TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025038392
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023144984
出願日
2023-09-07
発明の名称
コイル巻線装置及びコイル巻線方法
出願人
株式会社デンソー
代理人
弁理士法人服部国際特許事務所
主分類
H01F
41/064 20160101AFI20250312BHJP(基本的電気素子)
要約
【課題】 巻枠に対し線材を複数層に密接に巻回するコイル巻線装置及びコイル巻線方法を提供することにある。
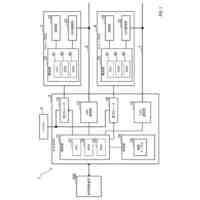
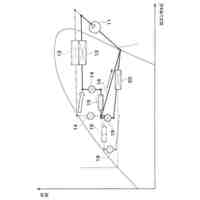
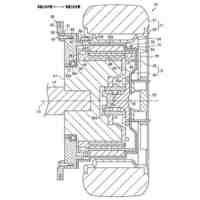
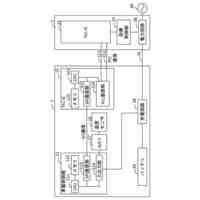
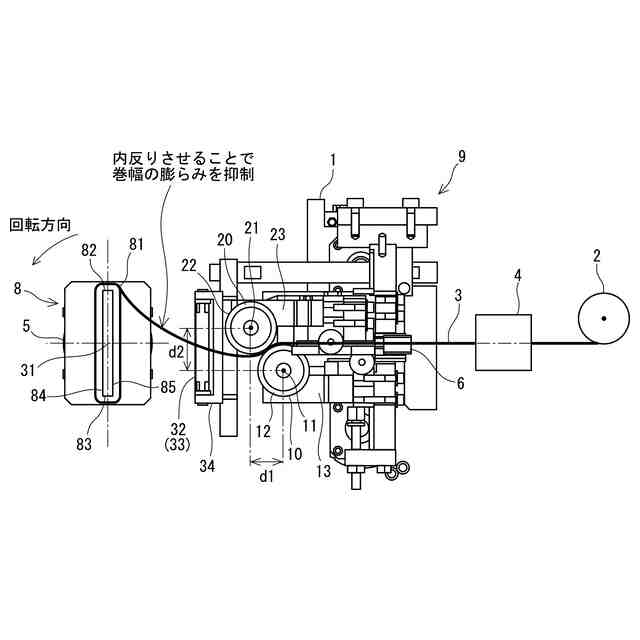
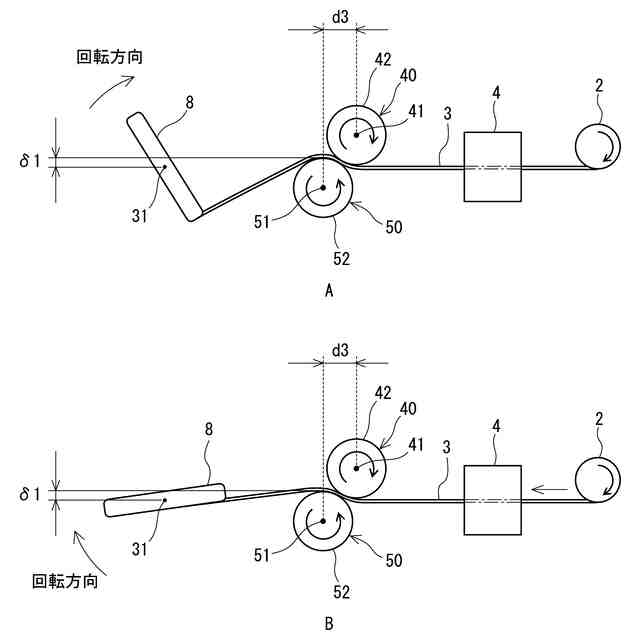
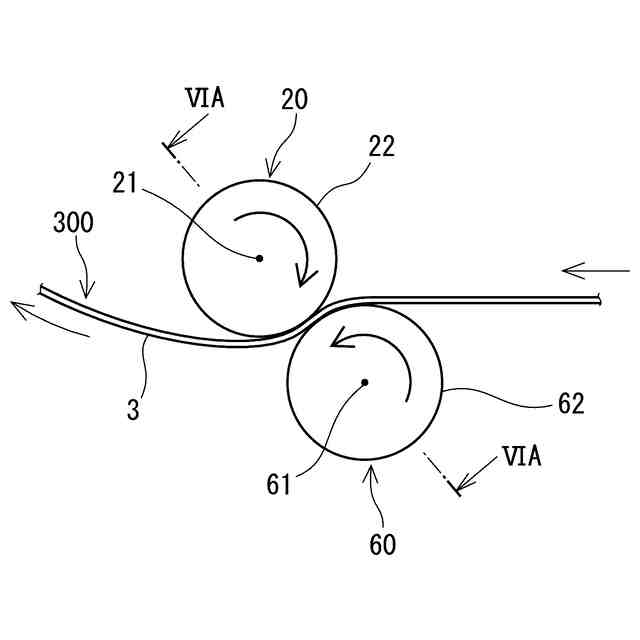
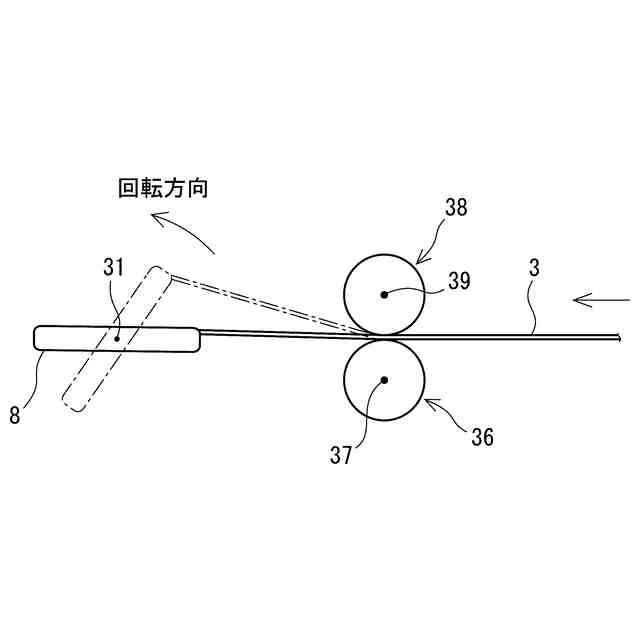
【解決手段】 基台1に対しモータ5の駆動力を受けて回転する巻枠8は、ボビン2から供給される線材3を内反り成形装置9を経由して巻回される。成形用下ローラ10及び成形用上ローラ20で銅線3の両面から圧力が加えられて成形される銅線3は、挟圧される入口側で成形用下ローラ10の外壁面12で周方向に図1において上に凸状に曲げ成形され、挟圧される出口側で成形用上ローラ20の外壁面22で周方向に図1において下に凸状に曲げ成形される。これにより、一度曲げ成形された後に反対方向へ曲げ成形されるから、曲げ抵抗の大きな内反り変形した銅線3となって巻枠8へ搬入される。したがって、巻枠8に銅線3を巻回するとき巻枠8の回転中心軸31からみた巻線の巻幅の膨らみを確実に抑えることができる。
