TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038688
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145441
出願日
2023-09-07
発明の名称
樹脂供給装置、成形装置、樹脂供給方法、および成形品の製造方法
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29C
48/25 20190101AFI20250312BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】粘着性が高い溶融樹脂組成物を金型へ定量性良く供給する。
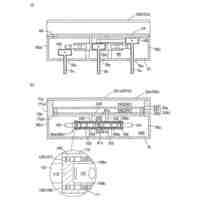
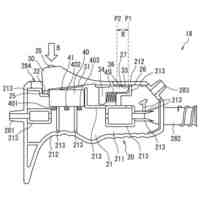
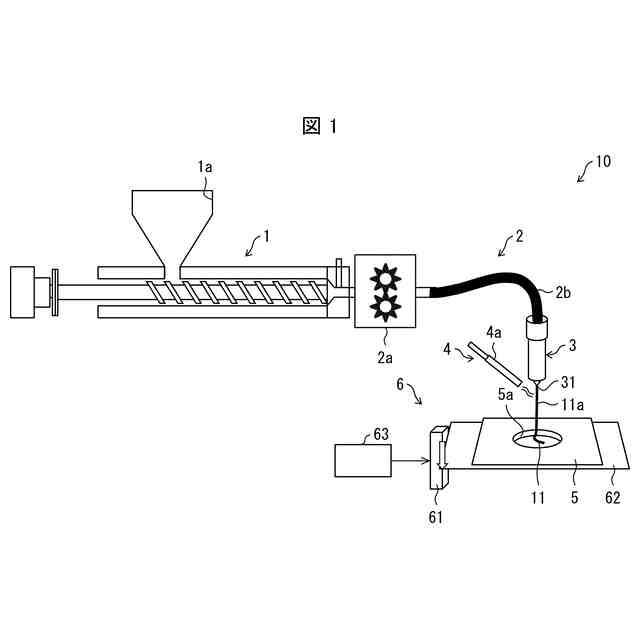
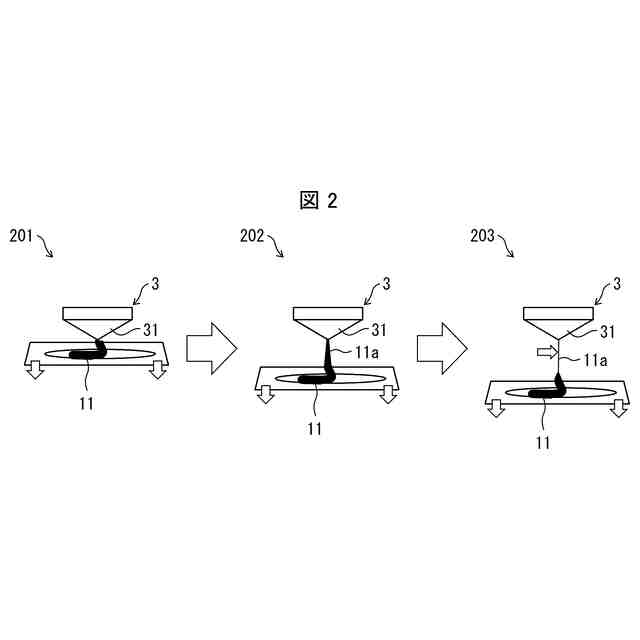
【解決手段】樹脂供給装置(10)は、ノズル(31)と金型(5)との距離を大きくするように、金型(5)を移動させる移動機構を有する移動機構部(6)を備え、移動機構部(6)は、ノズル(31)から金型(5)へ吐出した溶融樹脂組成物(11)の糸径がφ0.40mm未満となるように、金型(5)を移動させる。
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂を含む樹脂組成物を溶融させて溶融樹脂組成物を生成する溶融部と、
前記溶融樹脂組成物を金型へ供給するノズルを有する供給部と、
前記ノズルと前記金型との距離を大きくするように、前記ノズルおよび前記金型の少なくとも一方を移動させる移動機構を有する移動機構部と、を備え、
前記移動機構部は、前記ノズルから前記金型へ吐出した溶融樹脂組成物の糸径がφ0.40mm未満となるように、前記ノズルおよび前記金型の少なくとも一方を移動させる、樹脂供給装置。
続きを表示(約 860 文字)
【請求項2】
前記移動機構部は、前記ノズルから前記金型へ吐出した溶融樹脂組成物の糸径がφ0.15mm以下となるように、前記ノズルおよび前記金型の少なくとも一方を移動させる、請求項1に記載の樹脂供給装置。
【請求項3】
前記移動機構部は、前記金型を昇降する第1機構、および前記ノズルを昇降する第2機構の少なくとも一方を有する、請求項1または2に記載の樹脂供給装置。
【請求項4】
前記移動機構部は、前記移動機構を制御する制御部を備え、
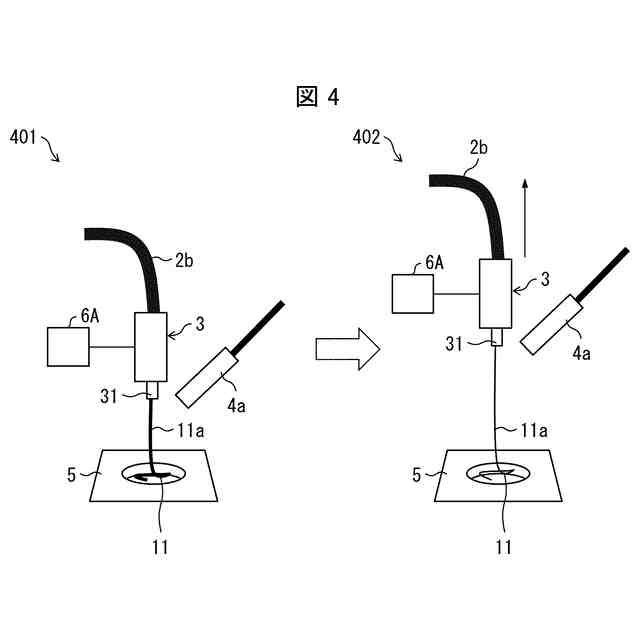
