TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040785
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147807
出願日
2023-09-12
発明の名称
蓄電デバイス及び蓄電デバイスの製造方法
出願人
プライムプラネットエナジー&ソリューションズ株式会社
,
トヨタ自動車株式会社
,
トヨタバッテリー株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
H01M
50/188 20210101AFI20250317BHJP(基本的電気素子)
要約
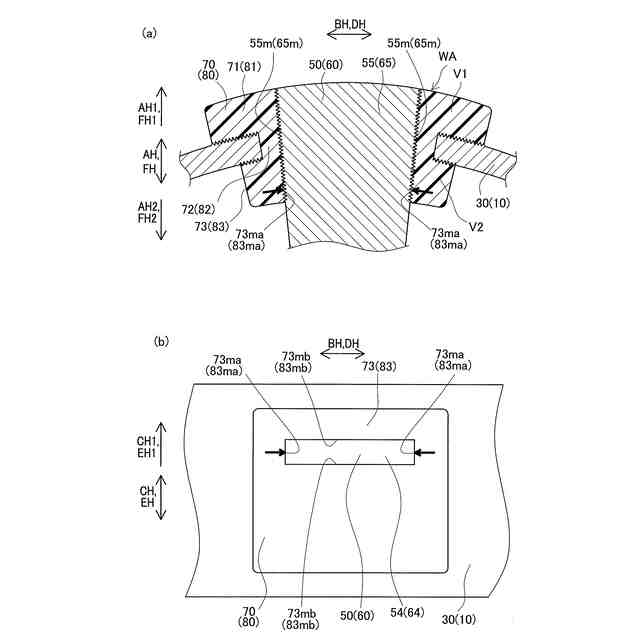
【課題】-40℃の低温下に蓄電デバイスを置いても、樹脂部材のうち樹脂内側部の一対の長手側接合面の近傍で亀裂が生じ難い蓄電デバイス等を提供すること。
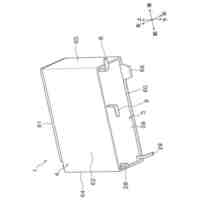
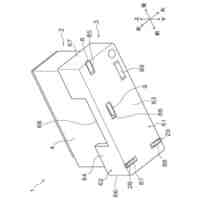
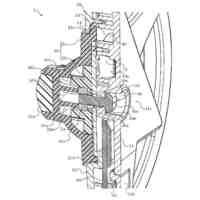
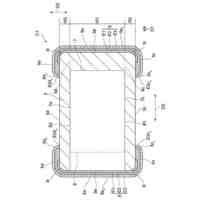
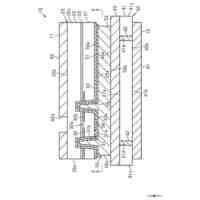
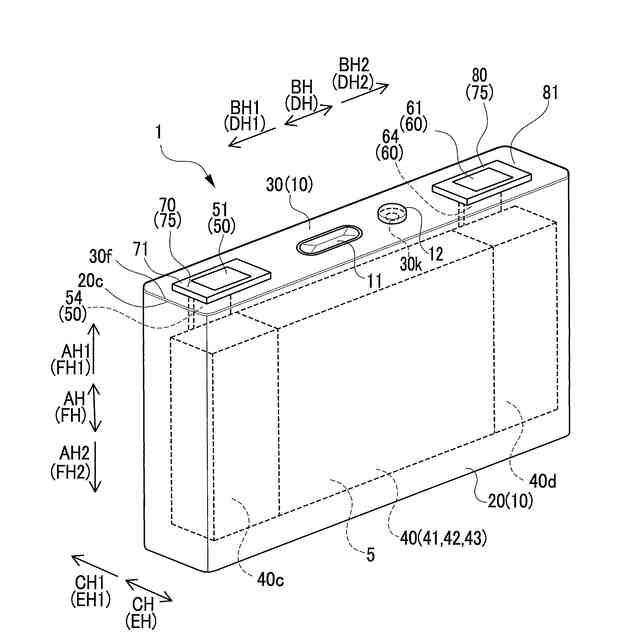
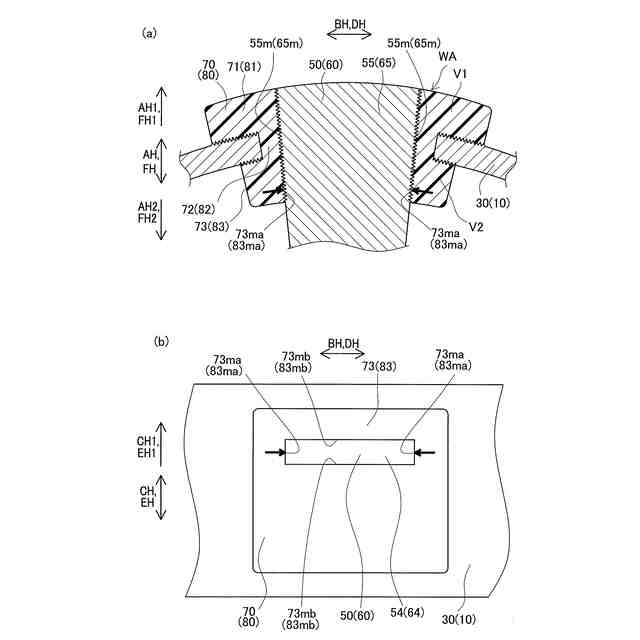
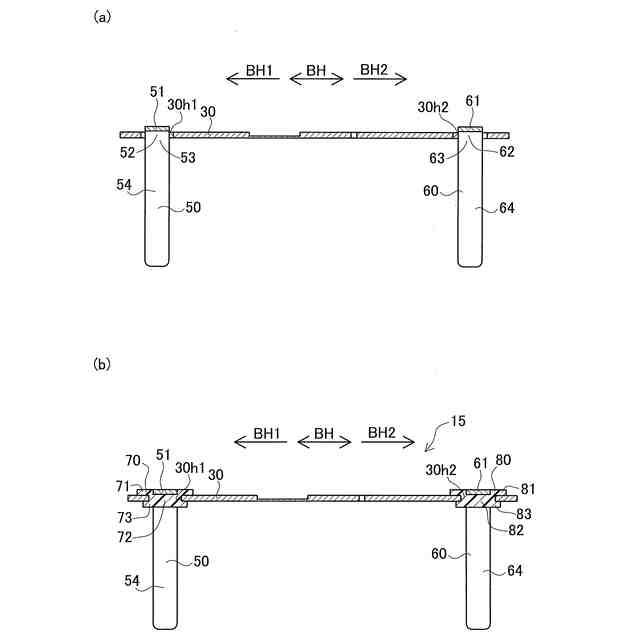
【解決手段】蓄電デバイス1は、ケース蓋部材30と端子部材50,60と樹脂部材70,80を備える。樹脂部材70,80は、樹脂外側部71,81と樹脂内側部73,83と樹脂孔内部72,82を有し、ケース蓋部材30と樹脂部材70,80は、-40℃の温度環境下に置いたとき、樹脂部材70,80に蓋長手方向DHについて蓋厚み方向FHの外側FH1に凸形状の反りWAが生じて、樹脂内側部73,83の一対の長手側接合面73ma,83maが端子部材50,60を蓋長手方向DHに押圧する構成とされている。
【選択図】図6
特許請求の範囲
【請求項1】
挿通孔を有し、蓋長手方向に延びるケース蓋部材と、