【選択図】図1
特許請求の範囲
【請求項1】
基台(1)と、
前記基台に対し回転自在に支持され、線材供給源(2)から供給される線材(3、300)を巻回する巻枠(8)と、
前記巻枠を回転駆動する駆動源(5)と、
前記基台に対し回転自在に支持され、前記巻枠の入口側で前記線材を成形する第1ローラ(10、40、60)と、
前記基台に対し回転自在に支持され、前記第1ローラとで挟圧を加えながら前記第1ローラよりも前記巻枠に近い入口側で前記線材を成形する第2ローラ(20、50)とを備え、
前記第1ローラの外力で曲げ変形を加え、前記第1ローラ及び前記第2ローラとの挟み圧を加えた後に前記第2ローラの外力で前記曲げ変形の曲げ方向と逆方向に逆曲げ変形を加え、
前記巻枠に搬入する前記線材に内反りを与えるように前記第1ローラ及び前記第2ローラの各回転中心軸(11、21、31、41、51、61)を距離(d1、d2)だけ偏心する位置に配置したコイル巻線装置。
続きを表示(約 790 文字)
【請求項2】
前記線材供給源と前記成形用上ローラ及び前記成形用下ローラとの間に、線材にテンションを付与するテンション付与部(4)を備えた請求項1記載のコイル巻線装置。
【請求項3】
前記巻枠と前記成形用上ローラ及び前記成形用下ローラとの間に前記巻枠に供給する線材の巻枠幅方向位置を規制するガイド部(32、33)を備えた請求項1又は請求項2に記載のコイル巻線装置。
【請求項4】
前記第1ローラの外壁面(12)及び前記第2ローラの外壁面(22)は、フラット面である請求項1記載のコイル巻線装置。
【請求項5】
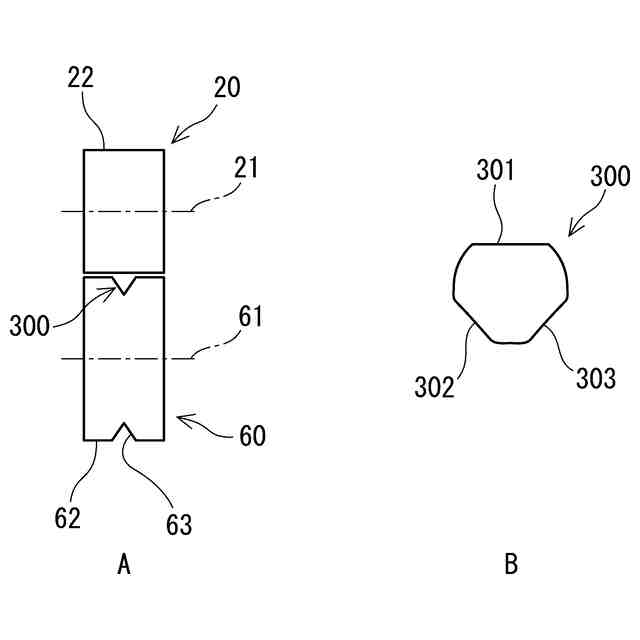
前記第1ローラの外壁面(12、60)及び前記第2ローラの外壁面(22)の一方又は両方は、線材を案内するV溝(63、64)を有する請求項1記載のコイル巻線装置。
【請求項6】
前記第1ローラの外壁面(12)及び前記第2ローラの外壁面(22)の一方又は両方は、線材を案内するU溝(65、66)を有する請求項1記載のコイル巻線装置。
【請求項7】
回転駆動される巻枠に線材(3、300)を巻回するコイル巻線方法であって、
