TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025041312
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148515
出願日
2023-09-13
発明の名称
樹脂製品の製造方法及び樹脂製品の製造装置
出願人
株式会社デンソー
代理人
名古屋国際弁理士法人
主分類
B29C
64/188 20170101AFI20250318BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】熱溶解積層方式の三次元プリンタで製造される樹脂製品の強度を高めることができる技術を提供すること。
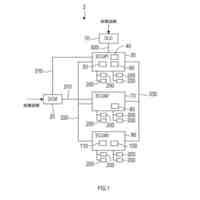
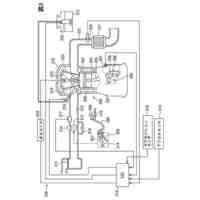
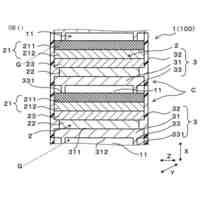
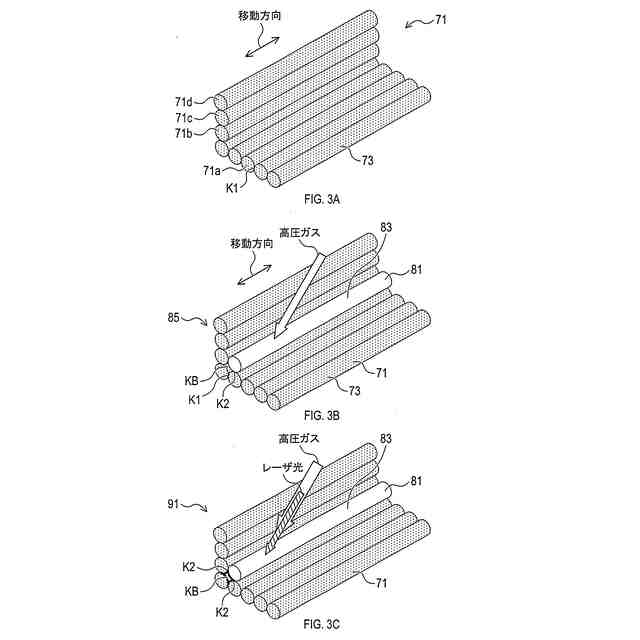
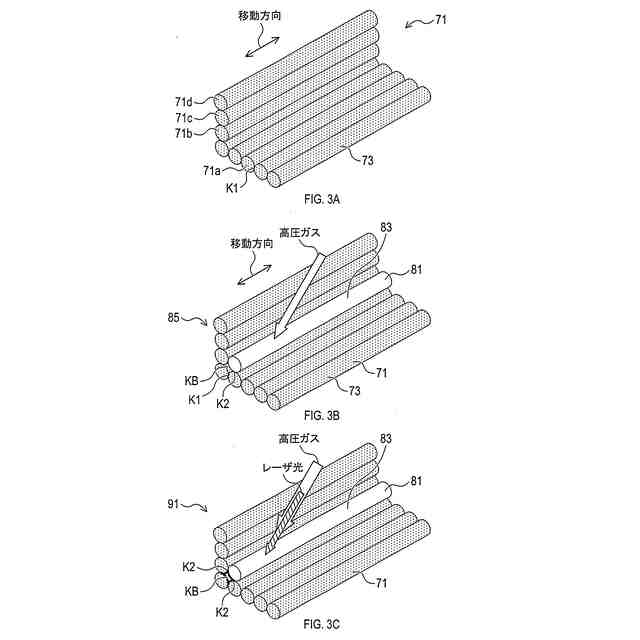
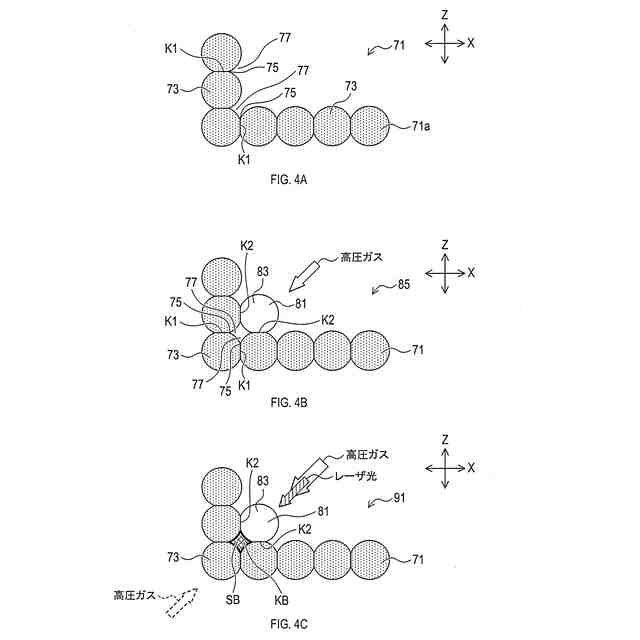
【解決手段】熱溶解積層方式の3Dプリンタ3を用いて樹脂製品を製造する製造方法では、3Dプリンタ3を用いて、レーザ光吸収性を有する第1樹脂を用いて第1成形体71を作製する。さらに、3Dプリンタ3を用いて、レーザ光透過性を有する第2樹脂を第1成形体71の表面に供給して、第1成形体71に積層するように第2成形体81を作製する。そして、レーザ光を、第2成形体81側から第1成形体71と第2成形体83との間の照射領域を通過して第1成形体71に至る経路に沿って照射して、第1成形体71と第2成形体81とを溶着させる。
【選択図】図3
特許請求の範囲
【請求項1】
造形ノズル(11)から溶融した樹脂を紐状に供給して成形体を作製する熱溶解積層方式の三次元プリンタ(3)を用いて、樹脂製品を製造する製造方法であって、
レーザ光吸収性を有する第1樹脂を用いて第1成形体(71)を作製し、
レーザ光透過性を有する第2樹脂を前記第1成形体の表面に供給して、前記第1成形体に積層するように第2成形体(81)を作製し、
レーザ光を、前記第2成形体側から前記第1成形体と前記第2成形体との間の照射領域を通過して前記第1成形体に至る経路に沿って照射して、前記第1成形体と前記第2成形体とを溶着させる、
