TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025035465
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023142519
出願日
2023-09-01
発明の名称
電気加熱式触媒装置の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
F01N
3/20 20060101AFI20250306BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】外筒に基材を挿入する際に電極と外筒とを保護するとともに、外筒に挿入後は電極に接続された配線部材を容易に引き出すこと。
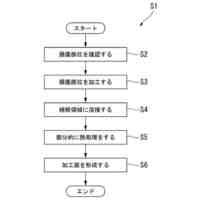
【解決手段】電気加熱式触媒装置の製造方法であって、リードが複数回にわたり折り畳まれた状態で電極の上に保持され、かつ固定テープに設けられた窓部がリードの一部を露出するように、固定テープを基材に貼りつけ、固定テープによってリードを固定する固定ステップと、リードが固定テープに保持された状態で保持マットを基材に巻き付け、保持マットとともに基材を外筒に圧入する圧入ステップと、その後、固定テープが基材に貼りつけられた状態のまま窓部からリードを引き出すとともに、外筒の開口部から外筒の外側へリードを引き出す引き出しステップとを含む。
【選択図】図1
特許請求の範囲
【請求項1】
通電されることによって発熱する基材と、
前記基材の外周面に取り付けられた電極と、
前記電極に接続された薄板状のリードと、
前記基材の外周面を覆うとともに、前記リードを外側に引き出す開口部を有する外筒と、
前記基材と前記外筒との間に介在して前記基材を保持する保持マットと、
前記外筒の外側に配置され、前記リードを介して前記電極と電気的に接続される電極端子と、
を備え、前記電極が前記基材に電圧を印加することによって、前記基材に担持された触媒が前記基材を介して加熱される電気加熱式触媒装置の製造方法であって、
前記リードが複数回にわたり折り畳まれた状態で前記電極の上に保持され、かつ固定テープに設けられた窓部が前記リードの一部を露出するように、前記固定テープを前記基材に貼りつけ、前記固定テープによって前記リードを固定する固定ステップと、