巻枠(8)に供給される線材を曲げ加工するための成形用ローラ対の一方のローラ(10、40、60)で曲げ変形を与える工程と、
前記成形用ローラ対の他方のローラ(20、50)で前記曲げ変形と逆方向の逆曲げ変形を与える工程と、を含み、
前記他方のローラで線材に逆曲げ変形を与える工程は、前記巻枠に巻回される線材の膨らみを打ち消すように、前記巻枠の入口側の前記線材を内反りに変形する工程であるコイル巻線方法。
【請求項8】
前記曲げ変形を与える前工程において、前記線材にテンションを与える工程を含む請求項7記載のコイル巻線方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、巻枠に巻回するコイルの膨らみを抑制する巻線装置及び巻線方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
巻線対象物に線材を巻く巻線工法において巻枠に線材(銅線)を整列して巻くためにはテンションの変動を所定範囲内に保つことが要求される。しかし、線材が巻き取られる巻枠の形状や巻線の移動速度が変動すると、テンションも変動してしまう。
従来技術ではバネ等を使用して線材に一定の荷重を付与し、テンションを制御していたが、高速でテンションが変動する場合には変動に追従できなくなる。テンションが低下すると銅線にたるみが発生し、巻き枠への整列巻が困難となる。
【0003】
特許文献1は、巻線装置において、一定の間隔を置いて機台に回転自在に支持した第1のバックアップローラと第2のバックアップローラと、第1バックアップローラ、第2バックアップローラとの間で同時に線材を挟圧し巻型の直辺部から湾曲して膨出しようとする線材の膨出方向と反対方向に湾曲する塑性変形を加える逆反りローラとを備えた線材曲げ装置を巻型の上流に配設する技術を開示している。
【先行技術文献】
【特許文献】
【0004】
特許第3566753号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
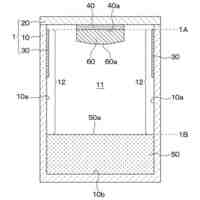