前記制御部は、前記供給部による前記溶融樹脂組成物の前記金型への供給動作を停止した後に、前記金型と前記ノズルとの距離を広げるように前記移動機構を制御する、請求項1または2に記載の樹脂供給装置。
【請求項5】
前記ノズルから前記金型へ吐出した溶融樹脂組成物に対して、非接触で、かつ瞬間的に加熱して切断する加熱切断部を備える、請求項1または2に記載の樹脂供給装置。
【請求項6】
前記加熱切断部は、前記溶融樹脂組成物に対して熱風を供給する熱風供給部、または、前記溶融樹脂組成物に対して非接触で、かつ瞬間的に加熱するホットワイヤを備える、請求項5に記載の樹脂供給装置。
【請求項7】
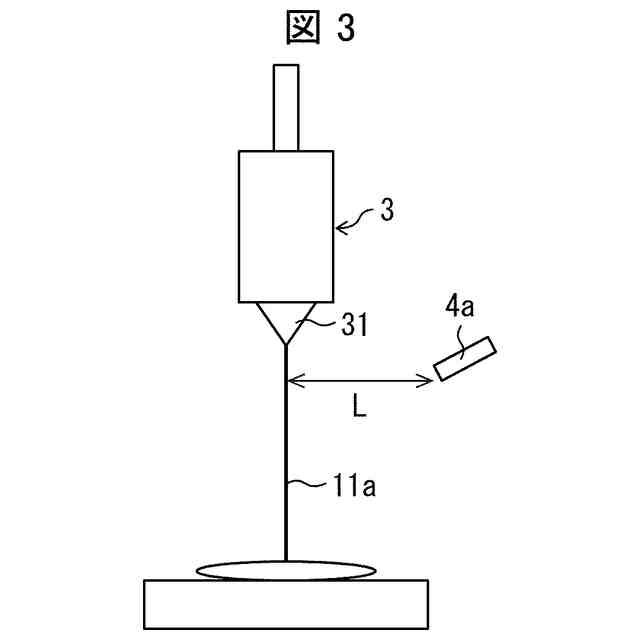
前記加熱切断部は、前記ノズルから前記金型へ吐出した溶融樹脂組成物の糸と、0.50mm以上離間している、請求項5に記載の樹脂供給装置。
【請求項8】
前記移動機構部の前記移動機構は、電動シリンダを備える、請求項1または2に記載の樹脂供給装置。
【請求項9】
前記溶融部から前記供給部へ前記溶融樹脂組成物を移送する移送部を備え、
前記移送部は、ギアポンプを備える、請求項1または2に記載の樹脂供給装置。
【請求項10】
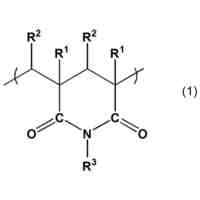
前記熱可塑性樹脂は、ポリ(3-ヒドロキシアルカノエート)系樹脂である、請求項1または2に記載の樹脂供給装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂供給装置、成形装置、樹脂供給方法、および成形品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
押出機などにより熱可塑性樹脂を加熱し溶融樹脂組成物を調製し、樹脂供給装置の吐出部から吐出した溶融樹脂組成物を定量的に金型へ供給して、プレス成形により製品を製造するプレス成形法が知られている。通常、溶融樹脂組成物は粘着性を有する。このため、プレス成形法においては、溶融樹脂組成物を金型へ定量供給するに際し、吐出部と金型との間に溶融樹脂組成物の糸引きが発生する。そして、吐出部と金型との間の糸引き分の溶融樹脂組成物の残留物は、樹脂供給の回数毎に重量が異なるため、金型に供給される溶融樹脂組成物の定量性が失われるという課題があった。
【0003】
上記課題に対して、例えば特許文献1には、ポリエチレン系樹脂、ポリオレフィン系樹脂といった汎用樹脂の溶融樹脂組成物のプレス成形法において、吐出部と金型との間の溶融樹脂組成物の糸引き部分をカッターで切断する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-078481号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の従来技術では、上記汎用樹脂と比較して粘着性が高い、熱可塑性樹脂(例えば、ポリ(3-ヒドロキシアルカノエート)系樹脂(以下、「P3HA系樹脂」と称する場合もある。))の溶融樹脂組成物に対して糸引き部分の切断が不十分であり、溶融樹脂組成物の金型への定量供給の点で改善の余地がある。
