TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040769
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147783
出願日
2023-09-12
発明の名称
長尺樹脂層付金属箔、及びその製造方法
出願人
AGC株式会社
代理人
個人
,
個人
主分類
B32B
15/082 20060101AFI20250317BHJP(積層体)
要約
【課題】テトラフルオロエチレン系ポリマーを含む、導電層との密着性に優れ、また高周波領域における伝送損失が低い樹脂層を備え、さらに皺や反りの発生が抑制された長尺樹脂層付金属箔、及びその製造方法を提供する。
【解決手段】金属箔、テトラフルオロエチレン系ポリマーの粒子の溶融焼結体を含む樹脂層をこの順に有する長尺樹脂層付金属箔であって、前記長尺樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が50%未満であり、前記樹脂層の短手方向(TD方向)を200mm間隔で分割した際の一番端の分割部分をTD方向端部、中央部の分割部分をTD方向中央部としたときに、前記樹脂層の前記金属箔と接していない側の表面の、前記TD方向端部の二乗平均平方根高さRq値(端部Rq値)、及び前記TD方向中央部の二乗平均平方根高さRq値(中央部Rq値)が、それぞれ0.5μm未満であり、かつ中央部Rq値に対する端部Rq値の比が1±0.5の範囲にある、幅1000mm以上の長尺樹脂層付金属箔。
【選択図】なし
特許請求の範囲
【請求項1】
金属箔、テトラフルオロエチレン系ポリマーの粒子の溶融焼結体を含む樹脂層をこの順に有する長尺樹脂層付金属箔であって、前記長尺樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が50%未満であり、前記樹脂層の短手方向(TD方向)を200mm間隔で分割した際の一番端の分割部分をTD方向端部、中央部の分割部分をTD方向中央部としたときに、前記樹脂層の前記金属箔と接していない側の表面の、前記TD方向端部の二乗平均平方根高さRq値(端部Rq値)、及び前記TD方向中央部の二乗平均平方根高さRq値(中央部Rq値)が、それぞれ0.5μm未満であり、かつ中央部Rq値に対する端部Rq値の比が1±0.5の範囲にある、幅1000mm以上の長尺樹脂層付金属箔。
続きを表示(約 1,900 文字)
【請求項2】
前記樹脂層の前記金属箔と接していない側の表面の、前記TD方向端部の十点平均粗さRz
jis
値(端部Rz
jis
値)、及び前記TD方向中央部の十点平均粗さRz
jis
値(中央部Rz
jis
値)が、それぞれ1.5μm未満であり、かつ中央部Rz
jis
値に対する端部Rz
jis
値の比が1±0.5の範囲にある、請求項1に記載の長尺樹脂層付金属箔。
【請求項3】
前記テトラフルオロエチレン系ポリマーが、テトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に97.5モル%超99.5モル%未満、0.5モル%以上2.5モル%未満含み、カルボニル基含有基をポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個以上有するポリマーであるか、又はテトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に90モル%以上97.5モル%未満、2.5モル%超10モル%以下含み、カルボニル基含有基の数がポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個未満であるポリマーである、請求項1に記載の長尺樹脂層付金属箔。
【請求項4】
前記長尺樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が35~48%である、請求項1に記載の長尺樹脂層付金属箔。
【請求項5】
前記金属箔の厚さが、5μm以上50μm以下である、請求項1に記載の長尺樹脂層付金属箔。
【請求項6】
金属箔に、平均粒子径が1μm以上10μm未満であるテトラフルオロエチレン系ポリマーの粒子100質量部と、水80~300質量部とを含み、パーティクルカウンターで測定される粒径20~80μmの粒子濃度が5~100個/mlである分散液を塗工して、前記金属箔の表面に前記分散液からなる塗工層を形成し、前記塗工層を有する前記金属箔を加熱して、前記金属箔の表面に前記テトラフルオロエチレン系ポリマーの溶融焼結体を含む樹脂層を形成する、請求項1~5のいずれか1項に記載の長尺樹脂層付金属箔の製造方法。