樹脂製品の製造方法。
続きを表示(約 2,600 文字)
【請求項2】
請求項1に記載の樹脂製品の製造方法であって、
前記第2樹脂を前記第1成形体の表面に供給する場合に、当該供給した第2樹脂に対して、当該第2樹脂を前記第1成形体側に押圧するように、押圧用のガスを吹き付ける、
樹脂製品の製造方法。
【請求項3】
請求項1または請求項2に記載の樹脂製品の製造方法であって、
前記第1成形体と前記第2成形体とを溶着させる場合に、前記第2成形体の表面に対して当該第2成形体を前記第1成形体側に押圧するように、及び/又は、前記第1成形体の表面に対して当該第1成形体を前記第2成形体側に押圧するように、押圧用のガスを吹き付ける、
樹脂製品の製造方法。
【請求項4】
請求項1に記載の樹脂製品の製造方法であって、
前記第1成形体は、前記第1樹脂からなる複数の紐状の部分が当接した界面を有するとともに、前記界面の端部は前記第1成形体の表面に露出しており、
前記第2成形体を前記第1成形体に積層する場合には、前記第2樹脂を前記第1成形体の前記界面の端部を跨ぐ形状に供給し、
前記溶着を行う場合には、前記第1成形体の前記界面の端部を挟む範囲にて、前記第2成形体を前記第1成形体に溶着させる、
樹脂製品の製造方法。
【請求項5】
請求項1に記載の樹脂製品の製造方法であって、
前記第1成形体は、前記第1樹脂からなる複数の紐状の部分が当接した界面を有するとともに、前記界面の端部は前記第1成形体の表面に露出しており、
前記第2成形体を前記第1成形体に積層する場合には、前記第2樹脂を前記第1成形体の前記界面の端部に沿って当該界面の端部を覆う形状に供給し、
前記溶着を行う場合には、前記第1成形体の前記界面の端部を挟む範囲にて、前記第2成形体を前記第1成形体に溶着させる、
樹脂製品の製造方法。
【請求項6】
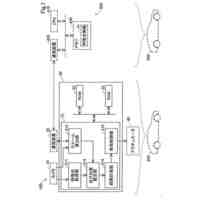
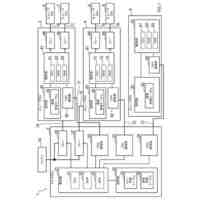
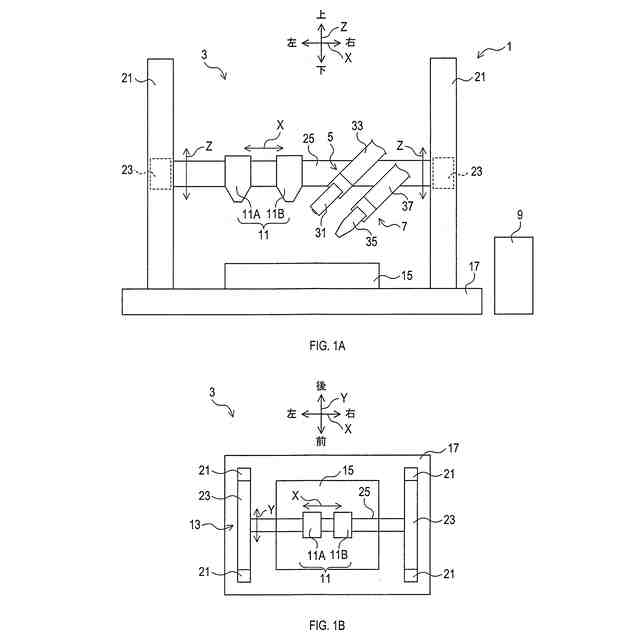
造形ノズル(11)から溶融した樹脂を紐状に供給して成形体を作製する熱溶解積層方式の三次元プリンタ(3)を用いて、樹脂製品を製造する製造装置(1)であって、
前記三次元プリンタは、
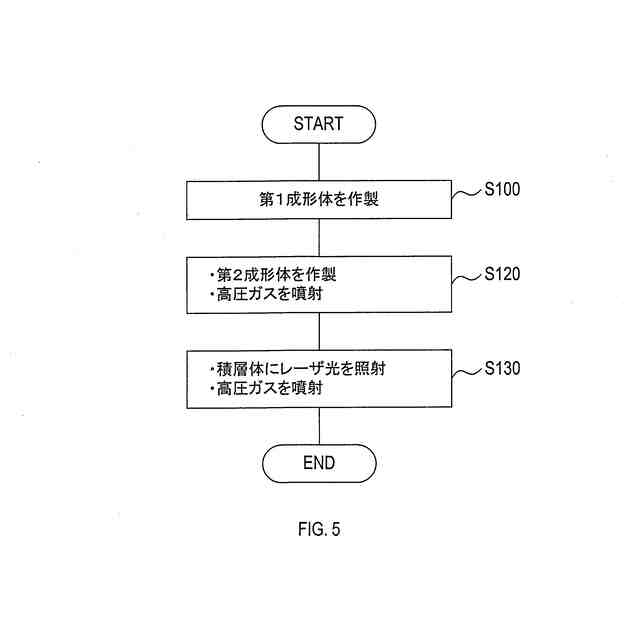