【0006】
本発明の一態様は、粘着性が比較的高い熱可塑性樹脂の溶融樹脂組成物に対して、吐出部と金型との間の糸引き部分を切断して金型へ定量性良く供給できる樹脂供給装置、成形装置、樹脂供給方法、および成形品の製造方法を実現することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様に係る樹脂供給装置は、熱可塑性樹脂を含む樹脂組成物を溶融させて溶融樹脂組成物を生成する溶融部と、前記溶融樹脂組成物を金型へ供給するノズルを有する供給部と、前記ノズルと前記金型との距離を大きくするように、前記ノズルおよび前記金型の少なくとも一方を移動させる移動機構を有する移動機構部と、を備え、前記移動機構部は、前記ノズルから前記金型へ吐出した溶融樹脂組成物の糸径がφ0.40mm未満となるように、前記ノズルおよび前記金型の少なくとも一方を移動させる。
【0008】
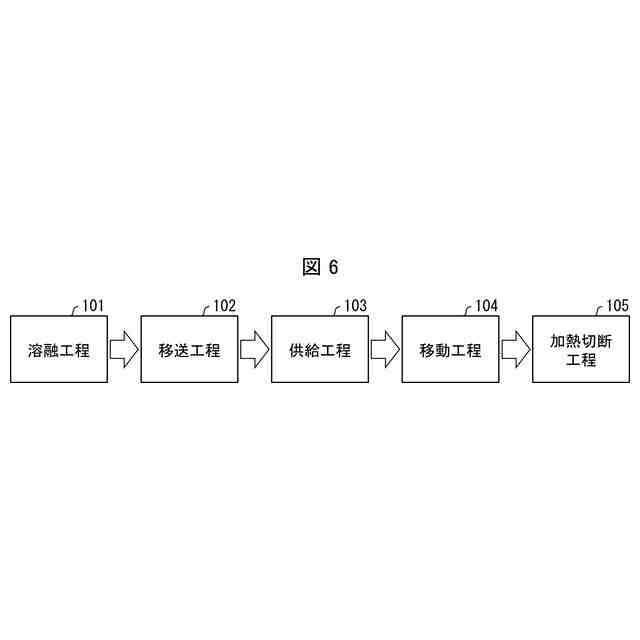
上記の課題を解決するために、本発明の一態様に係る樹脂供給方法は、熱可塑性樹脂を含む樹脂組成物を溶融させて溶融樹脂組成物を生成する溶融工程と、ノズルから金型へ前記溶融樹脂組成物を供給する供給工程と、前記ノズルと前記金型との距離を大きくするように、前記ノズルおよび前記金型の少なくとも一方を移動させる移動工程と、を含み、前記移動工程は、前記ノズルから前記金型へ吐出した溶融樹脂組成物の糸径がφ0.40mm未満となるように、前記ノズルおよび前記金型の少なくとも一方を移動させる工程を含む。
【発明の効果】
【0009】
粘着性が比較的高い、熱可塑性樹脂の溶融樹脂組成物に対して、吐出部と金型との間の糸引き部分を切断して金型へ定量性良く供給できる。
【図面の簡単な説明】
【0010】
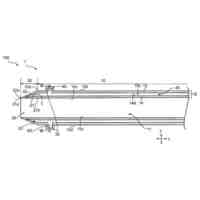
本発明の一実施形態に係る樹脂供給装置の概略構成を模式的に示した図である。
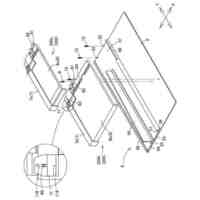
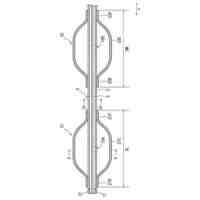
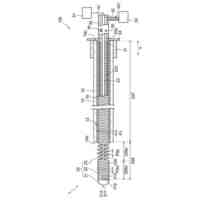
201~203は、図1に示す樹脂供給装置に備えられた移動機構部による金型の降下動作を模式的に示した図である。
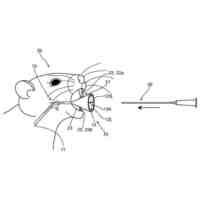