【請求項7】
前記テトラフルオロエチレン系ポリマーの粒子の含有量が30質量%以上である、請求項6に記載の製造方法。
【請求項8】
前記分散液が、さらに表面張力が20~30mN/mである水溶性溶媒5~20質量部を含む、請求項6に記載の製造方法。
【請求項9】
金属箔、テトラフルオロエチレン系ポリマーの粒子の溶融焼結体を含む樹脂層をこの順に有する長尺樹脂層付金属箔であって、前記長尺樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が50%未満であり、前記樹脂層の短手方向(TD方向)を200mm間隔で分割した際の一番端の分割部分をTD方向端部、中央部の分割部分をTD方向中央部としたときに、前記樹脂層の前記金属箔と接していない側の表面の、前記TD方向端部の十点平均粗さRz
jis
値(端部Rz
jis
値)、及び前記TD方向中央部のRz
jis
値(中央部Rz
jis
値)が、それぞれ1.5μm未満であり、かつ中央部Rz
jis
値に対する端部Rz
jis
値の比が1±0.5の範囲にある、幅1000mm以上の長尺樹脂層付金属箔。
【請求項10】
前記テトラフルオロエチレン系ポリマーが、テトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に97.5モル%超99.5モル%未満、0.5モル%以上2.5モル%未満含み、カルボニル基含有基をポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個以上有するポリマーであるか、又はテトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に90モル%以上97.5モル%未満、2.5モル%超10モル%以下含み、カルボニル基含有基の数がポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個未満であるポリマーである、請求項9に記載の長尺樹脂層付金属箔。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、テトラフルオロエチレン系ポリマーを含む樹脂層を有する長尺樹脂層付金属箔、及びその製造方法に関する。
続きを表示(約 5,900 文字)
【背景技術】
【0002】
近年、携帯電話等の移動体通信機器における高速化、高周波化に対応するため、通信機器のプリント基板の材料には高熱伝導、低線膨張係数、低誘電率かつ低誘電正接である材料が求められ、低誘電率かつ低誘電正接であるテトラフルオロエチレン系ポリマーが注目されている。また、プリント配線基板の高密度化に伴い、導電層と絶縁層との密着性に優れ、微細化された導電パターンの絶縁層からの剥離を抑制して、かつ回路形成性に優れるプリント配線基板が求められている。
特許文献1には、絶縁性を有し特定の表面性状を有するポリイミドベースフィルムと、その少なくとも一方の面に導電層を有するプリント配線基板が提案されている。特許文献2には、フッ素系樹脂を含む樹脂層の表面に金属層が直接積層され、樹脂層と金属層との接着強度、及び金属層の表面粗さSqが特定範囲である積層体が提案されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2016/104420号
国際公開第2023/032958号
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1及び特許文献2で開示される構成は、いずれも導電層(金属層)と絶縁層との密着性の向上を目的としている。一方で、これらプリント配線基板又は積層体を長尺体として、例えばロール状の長尺体として扱う際に皺や反りの発生を抑制することが、製品としての歩留まりや品位の向上等の観点から求められている。
本発明者らは、樹脂層付の金属箔の長尺体において、テトラフルオロエチレン系ポリマーを含む樹脂層の厚さを、樹脂層付金属箔全体の厚さに対して所定割合とし、かつ樹脂層の金属箔と接していない側の表面の、短手方向での所定位置における二乗平均平方根高さRq値及び十点平均粗さRz
jis
値の少なくともいずれかを所定範囲に制御すると、皺や反りの発生が抑制されることを知見した。
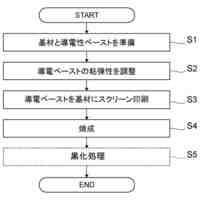