前記造形ノズル(11A)の動作を制御して、レーザ光吸収性を有する第1樹脂を供給して第1成形体(71)を作製するように構成された成形制御部(S100)と、
前記造形ノズル(11B)の動作を制御して、レーザ光透過性を有する第2樹脂を前記第1成形体の表面に供給して、前記第1成形体に積層する第2成形体(81)を作製するように構成された積層制御部(S110)と、
を備え、
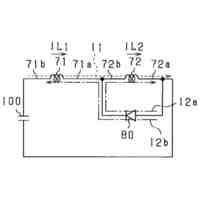
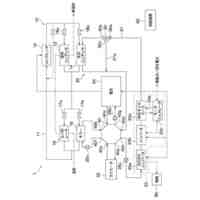
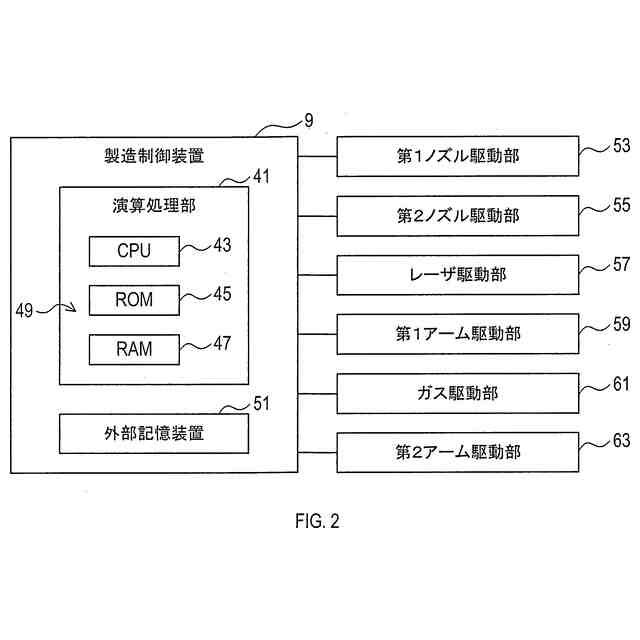
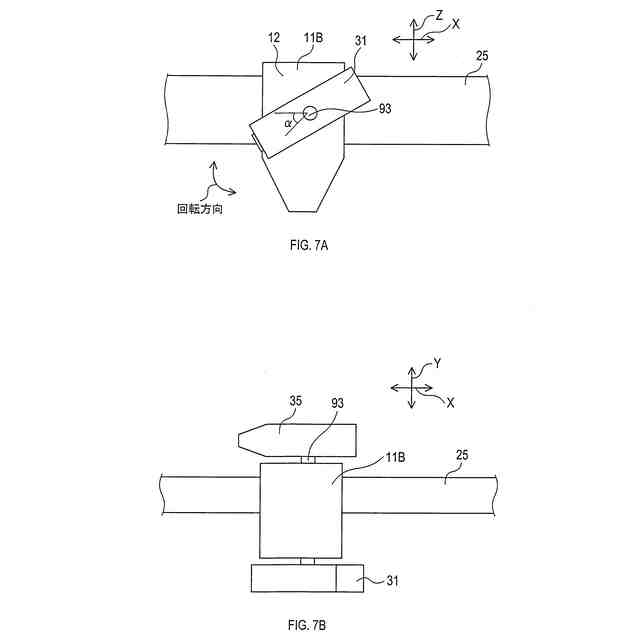
前記製造装置は、レーザ光を照射するレーザ照射部(31)を有するレーザ装置(5)を備え、
前記レーザ装置は、
前記レーザ照射部の動作を制御して、前記レーザ光を、前記第2成形体側から前記第1成形体と前記第2成形体との間の照射領域を通過して前記第1成形体に至る経路に沿って照射して、前記第1成形体と前記第2成形体とを溶着させるよう構成されたレーザ制御部(S120)を備えた、
樹脂製品の製造装置。
【請求項7】
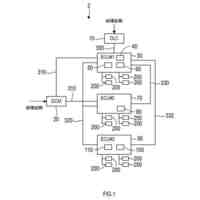
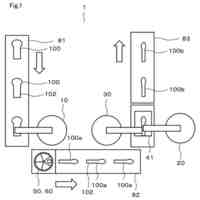
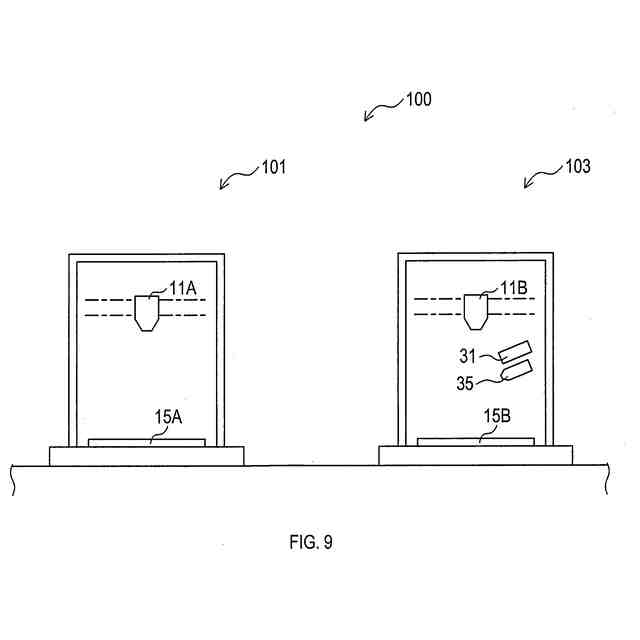
造形ノズル(11)から溶融した樹脂を紐状に供給して成形体を作製する熱溶解積層方式の三次元プリンタを用いて、樹脂製品を製造する製造装置(100)であって、
前記三次元プリンタとして、
前記造形ノズル(11A)の動作を制御して、レーザ光吸収性を有する第1樹脂を供給して第1成形体(71)を作製するように構成された成形制御部(S100)を備えた、成形装置(101)と、
前記造形ノズル(11B)の動作を制御して、レーザ光透過性を有する第2樹脂を前記第1成形体の表面に供給して、前記第1成形体に積層する第2成形体(81)を作製するように構成された積層制御部(S110)を備えた、積層装置(103)と、
を備え、
前記積層装置は、レーザ光を照射するレーザ照射部(31)を有するレーザ装置(5)を備え、
前記レーザ装置は、
前記レーザ照射部の動作を制御して、前記レーザ光を、前記第2成形体側から前記第1成形体と前記第2成形体との間の照射領域を通過して前記第1成形体に至る経路に沿って照射して、前記第1成形体と前記第2成形体とを溶着させるように構成されたレーザ制御部(S120)を備えた、
