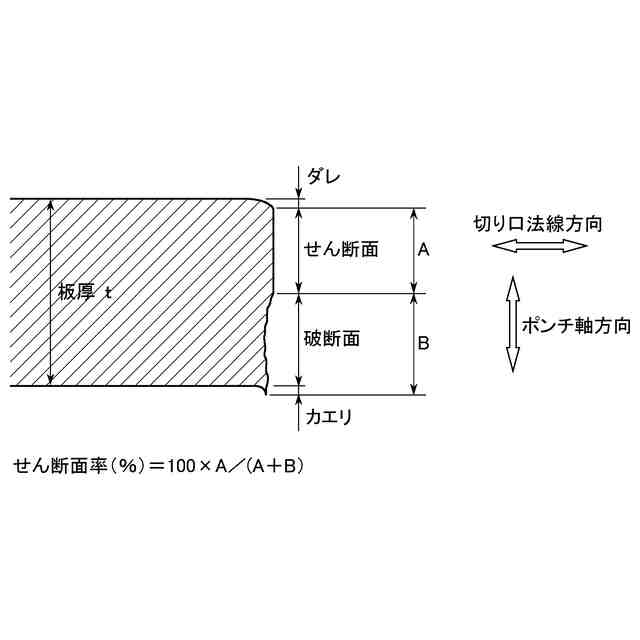
特許文献2には、Cu-[Ni,Co]-Si系銅合金において、板表層部付近の析出物の個数密度を中央部よりも多くすることによってプレス打抜き性を改善する技術が開示されている。この文献では、切断面に生じるダレとカエリの少ないものをプレス打抜き性が良好であると評価している(段落0091)。Sを添加した材料は示されていない。
特許文献3には、Cu-[Ni,Co]-Si系銅合金において、溶体化処理の冷却速度を制御することにより強度と曲げ加工性を改善する技術が開示されている。Sを添加した材料は示されておらず、プレス打抜き性の改善に関する特段の教示はない。
【0004】
特許文献4には、Cu-[Ni,Co]-Si系銅合金において、3段階の時効処理を行う工程を利用して析出物のサイズ・個数密度を適正化することにより、はんだ濡れ性とばね特性を向上させる技術が開示されている。Sを添加した材料は示されておらず、プレス打抜き性や曲げ加工性の改善に関する特段の教示はない。
特許文献5には、Cu-[Ni,Co]-Si系銅合金において、Sを添加しMg-S系粒子の個数密度を制御することにより強度とプレス打抜き性を向上させる技術が開示されている。曲げ加工性の改善に関する特段の教示はない。
特許文献6には、Cu-[Ni,Co]-Si系銅合金において、結晶粒径および予備焼鈍前後の軟化度を適正化することにより曲げ加工性、応力緩和特性を改善する技術が開示されている。Sを添加した材料は示されておらず、プレス打抜き性の改善に関する特段の教示はない。
【先行技術文献】
【特許文献】
【0005】
特開2011-117034公報
特開2012-224922号公報
特開2015-187308号公報
特開2011-214088号公報
特開2021-134376号公報
特開2013-95977号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
最近では部品の小型化、狭ピッチ化、大量生産が進んでおり、曲げ加工等に使用される金型の摩耗の抑制に関する重要性が増している。特許文献5の技術によれば、Cu-[Ni,Co]-Si系銅合金において、Mg-S系の介在物が分散した組織状態とすることによって高強度化とプレス打抜き性の顕著な改善が可能となった。すなわち、Sの添加はプレス打抜き性の向上に極めて有効であることが示された。しかしながら、Sの添加によってプレス打抜き性の改善を図ると曲げ加工性が低下する場合があり、更なる改善が望まれていた。また、特許文献5の技術では強度レベルが非常に高くなるが、そのような高強度を必要としない通電部品や放熱部品等の用途も多い。過剰な高強度化は部品の製造負荷を増加させ、要求特性と製造コストとの適正なバランスを欠く要因となる。
【0007】
本発明は、Cu-[Ni,Co]-Si系銅合金において、S添加の手法を利用して良好な曲げ加工性を維持しながらプレス打抜き性を改善する技術であって、汎用性の高い中庸強度レベル(圧延方向の引張強さ500MPa以上900MPa未満)の板材を得ることができる技術の提供を目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため本明細書では以下の発明を開示する。