前記ケース蓋部材の前記挿通孔内に挿通された端子部材と、
前記ケース蓋部材と前記端子部材の間を絶縁しつつ、これらに気密に接合し、前記ケース蓋部材に前記端子部材を固定する樹脂部材と、を備える
蓄電デバイスであって、
前記樹脂部材は、
前記ケース蓋部材の蓋厚み方向の外側に位置する樹脂外側部と、
前記ケース蓋部材の前記蓋厚み方向の内側に位置する樹脂内側部と、
前記ケース蓋部材の前記挿通孔内に位置し、前記樹脂外側部及び前記樹脂内側部に一体に繋がる樹脂孔内部と、を有し、
前記端子部材は、
前記樹脂外側部、前記樹脂孔内部及び前記樹脂内側部を貫通して前記蓋厚み方向の内側に延出しており、
前記樹脂部材の前記樹脂内側部は、
前記蓋長手方向を向き、前記端子部材に接合した一対の長手側接合面を含んでおり、
前記ケース蓋部材と前記樹脂部材は、
前記蓄電デバイスを-40℃の温度環境下に置いたとき、
前記樹脂部材に、前記蓋長手方向について前記蓋厚み方向の外側に凸形状の反りが生じて、
前記樹脂内側部のうち一対の前記長手側接合面がそれぞれ前記端子部材を前記蓋長手方向に押圧する構成とされた
蓄電デバイス。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の蓄電デバイスであって、
前記樹脂部材は、
前記樹脂外側部の体積V1が前記樹脂内側部の体積V2よりも大きい(V1>V2)
蓄電デバイス。
【請求項3】
請求項1または請求項2に記載の蓄電デバイスであって、
前記端子部材のうち、前記樹脂部材が気密に接合する端子シール部は、
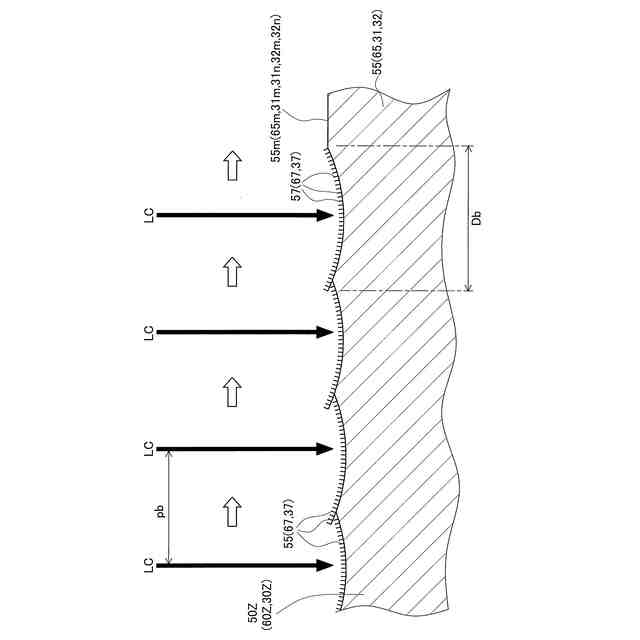
その表面に、前記端子部材をなす金属に由来する直径100nm以下の粒子が数珠つなぎ状に結合して柱状をなす高さ50nm以上の端子ナノ柱が林立しており、
前記樹脂部材は、
林立する前記端子ナノ柱同士の間に、前記樹脂部材をなす樹脂材が充填されて、前記端子シール部に気密に接合してなる
蓄電デバイス。
【請求項4】
挿通孔を有し、蓋長手方向に延びるケース蓋部材と、
前記ケース蓋部材の前記挿通孔内に挿通された端子部材と、
前記ケース蓋部材と前記端子部材の間を絶縁しつつ、これらに気密に接合し、前記ケース蓋部材に前記端子部材を固定する樹脂部材と、を備え、
前記樹脂部材は、
前記ケース蓋部材の蓋厚み方向の外側に位置する樹脂外側部と、
前記ケース蓋部材の前記蓋厚み方向の内側に位置する樹脂内側部と、