図1に示す樹脂供給装置に備えられた熱風ヒーターと溶融樹脂組成物との距離を説明するための模式図である
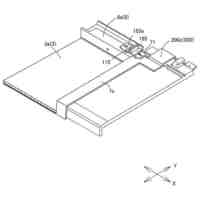
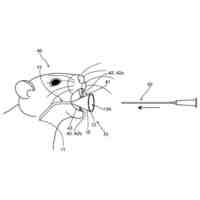
401および402は、図1に示す樹脂供給装置に備えられた移動機構部の変形例を説明するための図である。
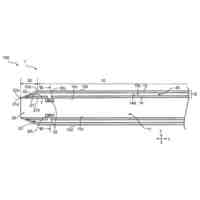
図1に示す樹脂供給装置に備えられた加熱切断部の変形例の構成を示す図である。
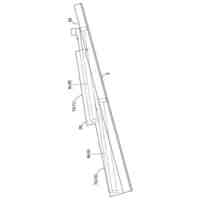
本発明の一実施形態に係る樹脂供給方法の各種工程を説明するための図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
製膜装置
25日前
株式会社カネカ
屋根構造
25日前
株式会社カネカ
屋根構造
25日前
株式会社カネカ
屋根構造
25日前
株式会社カネカ
カテーテル
25日前
株式会社カネカ
口腔挿入具
20日前
株式会社カネカ
口腔挿入具
20日前
株式会社カネカ
口腔挿入具
20日前
株式会社カネカ
口腔挿入具
20日前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
4日前
株式会社カネカ
光学フィルム
25日前
株式会社カネカ
冷凍用パン生地
26日前
株式会社カネカ
エネルギー処置具
28日前
株式会社カネカ
海洋生分解促進剤
1か月前
株式会社カネカ
熱可塑性樹脂組成物
26日前
株式会社カネカ
熱可塑性樹脂組成物
26日前
株式会社カネカ
ストローの製造方法
1か月前
株式会社カネカ
熱可塑性樹脂組成物
26日前
株式会社カネカ
太陽電池モジュール
3日前
株式会社カネカ
架橋樹脂粒子の製造方法
26日前
株式会社カネカ
硬化性組成物および硬化物
1か月前
株式会社カネカ
Tダイ押出成形用樹脂組成物
25日前
株式会社カネカ
熱硬化性樹脂およびその利用
10日前
株式会社カネカ
射出成形体およびその製造方法
26日前
株式会社カネカ
粉粒体の製造方法および粉粒体
26日前
株式会社カネカ
架橋樹脂粒子及びその製造方法
26日前
株式会社カネカ
架橋樹脂粒子及びその製造方法
26日前
株式会社カネカ
架橋樹脂粒子及びその製造方法
26日前
株式会社カネカ
架橋樹脂粒子及びその製造方法
26日前
株式会社カネカ
自動植毛システム、及びプログラム
19日前
株式会社カネカ
ブルーベリージャム入りヨーグルト
1か月前
株式会社カネカ
ハンドルおよびそれを備えたカテーテル
19日前
株式会社カネカ
太陽電池の製造方法、および、太陽電池
4日前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