樹脂製品の製造装置。
【請求項8】
請求項6または請求項7に記載の樹脂製品の製造装置であって、
前記第2樹脂を前記第1成形体の表面に供給する場合に用いられる装置であって、当該供給した前記第2樹脂に対して、当該第2樹脂を前記第1成形体側に押圧するように、押圧用のガスを吹き付けるガス装置(7)を備えた、
樹脂製品の製造装置。
【請求項9】
請求項6または請求項7に記載の樹脂製品の製造装置であって、
前記第1成形体と前記第2成形体とを溶着させる場合に用いられる装置であって、前記第2成形体の表面に対して前記第2成形体を前記第1成形体側に押圧するように、及び/又は、前記第1成形体の表面に対して前記第1成形体を前記第2成形体側に押圧するように、押圧用のガスを吹き付けるガス装置を備えた、
樹脂製品の製造装置。
【請求項10】
請求項6または請求項7に記載の樹脂製品の製造装置であって、
前記第1成形体は、前記第1樹脂からなる複数の紐状の部分が当接した界面を有するとともに、前記界面の端部は前記第1成形体の表面に露出しており、
前記積層制御部は、
前記第2成形体を前記第1成形体に積層する場合に、前記造形ノズルの動作を制御して、前記第2樹脂を前記第1成形体の前記界面の端部を跨ぐ形状に供給するように構成され、
前記レーザ制御部は、
前記レーザ照射部の動作を制御して、前記第1成形体の前記界面の端部を挟む範囲にて、前記第2成形体を前記第1成形体に溶着させるように構成された、
樹脂製品の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元プリンタを用いて樹脂製品を製造する技術に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、熱溶解積層方式(即ち、FMD方式)の三次元プリンタ(即ち、3Dプリンタ)によって、立体形状の樹脂製品を製造する技術が知られている(例えば、特許文献1参照)。
【0003】
具体的には、樹脂製品の材料である樹脂を高温で溶融させ、溶融した樹脂を造形ノズルから紐状に出力し、その紐状の部分を積層して立体形状に成形して樹脂製品を製造している。
【先行技術文献】
【特許文献】
【0004】
特開2018-62128号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、発明者の詳細な検討の結果、従来の技術について、下記のような課題が見出された。