前記リードが前記固定テープに保持された状態で前記保持マットを前記基材に巻き付け、前記保持マットとともに前記基材を前記外筒に圧入する圧入ステップと、
その後、前記固定テープが前記基材に貼りつけられた状態のまま前記窓部から前記リードを引き出すとともに、前記外筒の開口部から前記外筒の外側へ前記リードを引き出す引き出しステップと
を含むことを特徴とする電気加熱式触媒装置の製造方法。
続きを表示(約 850 文字)
【請求項2】
前記引き出しステップは、前記リードの先端部を前記窓部から引き出す際、前記リードの先端側から基端側へと複数回にわたり折り曲げられた複数の折り曲げ部のうち最も先端側の第1折り曲げ部が前記固定テープに保持された状態のまま、前記第1折り曲げ部よりも先端側の部位を前記窓部から引き出す第1ステップを含む
ことを特徴とする請求項1に記載の電気加熱式触媒装置の製造方法。
【請求項3】
前記引き出しステップは、前記第1ステップの後、前記複数の折り曲げ部のうち前記第1折り曲げ部の次に前記先端側に設けられた第2折り曲げ部が前記固定テープに保持された状態のまま、前記第1折り曲げ部から前記第2折り曲げ部までの部位を前記窓部から引き出す第2ステップを含む
ことを特徴とする請求項2に記載の電気加熱式触媒装置の製造方法。
【請求項4】
前記窓部の開口幅は、前記リードの幅よりも狭く、
前記窓部の開口長さは、前記リードの複数の折り曲げ部同士の間の長さよりも長く、
前記リードの幅方向において、前記固定テープは、前記リードの幅方向両端部を覆い、かつ前記窓部が前記リードの幅方向中央部を露出する位置に配置され、
前記リードの長さ方向において、前記固定テープは、前記リードの第1折り曲げ部側を保持する部位が前記リードの先端部側を保持する部位よりも高強度に形成されている
ことを特徴とする請求項2または3に記載の電気加熱式触媒装置の製造方法。
【請求項5】
前記固定テープは、前記リードを覆う部分が非粘着部であり、前記基材に貼りつけられる部分が粘着部であり、
前記圧入ステップは、前記保持マットが前記固定テープの前記窓部を露出し、かつ前記固定テープの前記粘着部を覆うように、前記基材に前記保持マットを巻き付けられるステップを含む