一般に、モータの固定コアは、アスペクト比の高い長方形巻枠へ線材を3~4層状に巻き付けた後、巻線された複数の巻枠を円弧上に組付けて配置させる。このとき、隣合うコイル間の隙間がせまいので、巻枠に巻回される巻線の巻き幅を膨らまないように確実に抑える必要がある。
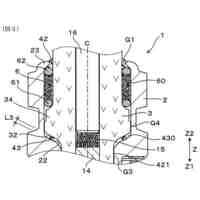
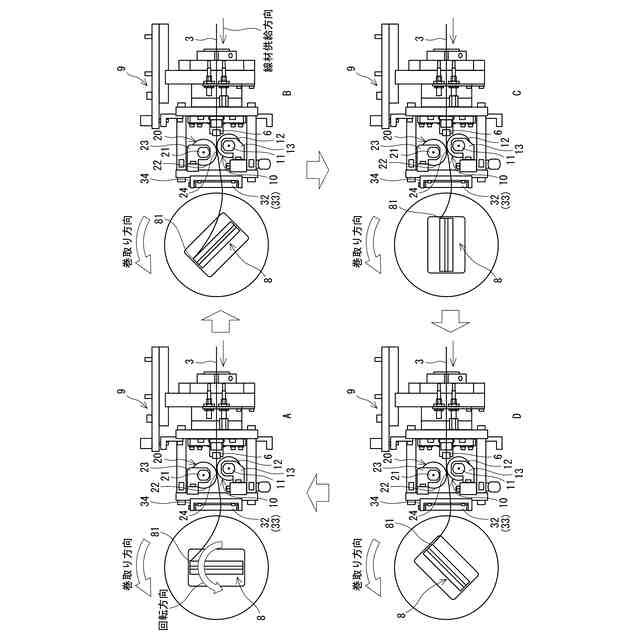
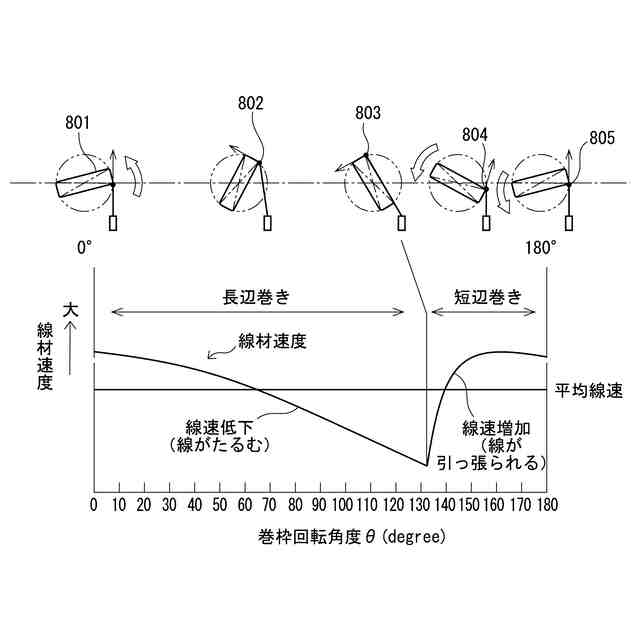
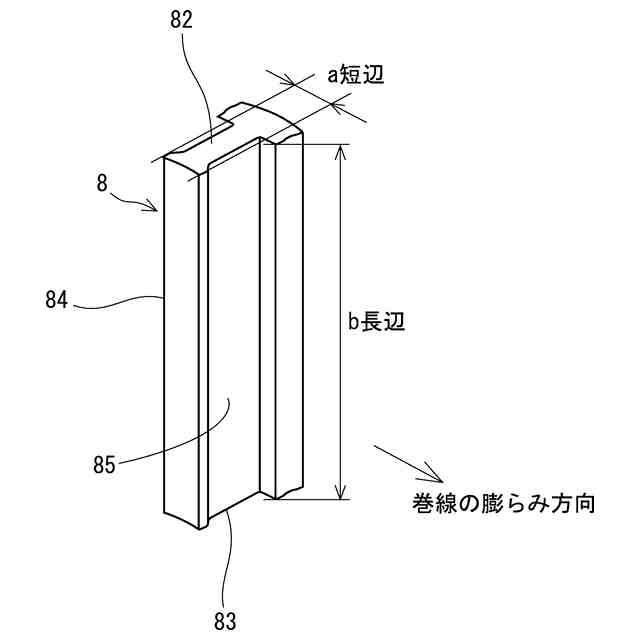
アスペクト比の高い長方形状の巻枠では、特に長辺部でのコイル巻線の膨らみが密接な巻線を困難にする。巻枠の回転に伴い巻枠が線材を巻き取るとき、例えば図9に示すような巻枠8の短辺面82、83と長辺面84、85に線材を複数層に巻回すると、特に長辺面84、85でのコイル巻線の巻状態が膨らむ傾向にある。
本発明は、上述に鑑みてなされたものであり、その目的は、巻枠に対し線材を複数層に密接に巻回するコイル巻線装置及びコイル巻線方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明のコイル巻線装置は、
基台(1)と、
前記基台に対し回転自在に支持され、線材供給源(2)から供給される線材(3)を巻回する巻枠(8)と、
前記巻枠を回転駆動する駆動源(5)と、
前記基台に対し回転自在に支持され、前記巻枠の入口側で前記線材を巻き掛け成形する第1ローラ(10)と、
前記基台に対し回転自在に支持され、前記第1ローラとで挟圧を加えながら前記第1ローラよりも前記巻枠に近い入口側で前記線材を巻き掛け成形する第2ローラ(20)とを備え、
前記第1ローラの外力で曲げ変形を加え、前記第1ローラ及び前記第2ローラとの挟み圧を加えた後に前記第2ローラの外力で前記曲げ変形の曲げ方向と逆方向に逆曲げ変形を加え、
前記巻枠に搬入する前記線材に内反りを与えるように前記第1ローラ及び前記第2ローラの各回転中心軸(11、21)を距離(d1、d2)だけ偏心する位置に配置した構成を採用する。