また、かかる樹脂層を有する樹脂層付金属箔を、好適には、特定粒子径範囲のテトラフルオロエチレン系ポリマー粒子の濃度が所定量である水系分散液を基材層に塗工し、焼成して形成すると、導電層との密着性等の物性に影響する表面性を制御し、テトラフルオロエチレン系ポリマーに基づく耐熱性、電気特性(低線膨張係数、低誘電率及び低誘電正接)等の物性に優れ、高周波領域においても低伝送損失であって、さらにかつ皺や反りの発生が抑制されることを知見し、本発明に至った。
本発明の目的は、テトラフルオロエチレン系ポリマーを含む、導電層との密着性に優れ、また高周波領域における伝送損失が低い樹脂層を備え、さらに皺や反りの発生が抑制された長尺樹脂層付金属箔、及びその製造方法の提供である。
【課題を解決するための手段】
【0005】
本発明は、下記の態様を有する。
〔1〕 金属箔、テトラフルオロエチレン系ポリマーの粒子の溶融焼結体を含む樹脂層をこの順に有する長尺樹脂層付金属箔であって、前記長尺樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が50%未満であり、前記樹脂層の短手方向(TD方向)を200mm間隔で分割した際の一番端の分割部分をTD方向端部、中央部の分割部分をTD方向中央部としたときに、前記樹脂層の前記金属箔と接していない側の表面の、前記TD方向端部の二乗平均平方根高さRq値(端部Rq値)、及び前記TD方向中央部の二乗平均平方根高さRq値(中央部Rq値)が、それぞれ0.5μm未満であり、かつ中央部Rq値に対する端部Rq値の比が1±0.5の範囲にある、幅1000mm以上の長尺樹脂層付金属箔。
〔2〕 前記樹脂層の前記金属箔と接していない側の表面の、前記TD方向端部の十点平均粗さRz
jis
値(端部Rz
jis
値)、及び前記TD方向中央部の十点平均粗さRz
jis
値(中央部Rz
jis
値)が、それぞれ1.5μm未満であり、かつ中央部Rz
jis
値に対する端部Rz
jis
値の比が1±0.5の範囲にある、〔1〕の長尺樹脂層付金属箔。
〔3〕 前記テトラフルオロエチレン系ポリマーが、テトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に97.5モル%超99.5モル%未満、0.5モル%以上2.5モル%未満含み、カルボニル基含有基をポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個以上有するポリマーであるか、又はテトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に90モル%以上97.5モル%未満、2.5モル%超10モル%以下含み、カルボニル基含有基の数がポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個未満であるポリマーである、〔1〕又は〔2〕の長尺樹脂層付金属箔。
〔4〕 前記長尺樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が35~48%である、〔1〕~〔3〕のいずれかの長尺樹脂層付金属箔。
〔5〕 前記金属箔の厚さが、5μm以上50μm以下である、〔1〕~〔4〕のいずれかの長尺樹脂層付金属箔。
〔6〕 金属箔に、平均粒子径が1μm以上10μm未満であるテトラフルオロエチレン系ポリマーの粒子100質量部と、水80~300質量部とを含み、パーティクルカウンターで測定される粒径20~80μmの粒子濃度が5~100個/mlである分散液を塗工して、前記金属箔の表面に前記分散液からなる塗工層を形成し、前記塗工層を有する前記金属箔を加熱して、前記金属箔の表面に前記テトラフルオロエチレン系ポリマーの溶融焼結体を含む樹脂層を形成する、〔1〕~〔5〕のいずれかの長尺樹脂層付金属箔の製造方法。
〔7〕 前記テトラフルオロエチレン系ポリマーの粒子の含有量が30質量%以上である、〔6〕の製造方法。
〔8〕 前記分散液が、さらに表面張力が20~30mN/mである水溶性溶媒5~20質量部を含む、〔6〕又は〔7〕の製造方法。
【0006】
〔9〕 金属箔、テトラフルオロエチレン系ポリマーの粒子の溶融焼結体を含む樹脂層をこの順に有する長尺樹脂層付金属箔であって、前記長尺樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が50%未満であり、前記樹脂層の短手方向(TD方向)を200mm間隔で分割した際の一番端の分割部分をTD方向端部、中央部の分割部分をTD方向中央部としたときに、前記樹脂層の前記金属箔と接していない側の表面の、前記TD方向端部の十点平均粗さRz
jis
値(端部Rz
jis
値)、及び前記TD方向中央部のRz
jis