前記ケース蓋部材の前記挿通孔内に位置し、前記樹脂外側部及び前記樹脂内側部に一体に繋がる樹脂孔内部と、を有し、
前記端子部材は、
前記樹脂外側部、前記樹脂孔内部及び前記樹脂内側部を貫通して前記蓋厚み方向の内側に延出しており、
前記樹脂部材の前記樹脂内側部は、
前記蓋長手方向を向き、前記端子部材に接合した一対の長手側接合面を含んでおり、
前記ケース蓋部材と前記樹脂部材は、
前記蓄電デバイスを-40℃の温度環境下に置いたとき、
前記樹脂部材に、前記蓋長手方向について前記蓋厚み方向の外側に凸形状の反りが生じて、
前記樹脂内側部のうち一対の前記長手側接合面がそれぞれ前記端子部材を前記蓋長手方向に押圧する構成とされた
蓄電デバイスの製造方法であって、
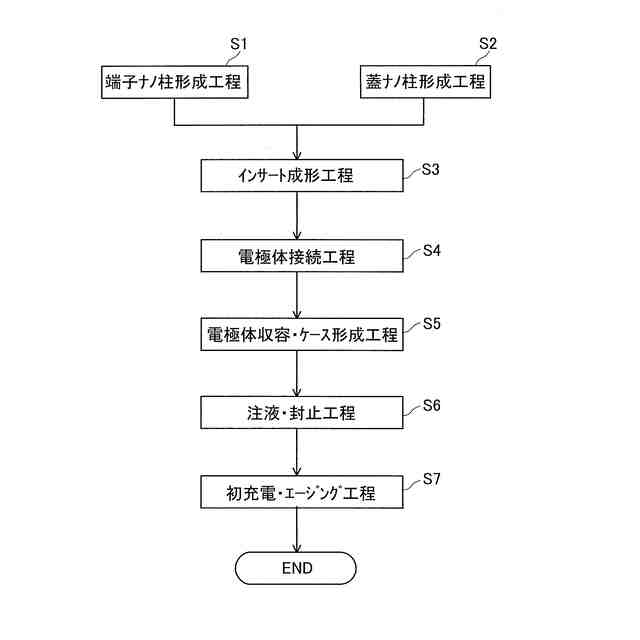
前記ケース蓋部材の前記挿通孔内に前記端子部材を挿通した状態で、前記樹脂部材をインサート成形するインサート成形工程を備える
蓄電デバイスの製造方法。
【請求項5】
請求項4に記載の蓄電デバイスの製造方法であって、
前記インサート成形工程は、
前記樹脂外側部の体積V1が前記樹脂内側部の体積V2よりも大きい(V1>V2)形態に前記樹脂部材を成形する
蓄電デバイスの製造方法。
【請求項6】
請求項4または請求項5に記載の蓄電デバイスの製造方法であって、
前記端子部材のうち、前記樹脂部材が気密に接合する端子シール部は、
その表面に、前記端子部材をなす金属に由来する直径100nm以下の粒子が数珠つなぎ状に結合して柱状をなす高さ50nm以上の端子ナノ柱が林立しており、
前記樹脂部材は、
林立する前記端子ナノ柱同士の間に、前記樹脂部材をなす樹脂材が充填されて、前記端子シール部に気密に接合してなり、
前記インサート成形工程よりも前に、前記端子部材の前記端子シール部にパルス発振のレーザ光を照射位置をずらしながら照射して、前記端子シール部に、林立する前記端子ナノ柱を形成する端子ナノ柱形成工程を更に備え、
前記インサート成形工程は、
前記端子シール部の林立する前記端子ナノ柱同士の間に前記樹脂材を充填しつつ、前記樹脂部材を成形する
蓄電デバイスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケースを構成するケース蓋部材に、端子部材が樹脂部材を介して固定された蓄電デバイス、及び、この蓄電デバイスの製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