【0007】
上記の第1ローラの回転軸中心軸(11)と第2ローラの回転中心軸(21)とは水平方向に距離(d1)、垂直方向に(d2)だけ偏心している。この距離(d1、d2)の値は、ゼロではなく、第2ローラから搬出される線材が巻枠に巻回されるとき内反りを生じる程度に設定される。
【0008】
一般に、コイル巻線装置は、巻枠形状によりテンションの変動が異なる。また巻枠に巻回される線材の移動速度の変動などでテンションが変動する。巻枠形状、線材の移動速度に応じて線材に生じるたるみの度合いは変化する。
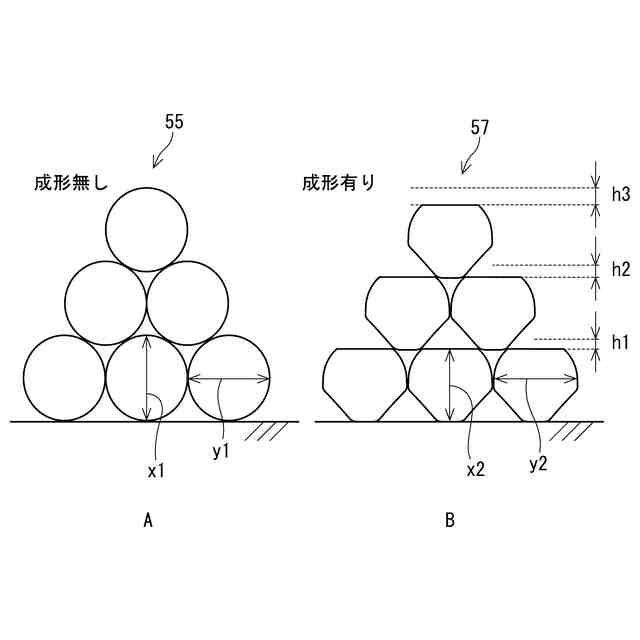
本発明のコイル巻線装置によれば、回転駆動される巻枠に巻き取られる線材に巻枠回転中心軸からみて内反りになる曲げ変形を与えることで、巻枠に層状に巻回される巻線の巻幅の膨らみを抑制することができる。
【0009】
上記の内反りの逆曲げ変形は、一度曲げ変形した線材を逆方向へ曲げ変形(逆曲げ変形)しているため、2度目の曲げ変形となる逆曲げ時に内反り変形を保持しやすいから巻枠への密接な巻回を可能にする。
一般に、駆動力を受けて回転する巻枠に線材が巻回されるとき、アスペクト比(図9に示すb/a)の高い巻枠では長辺側で緩みやすく、緩んだ状態で巻き付けると巻幅が膨らんでしまう傾向にある。
【0010】
しかし、本発明のコイル巻線装置によれば、アスペクト比の高い長方形巻枠へ線材を複数層状に、例えば3から4層状に巻きつけたとき、コイル間隙間が小さい空間で、巻枠に巻回するコイルの膨らみを抑制することができる。
また、本発明のコイル巻線装置によれば、巻枠に搬入される線材にテンションの変動が大きい場合、相対的に密接な高密度の複数層の巻線を実現する。
さらに、本発明のコイル巻線装置によれば、巻回される線材の移動速度を高速にしても、相対的に巻幅の膨らみを抑制した巻線の高速巻き及び整列巻を実現することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
操縦桿
10日前
株式会社デンソー
駆動装置
11日前
株式会社デンソー
半導体装置
9日前
株式会社デンソー
運転支援装置