上述のように、FMD方式の3Dプリンタを用いて、樹脂を紐状(例えば、円柱状)に供給し積層して立体形状に成形する場合には、積層される紐状の部分が接触する界面(即ち、接合する部分)が少ない。そのため、界面における強度が低くなり、結果として、樹脂製品の強度が低下するという問題がある。
【0006】
また、樹脂を紐状に積層する場合には、下層の紐状の部分の状態(例えば、固化の程度)が一定ではないため、紐状部分の接着の状態が一定ではなく、その点からも、界面における強度、従って、樹脂製品の強度が十分でないことがあった。
【0007】
本開示の一局面は、熱溶解積層方式の三次元プリンタで製造される樹脂製品の強度を高めることができる技術を提供することを目的としている。
【課題を解決するための手段】
【0008】
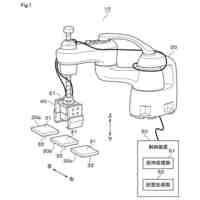
a)本開示の一態様は、造形ノズル(11)から溶融した樹脂を紐状に供給して成形体を作製する熱溶解積層方式の三次元プリンタ(3)を用いて、樹脂製品を製造する製造方法に関する。
【0009】
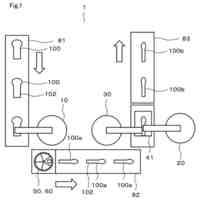
この樹脂製品の製造方法では、レーザ光吸収性を有する第1樹脂を用いて第1成形体(71)を作製し、レーザ光透過性を有する第2樹脂を前記第1成形体の表面に供給して、前記第1成形体に積層するように第2成形体(81)を作製する。そして、レーザ光を、前記第2成形体側から前記第1成形体と前記第2成形体との間の照射領域を通過して前記第1成形体に至る経路に沿って照射して、前記第1成形体と前記第2成形体とを溶着させる。
【0010】
このような構成により、熱溶解積層方式の三次元プリンタで製造される樹脂製品の強度を高めることができる。
つまり、本開示では、レーザ光を、第2成形体側から第1成形体と第2成形体との間の照射領域を通過して第1成形体に至る経路に沿って照射することにより、第1成形体を効果的に加熱することができる。これにより、主として第1成形体の表面を溶融させることができる。さらに、第1成形体には第2成形体が積層されているので、加熱された第1成形体の熱が第2成形体に伝達される。これにより、第2成形体の表面を加熱することができるので、第2成形体の表面も溶融させることができる。このように、第1成形体と第2成形体とが溶融することにより、第1成形体と第2成形体とを溶着させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