【0009】
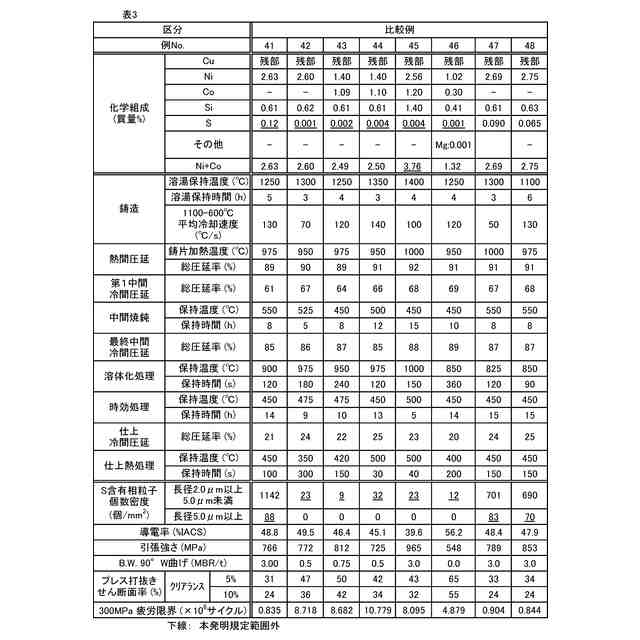
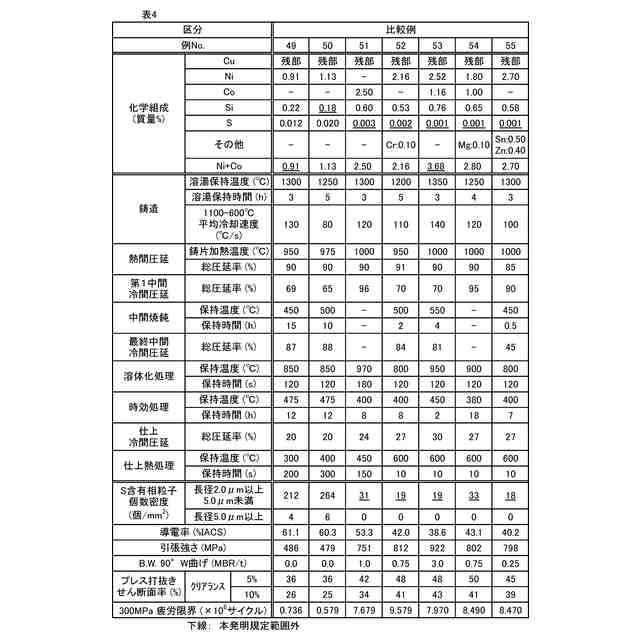
[1]質量%で、NiとCoの合計:1.00~3.60%、Si:0.20~2.00%、S:0.005~0.10%、Ag:0~1.00%、Al:0~3.00%、B:0~0.50%、Cr:0~1.00%、Fe:0~3.00%、Mg:0~1.50%、Mn:0~1.50%、P:0~0.50%、Sn:0~3.00%、Ti:0~1.00%、Zn:0~3.00%、Zr:0~1.00%、残部Cuおよび不可避的不純物からなる化学組成を有し、長径2.0μm以上5.0μm未満のS含有相粒子の個数密度が50個/mm
2
以上であり、長径5.0μm以上のS含有相粒子の個数密度が50個/mm
2
以下である銅合金板材。
[2]Ag、Al、B、Cr、Fe、Mg、Mn、P、Sn、Ti、Zn、Zrの合計含有量が4.00質量%以下である、上記[1]に記載の銅合金板材。
[3]Ni含有量が0.80~3.50質量%である、上記[1]または[2]に記載の銅合金板材。
[4]圧延方向の引張強さが500MPa以上900MPa未満である、上記[1]~[3]のいずれかに記載の銅合金板材。
[5]導電率が40%IACS以上である、上記[1]~[4]のいずれかに記載の銅合金板材。
[6]日本伸銅協会技術標準JCBA T307:2007に準拠したB.W.での90°W曲げ試験による、割れが発生しない最小曲げ半径MBRと板厚tとの比MBR/tが2.5以下である、上記[1]~[5]のいずれかに記載の銅合金板材。
[7]長手方向が圧延直角方向である試験片による片持ち共振法での両振り疲労試験において、負荷応力300MPaにおける疲労限界が10
6
サイクル以上である、上記[1]~[6]のいずれかに記載の銅合金板材。
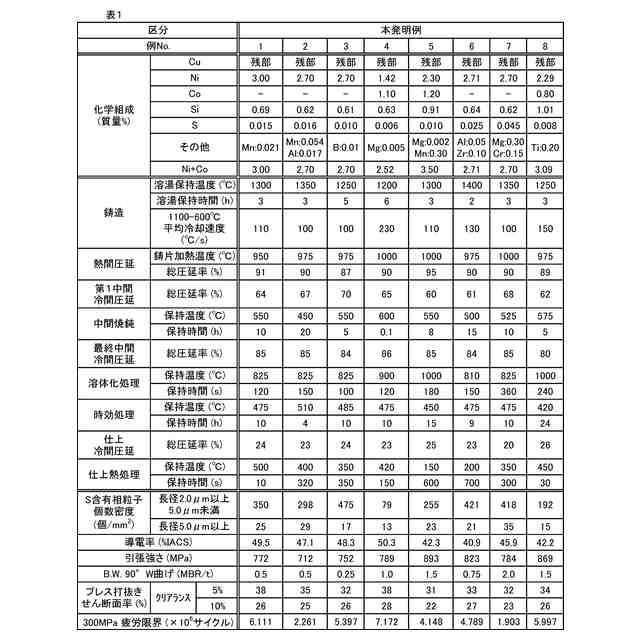
[8]上記[1]に記載の化学組成を有する1180~1420℃の銅合金溶湯を鋳型に注入して凝固させたのち1100℃から600℃までの平均冷却速度が65℃/s以上となる条件で冷却して鋳片を得る鋳造工程と、
前記鋳片を880~1100℃に加熱したのち、その鋳片に総圧延率85%以上の熱間圧延を施して熱延板を得る熱間圧延工程と、
前記熱延板に総圧延率60%以上の冷間圧延を施す第1中間冷間圧延工程と、
前記第1中間冷間圧延工程で得られた板材に430~620℃で0.1~20時間保持する熱処理を施す中間焼鈍工程と、
前記中間焼鈍工程で得られた板材に総圧延率75%以上の冷間圧延を施す最終中間冷間圧延工程と、
前記最終中間冷間圧延工程で得られた板材に800~1020℃で10~600秒保持する熱処理を施す溶体化処理工程と、
前記溶体化処理工程で得られた板材に400~550℃で1~24時間保持する熱処理を施す時効処理工程と、
前記時効処理工程で得られた板材に総圧延率10~80%の冷間圧延を施す仕上冷間圧延工程と、
前記仕上冷間圧延工程で得られた板材に140~500℃で5~3600秒保持する熱処理を施す仕上熱処理工程と、
を含む、上記[1]~[7]のいずれかに記載の銅合金板材の製造方法。