10日前
株式会社デンソー
情報処理方法
11日前
株式会社デンソー
通信システム
11日前
株式会社デンソー
情報処理方法
3日前
株式会社デンソー
スパークプラグ
11日前
株式会社デンソー
アクチュエータ
9日前
株式会社デンソー
冷凍サイクル装置
4日前
株式会社デンソー
エネルギー予測装置
10日前
株式会社デンソー
発光ユニット、光学センサ
9日前
株式会社デンソー
潅水システムおよび制御装置
4日前
株式会社デンソー
潅水システムおよび制御装置
4日前
株式会社SOKEN
導波管
2日前
株式会社デンソーウェーブ
認証システムおよび認証方法
3日前
株式会社デンソー
無線装置、及び電源ユニット
3日前
株式会社デンソー
電力変換装置及びプログラム
2日前
株式会社SOKEN
駆動装置
13日前
株式会社SOKEN
駆動装置
13日前
株式会社デンソー
作業装置および作業プログラム
10日前
株式会社デンソー
解体装置および解体プログラム
10日前
株式会社SOKEN
物体検知装置
2日前
トヨタ自動車株式会社
車両制御装置
2日前
株式会社デンソーテン
制御装置、制御方法、およびプログラム
10日前
トヨタ自動車株式会社
自動駐車システム
3日前
株式会社デンソー
樹脂製品の製造方法及び樹脂製品の製造装置
11日前
株式会社デンソー
通信システム、管理装置および管理プログラム
11日前
株式会社デンソー
制御装置、光学センサ、制御方法、制御プログラム
3日前
株式会社デンソー
走行制御装置、走行制御方法、及び走行制御プログラム
2日前
トヨタ自動車株式会社
熱管理システムおよび切替装置
10日前
株式会社デンソーウェーブ
リング状部材の装着システム、リング状部材の装着方法
3日前
株式会社SOKEN
移動体用温調装置及びプログラム
13日前
株式会社デンソー
無線通信システム、無線通信方法、及び無線通信プログラム
11日前
株式会社デンソー
炭化珪素単結晶の製造方法および炭化珪素単結晶の製造装置
2日前
株式会社デンソー
アクセル装置
11日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