回転電機
今日
株式会社デンソー
通信システム
今日
株式会社デンソー
通信システム
1日前
株式会社デンソーウェーブ
タグ通信装置
今日
株式会社デンソー
通信システム
今日
株式会社デンソーウェーブ
ロボットシステム
1日前
株式会社デンソー
自己位置推定装置
2日前
株式会社デンソー
路面摩擦推定装置
今日
株式会社デンソーウェーブ
歪ゲージの取付方法
今日
株式会社デンソーウェーブ
移動体追跡システム
2日前
株式会社デンソートリム
エンジン電子制御装置
今日
株式会社デンソー
シャント式電流センサ
1日前
株式会社SOKEN
導波管
5日前
株式会社デンソーテン
充電制御装置、充電制御方法
1日前
株式会社SOKEN
伝送装置
今日
株式会社SOKEN
温調装置
今日
株式会社デンソーウェーブ
ロボットシステム、及び分割器
1日前
株式会社デンソー
通信システムおよび給電切替装置
今日
株式会社デンソーウェーブ
段積みシステムおよび段積み方法
1日前
株式会社デンソーウェーブ
ロボットへの振動工具の取付装置
1日前
株式会社デンソーテン
漏電検出装置および漏電検出方法
1日前
株式会社デンソー
スイッチング素子とその製造方法
今日
株式会社デンソーテン
音響処理装置および音響処理方法
2日前
株式会社SOKEN
生体検出装置
2日前
株式会社SOKEN
物体検知装置
5日前
株式会社デンソーウェーブ
ロボットシステム、及び折り畳み方法
2日前
株式会社デンソー
リニアモータ及びリニアモータシステム
1日前
株式会社デンソー
電気化学セルスタック及びガス吸着装置
今日
株式会社デンソー
通信システム、電子制御装置および管理装置
今日
株式会社デンソー
シャント式電流センサ向けシャント抵抗値測定回路
1日前
株式会社デンソーウェーブ
チャットシステム及びチャットシステムの制御方法
1日前
株式会社デンソー
半導体装置、および、パワーコントロールユニット
1日前
株式会社デンソーウェーブ
二次元コードを利用した位置決め方法、位置決め装置
2日前
株式会社デンソー
レーダ装置、レーダ制御方法、レーダ制御プログラム
2日前
株式会社デンソーウェーブ
位置補正装置、位置補正方法、位置補正用のマーカー
1日前
株式会社デンソー
トルクベクタリング装置および車両走行制御システム
2日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