ことを特徴とする請求項4に記載の電気加熱式触媒装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電気加熱式触媒装置の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1には、基材を収容する外筒と、基材の外周面に取り付けられ、蛇腹状の引出部を有する電極と、を備えた電気加熱式触媒装置の製造方法において、電極の引出部を外筒の開口部から外側に引き出すことが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2015-107452号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
電気加熱式触媒装置を製造する際、基材の外周面に電極が取り付けられた状態で外筒に基材を挿入する。この挿入時、基材に取り付けられた電極が蛇腹状である場合、電極が自身と干渉し、あるいは電極が折り畳まれた形状から伸びようとして外筒と干渉してしまう。この干渉が起きると、電極自身や外筒を傷つける虞がある。
【0005】
本発明は、上記事情に鑑みてなされたものであって、外筒に基材を挿入する際に電極と外筒とを保護するとともに、外筒に挿入後は電極に接続された配線部材を容易に引き出すことができる電気加熱式触媒装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、通電されることによって発熱する基材と、前記基材の外周面に取り付けられた電極と、前記電極に接続された薄板状のリードと、前記基材の外周面を覆うとともに、前記リードを外側に引き出す開口部を有する外筒と、前記基材と前記外筒との間に介在して前記基材を保持する保持マットと、前記外筒の外側に配置され、前記リードを介して前記電極と電気的に接続される電極端子と、を備え、前記電極が前記基材に電圧を印加することによって、前記基材に担持された触媒が前記基材を介して加熱される電気加熱式触媒装置の製造方法であって、前記リードが複数回にわたり折り畳まれた状態で前記電極の上に保持され、かつ固定テープに設けられた窓部が前記リードの一部を露出するように、前記固定テープを前記基材に貼りつけ、前記固定テープによって前記リードを固定する固定ステップと、前記リードが前記固定テープに保持された状態で前記保持マットを前記基材に巻き付け、前記保持マットとともに前記基材を前記外筒に圧入する圧入ステップと、その後、前記固定テープが前記基材に貼りつけられた状態のまま前記窓部から前記リードを引き出すとともに、前記外筒の開口部から前記外筒の外側へ前記リードを引き出す引き出しステップとを含むことを特徴とする。
【発明の効果】
【0007】