値(中央部Rz
jis
値)が、それぞれ1.5μm未満であり、かつ中央部Rz
jis
値に対する端部Rz
jis
値の比が1±0.5の範囲にある、幅1000mm以上の長尺樹脂層付金属箔。
〔10〕 前記テトラフルオロエチレン系ポリマーが、テトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に97.5モル%超99.5モル%未満、0.5モル%以上2.5モル%未満含み、カルボニル基含有基をポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個以上有するポリマーであるか、又はテトラフルオロエチレンに基づく単位、ペルフルオロ(アルキルビニルエーテル)に基づく単位を、この順に90モル%以上97.5モル%未満、2.5モル%超10モル%以下含み、カルボニル基含有基の数がポリマー主鎖を構成する炭素原子数1×10
6
個あたり100個未満であるポリマーである、〔9〕の長尺樹脂層付金属箔。
〔11〕 前記樹脂層付金属箔全体の厚さに占める前記樹脂層の厚さの割合が35~48%である、〔9〕又は〔10〕の長尺樹脂層付金属箔。
〔12〕 前記金属箔の厚さが、5μm以上50μm以下である、〔9〕~〔11〕のいずれかの長尺樹脂層付金属箔。
〔13〕 金属箔に、平均粒子径が1μm以上10μm未満であるテトラフルオロエチレン系ポリマーの粒子100質量部と、水80~300質量部とを含み、パーティクルカウンターで測定される粒径20~80μmの粒子濃度が5~100個/mlである分散液を塗工して、前記金属箔の表面に前記分散液からなる塗工層を形成し、前記塗工層を有する前記金属箔を加熱して、前記金属箔の表面に前記テトラフルオロエチレン系ポリマーの溶融焼結体を含む樹脂層を形成する、〔9〕~〔12〕のいずれかの長尺樹脂層付金属箔の製造方法。
〔14〕 前記テトラフルオロエチレン系ポリマーの粒子の含有量が30質量%以上である、〔13〕の製造方法。
〔15〕 前記分散液が、さらに表面張力が20~30mN/mである水溶性溶媒5~20質量部を含む、〔14〕の製造方法。
【発明の効果】
【0007】
本発明によれば、テトラフルオロエチレン系ポリマーを含む、導電層との密着性に優れ、また高周波領域における伝送損失が低い樹脂層を備え、さらに皺や反りの発生が抑制された長尺樹脂層付金属箔、及びその製造方法を提供できる。本発明の長尺樹脂層付金属箔は、例えばプリント配線基板材料として有効に使用できる。
【発明を実施するための形態】
【0008】
以下の用語は、以下の意味を有する。
ポリマーにおける「単位」とは、モノマーの重合により形成された前記モノマーに基づく原子団を意味する。単位は、重合反応によって直接形成された単位であってもよく、ポリマーを処理することによって前記単位の一部が別の構造に変換された単位であってもよい。以下、モノマーaに基づく単位を、単に「モノマーa単位」とも記す。
「溶融温度」は、示差走査熱量測定(DSC)法で測定したポリマーの融解ピークの最大値に対応する温度である。
「ガラス転移点(Tg)」は、動的粘弾性測定(DMA)法でポリマーを分析して測定される値である。
「平均粒子径(D50)」は、レーザー回折・散乱法によって求められる、粒子の体積基準累積50%径である。すなわち、レーザー回折・散乱法によって粒度分布を測定し、粒子の集団の全体積を100%として累積カーブを求め、その累積カーブ上で累積体積が50%となる点の粒子径である。
粒子のD50は、粒子を水中に分散させ、レーザー回折・散乱式の粒度分布測定装置(堀場製作所社製、LA-920測定器)を用いたレーザー回折・散乱法により分析して求められる。
「平均粒子径(D90)」は、D50と同様にして求められる、粒子の体積基準累積90%径である。
粒子の比表面積は、ガス吸着(定容法)BET多点法で粒子を測定し算出される値であり、NOVA4200e(Quantachrome Instruments社製)を使用して求められる。
「粘度」は、B型粘度計を用いて、25℃で回転数が30rpmの条件下で組成物を測定して求められる。測定を3回繰り返し、3回分の測定値の平均値とする。
「チキソ比」とは、組成物の、回転数が30rpmの条件で測定される粘度η
1
を、回転数が60rpmの条件で測定される粘度η
2
で除して算出される値である。それぞれの粘度の測定は、3回繰り返し、3回分の測定値の平均値とする。
溶媒又は溶液の「表面張力」は、表面張力計を用い、25℃にてウィルヘルミー法で測定した値である。
【0009】
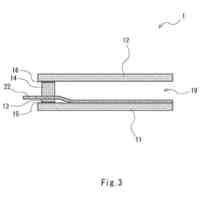