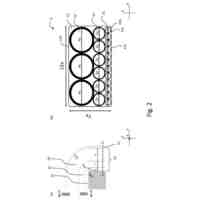
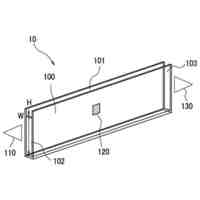
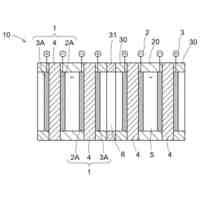
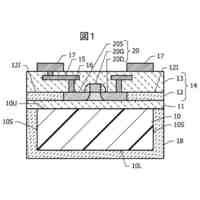
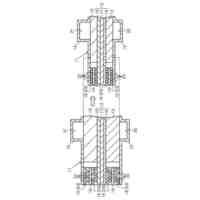
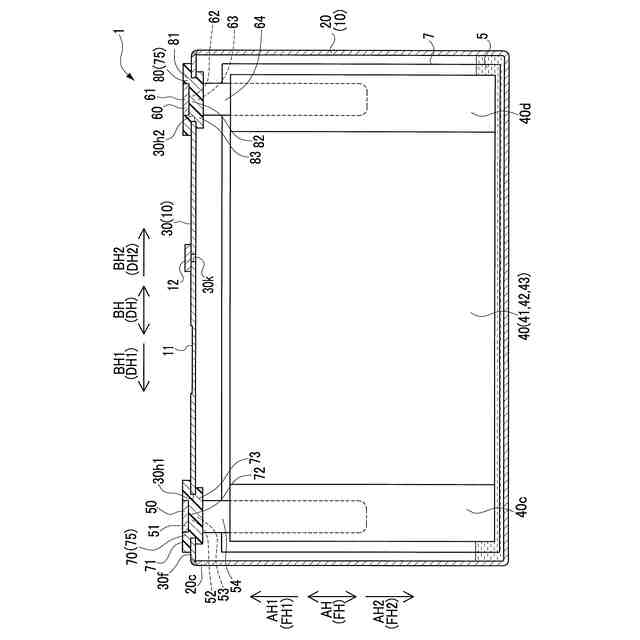
蓄電デバイスとして、直方体箱状のケースを構成する矩形板状のケース蓋部材に、正負の端子部材がそれぞれ樹脂部材を介して固定された電池が知られている。具体的には、正負の端子部材は、それぞれ、ケース蓋部材に設けた挿通孔内に挿通されて、ケースの内部から外部に延びており、樹脂部材がケース蓋部材と端子部材の間を絶縁しつつ、これらに気密に接合し、ケース蓋部材に端子部材を固定している。このような電池は、例えば特許文献1(図2、図6、図7等を参照)に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-079172号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
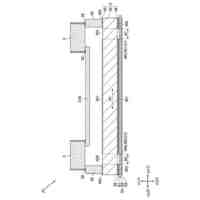
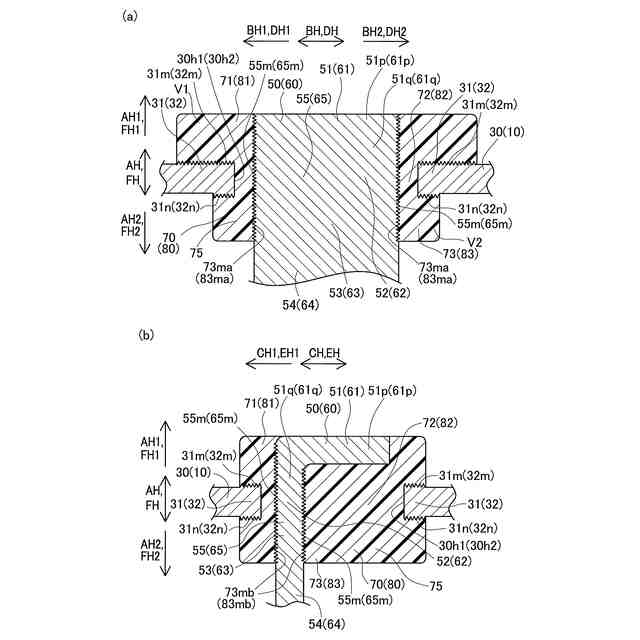
上述の電池では、例えば-40℃の極めて低温な環境下に電池を置くと、樹脂部材のうち端子部材との境界近傍の部位に、凝集破壊により境界に沿った割れ(亀裂)が発生することがある。具体的には、樹脂部材は、ケース蓋部材の蓋厚み方向の外側に位置する樹脂外側部と、ケース蓋部材の蓋厚み方向の内側に位置する樹脂内側部と、ケース蓋部材の挿通孔内に位置して、これらに一体に繋がる樹脂孔内部とを有している。更に樹脂内側部のうち、端子部材に接合した接合面は、蓋長手方向を向く一対の長手側接合面と、蓋短手方向を向く一対の短手側接合面とを有している。そして、樹脂内側部のうち一対の長手側接合面の近傍で、それぞれ上述の亀裂が生じ得ることが判ってきた。
【0005】