[9]前記鋳造工程で鋳型に注入する銅合金溶湯の化学組成において、Ag、Al、B、Cr、Fe、Mg、Mn、P、Sn、Ti、Zn、Zrの合計含有量が4.00質量%以下である、上記[8]に記載の銅合金板材の製造方法。
[10]前記鋳造工程で鋳型に注入する銅合金溶湯の化学組成において、Ni含有量が0.80~3.50質量%である、上記[8]または[9]に記載の銅合金板材の製造方法。
[11]上記[1]~[7]のいずれかに記載の銅合金板材を材料に用いた通電部品。
[12]上記[1]~[7]のいずれかに記載の銅合金板材を材料に用いた放熱部品。
【0010】
本明細書において、「板材」とはシート状の金属材料を意味する。薄いシート状の金属材料は「箔」と呼ばれることもあるが、そのような「箔」もここでいう「板材」に含まれる。コイル状に巻き取られた長尺のシート状金属材料も「板材」に含まれる。また、本明細書ではシート状の金属材料の厚さを「板厚」と呼んでいる。また、「板面」とは板材の板厚方向に垂直な表面を意味する。板面は「圧延面」と呼ばれることもある。
本明細書において、数値範囲を示す表記「n1~n2」は、「n1以上n2以下」であることを意味する。ここで、n1、n2は、n1<n2を満たす数値である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
焼結体
2か月前
個人
高強度せん断補強筋用の鋼材
27日前
宏幸株式会社
金属回収方法
26日前
ハイモ株式会社
水中金属の回収除去方法
3か月前
大同特殊鋼株式会社
鋼材及び金型
5か月前
JX金属株式会社
銅製錬の操業方法
3か月前
JX金属株式会社
銅製錬の操業方法
3か月前
株式会社クボタ
比重分離装置
1か月前
株式会社クボタ
比重分離装置
1か月前
国立大学法人東北大学
高耐食銅合金
2か月前
株式会社クボタ
比重分離装置
1か月前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼線
3か月前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
27日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
5か月前
日本製鉄株式会社
鋼材
2か月前
国立大学法人東北大学
腐食環境用銅合金
2か月前
三洋化成工業株式会社
重金属回収用イオン液体
6か月前
日本製鉄株式会社
ボルト
5か月前
住友金属鉱山株式会社
銅の製錬方法
4か月前
JFEスチール株式会社
浸炭鋼部品
1か月前
日本製鉄株式会社
継目無鋼管
6か月前
日本製鉄株式会社
継目無鋼管
6か月前
JFEスチール株式会社
肌焼鋼
4か月前
JFEスチール株式会社
肌焼鋼
4か月前
JFEスチール株式会社
肌焼鋼
4か月前
住友金属鉱山株式会社
オートクレーブ
5か月前
日本精線株式会社
銅合金
1か月前
日本製鉄株式会社
めっき鋼線
3か月前
MAアルミニウム株式会社
アルミニウム合金箔
5か月前
個人
複合材料および複合材料の製造方法
4か月前
NTN株式会社
転動部材
2か月前
NTN株式会社
転動部材
2か月前
住友金属鉱山株式会社
有価金属の製造方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