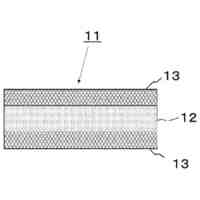
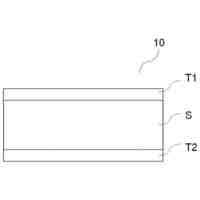
本発明の長尺樹脂層付金属箔(以下、「本長尺樹脂層付金属箔」とも記す。)は、金属箔、テトラフルオロエチレン系ポリマー(以下、「Fポリマー」とも記す。)の粒子(以下、「F粒子」とも記す。)の溶融焼結体を含む樹脂層(以下、「F層」とも記す。)をこの順に有し、本樹脂層付金属箔全体の厚さに占めるF層の厚さの割合が50%未満であり、F層の短手方向(TD方向)を200mm間隔で分割した際の一番端の分割部分をTD方向端部、中央部の分割部分をTD方向中央部としたときに、F層の金属箔と接していない側の表面の、前記TD方向端部の二乗平均平方根高さRq値(端部Rq値)、及び前記TD方向中央部の二乗平均平方根高さRq値(中央部Rq値)が、それぞれ0.5μm未満であり、かつ中央部Rq値に対する端部Rq値の比が1±0.5の範囲にある、幅1000mm以上の長尺樹脂層付金属箔である。
本長尺樹脂層付金属箔はまた、F層の金属箔と接していない側の表面の、前記TD方向端部の十点平均粗さRz
jis
値(端部Rz
jis
値)、及び前記TD方向中央部の十点平均粗さRz
jis
値(中央部Rz
jis
値)が、それぞれ1.5μm未満であり、かつ中央部Rz
jis
値に対する端部Rz
jis
値の比が1±0.5の範囲にあるのが好ましい。
【0010】
本長尺樹脂層付金属箔は、Fポリマーに基づく耐熱性、電気特性(低線膨張係数、低誘電率及び低誘電正接)等の物性に加えて、導電層である金属箔との密着性に優れ、また高周波領域における伝送損失が低い樹脂層を備え、さらにかつロール等の長尺体として扱う際に皺や反りの発生が抑制される。
本長尺樹脂層付金属箔において、樹脂層が金属箔との密着性に優れ、また皺や反りの発生が抑制される理由は必ずしも明確ではないが、以下の様に考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
AGC株式会社
光学素子
21日前
AGC株式会社
真空断熱材
1か月前
AGC株式会社
真空断熱材
1か月前
AGC株式会社
ガラスペースト
11日前
AGC株式会社
車両用窓ガラス
3日前
AGC株式会社
車両用窓ガラス
3日前
AGC株式会社
反射防止積層体
15日前
AGC株式会社
車両用窓ガラス
10日前
AGC株式会社
防眩層付透明基材
1日前
AGC株式会社
ガラス板の製造方法
29日前
AGC株式会社
熱媒体循環システム
1日前
AGC株式会社
貼合装置および貼合方法
1か月前
AGC株式会社
洗浄部材の位置決め方法
1日前
AGC株式会社
透明アンテナの製造方法
3日前
AGC株式会社
膜付き基材及びその製造方法
2か月前
AGC株式会社
シート及びシートの製造方法
1か月前
AGC株式会社
長尺フィルム、及びその製造方法
2か月前
AGC株式会社
アンテナ装置、及び、無線通信装置
29日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
1か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
1か月前
AGC株式会社
ホルダー及びホルダー付き車両用窓ガラス
8日前
AGC株式会社
ホルダー及びホルダー付き車両用窓ガラス
8日前
AGC株式会社
二酸化炭素回収設備及び二酸化炭素回収方法
1日前
AGC株式会社
複合粒子、その製造方法、組成物及び成形体
9日前
AGC株式会社
基板洗浄装置の位置決め方法及び搬送制御方法
1日前
AGC株式会社
パワーデバイス用シート及びパワーデバイス部材
1か月前
AGC株式会社
組成物、並びに、金属張積層体及びその製造方法
9日前
AGC株式会社
フィルム、フィルムの製造方法、複合体および絶縁部材
1か月前
国立大学法人東海国立大学機構
ドライエッチング方法
15日前
AGC株式会社
太陽電池モジュール、及び太陽電池モジュールの製造方法
8日前
AGC株式会社
光学フィルタ
17日前
AGC株式会社
組成物、表面処理剤、物品、物品の製造方法、及びUV吸収剤
1か月前
AGC株式会社
ガラス板および窓
17日前
AGC株式会社
無アルカリガラス基板
1か月前
AGC株式会社
水系分散液、積層体の製造方法、積層体、金属張積層体、及び車載レーダ
1か月前
AGC株式会社
ハロゲン化アルケンの製造方法
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