その理由は、-40℃の低温下に電池を置いたとき、樹脂部材は、蓋長手方向について蓋厚み方向の内側に凸形状の反り(以下、単に「内側に凸形状の反り」ともいう)を生じる。樹脂部材にこのような内側に凸形状の反りが生じると、樹脂内側部は蓋長手方向について端子部材から離れる方向に変形し、一対の長手側接合面の近傍でそれぞれ凝集破壊が生じて亀裂ができると考えられる。
【0006】
本発明は、かかる現状に鑑みてなされたものであって、-40℃の低温下に蓄電デバイスを置いても、樹脂部材の樹脂内側部のうち一対の長手側接合面の近傍で亀裂が生じ難い蓄電デバイス、及び、蓄電デバイスの製造方法を提供する。
【課題を解決するための手段】
【0007】
(1)上記課題を解決するための本発明の一態様は、挿通孔を有し、蓋長手方向に延びるケース蓋部材と、前記ケース蓋部材の前記挿通孔内に挿通された端子部材と、前記ケース蓋部材と前記端子部材の間を絶縁しつつ、これらに気密に接合し、前記ケース蓋部材に前記端子部材を固定する樹脂部材と、を備える蓄電デバイスであって、前記樹脂部材は、前記ケース蓋部材の蓋厚み方向の外側に位置する樹脂外側部と、前記ケース蓋部材の前記蓋厚み方向の内側に位置する樹脂内側部と、前記ケース蓋部材の前記挿通孔内に位置し、前記樹脂外側部及び前記樹脂内側部に一体に繋がる樹脂孔内部と、を有し、前記端子部材は、前記樹脂外側部、前記樹脂孔内部及び前記樹脂内側部を貫通して前記蓋厚み方向の内側に延出しており、前記樹脂部材の前記樹脂内側部は、蓋長手方向を向き、前記端子部材に接合した一対の長手側接合面を含んでおり、前記ケース蓋部材と前記樹脂部材は、前記蓄電デバイスを-40℃の温度環境下に置いたとき、前記樹脂部材に、前記蓋長手方向について前記蓋厚み方向の外側に凸形状の反りが生じて、前記樹脂内側部のうち一対の前記長手側接合面がそれぞれ前記端子部材を前記蓋長手方向に押圧する構成とされた蓄電デバイスである。
【0008】
上述の蓄電デバイスでは、-40℃の低温下に蓄電デバイスを置いたとき、樹脂部材は、前述とは逆に、蓋長手方向について蓋厚み方向の外側に凸形状の反り(以下、単に「外側に凸形状の反り」ともいう)を生じる。そして、樹脂内側部のうち一対の長手側接合面がそれぞれ端子部材を蓋長手方向に押圧する。このため、樹脂内側部のうち一対の長手側接合面の近傍で、凝集破壊が生じて亀裂ができるのを抑制することができる。従って、上述の蓄電デバイスは、-40℃の低温下に蓄電デバイスを置いても、樹脂部材の樹脂内側部のうち一対の長手側接合面の近傍で亀裂が生じ難い。
【0009】
なお、「蓄電デバイス」としては、例えば、リチウムイオン二次電池、ナトリウムイオン二次電池、カルシウムイオン二次電池等の二次電池や、リチウムイオンキャパシタ等のキャパシタなどが挙げられる。
【0010】
(2)(1)に記載の蓄電デバイスであって、前記樹脂部材は、前記樹脂外側部の体積V1が前記樹脂内側部の体積V2よりも大きい(V1>V2)蓄電デバイスとすると良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
27日前
甲神電機株式会社
変流器
4日前
ローム株式会社
半導体装置
今日
株式会社GSユアサ
蓄電装置
11日前
オムロン株式会社
電磁継電器
12日前
オムロン株式会社
電磁継電器
12日前
トヨタ自動車株式会社
集合導線
今日
トヨタ自動車株式会社
二次電池
26日前
シチズン電子株式会社
発光装置
26日前
日本特殊陶業株式会社
保持装置
11日前
キヤノン株式会社
無線通信装置
28日前
トヨタバッテリー株式会社
組電池
20日前
株式会社プロテリアル
シート状磁性部材
5日前
TDK株式会社
コイル部品
19日前
住友電装株式会社
コネクタ
19日前
株式会社バンダイ
電池収容構造及び玩具
11日前
三菱電機株式会社
半導体装置
20日前
株式会社AESCジャパン
二次電池
11日前
株式会社アイシン
電池
26日前
トヨタ自動車株式会社
充電システム
今日
富士通商株式会社
全固体リチウム電池
13日前
日本電気株式会社
高周波スイッチ回路
19日前
TDK株式会社
電子部品
28日前
トヨタ自動車株式会社
電池モジュール
19日前
住友電気工業株式会社
ペレット
1日前
株式会社村田製作所
半導体装置
11日前
TDK株式会社
電子部品
11日前
三菱電機株式会社
アレーアンテナ装置
12日前
富士通商株式会社
両面負極全固体電池
13日前
富士電機株式会社
半導体装置の製造方法
1日前
トヨタ紡織株式会社
燃料電池セル
今日
矢崎総業株式会社
雌型端子
27日前
株式会社デンソー
電池装置
27日前
ローム株式会社
面発光レーザ装置
15日前
矢崎総業株式会社
コネクタ
27日前
矢崎総業株式会社
コネクタ
15日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