本発明では、外筒に基材を挿入する際に電極と外筒とを保護するとともに、外筒に挿入後は電極に接続された配線部材を容易に引き出すことができる。
【図面の簡単な説明】
【0008】
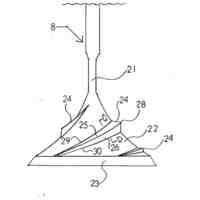
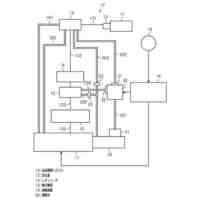
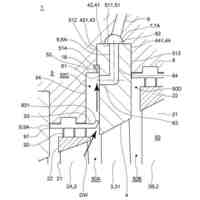
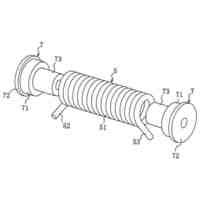
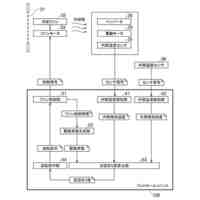
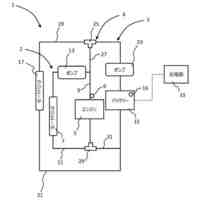
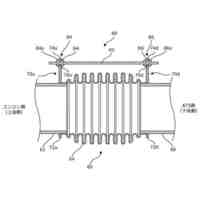
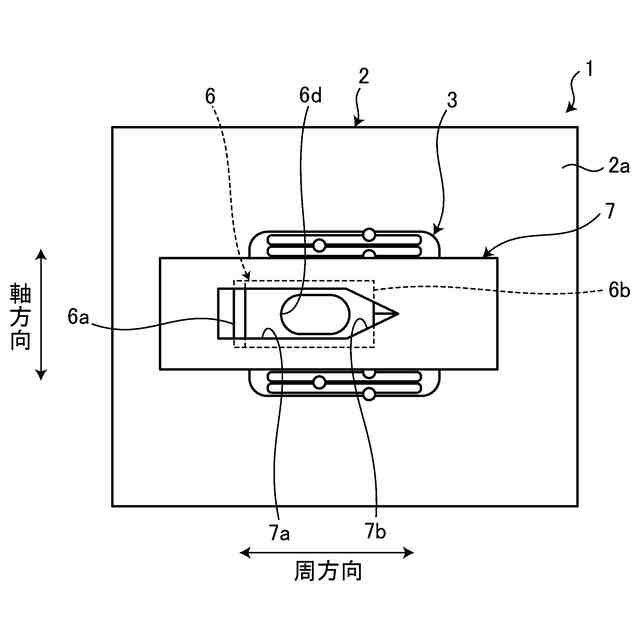
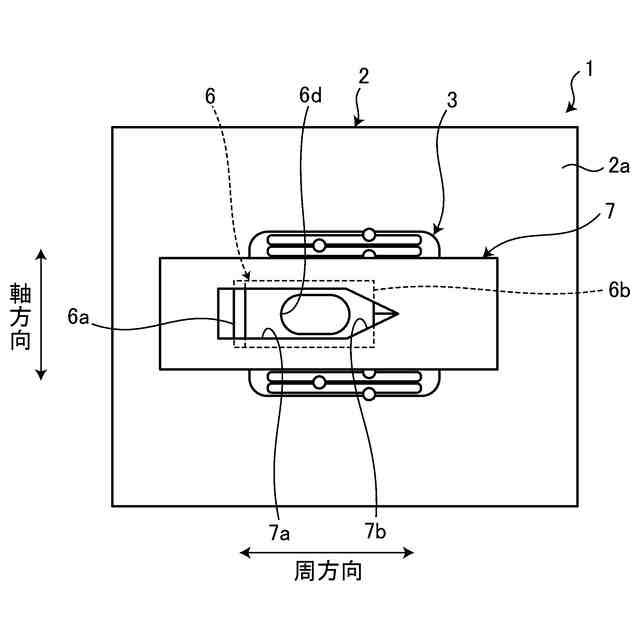
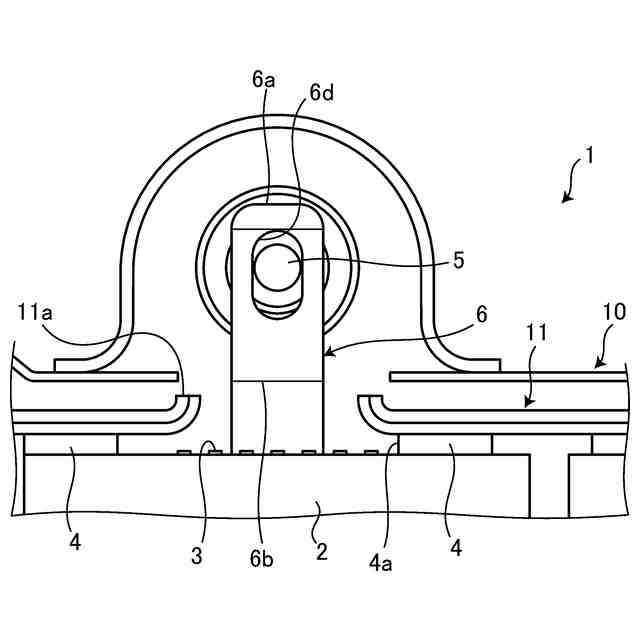
実施形態における電気加熱式触媒装置を模式的に示す図である。
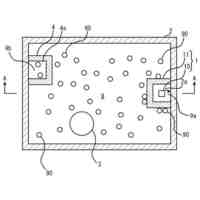
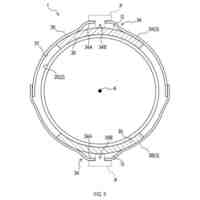
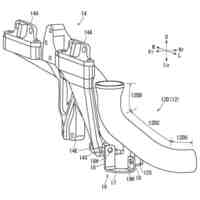
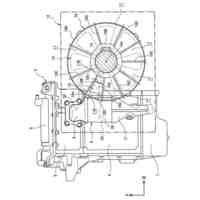
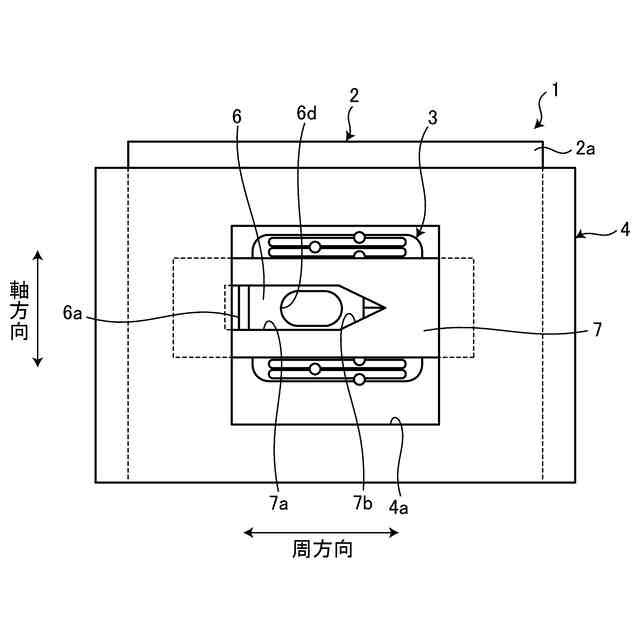
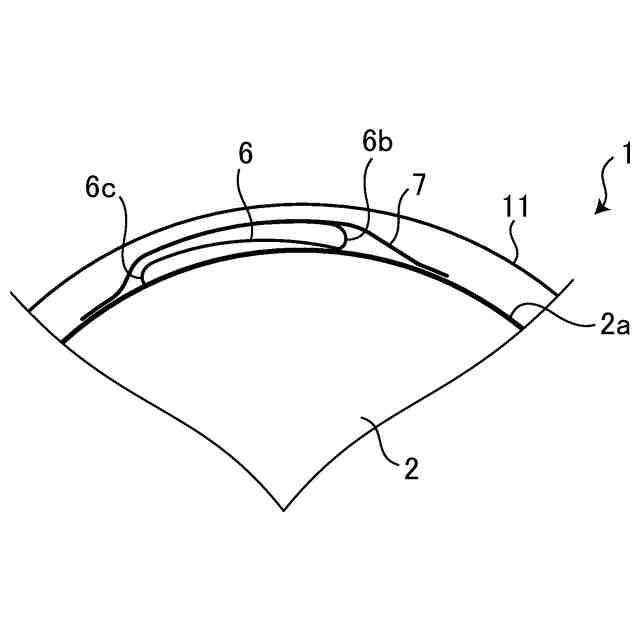
基材に保持マットを巻き付けた状態を説明するための図である。
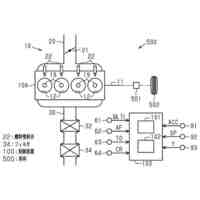
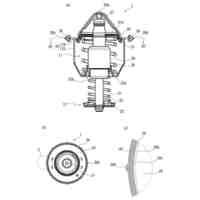
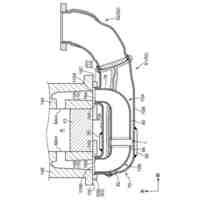
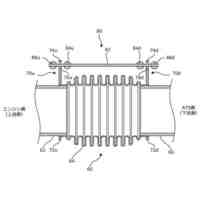
リードが電極端子に接続された状態を説明するための図である。
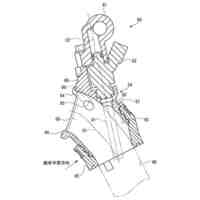
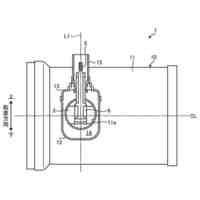
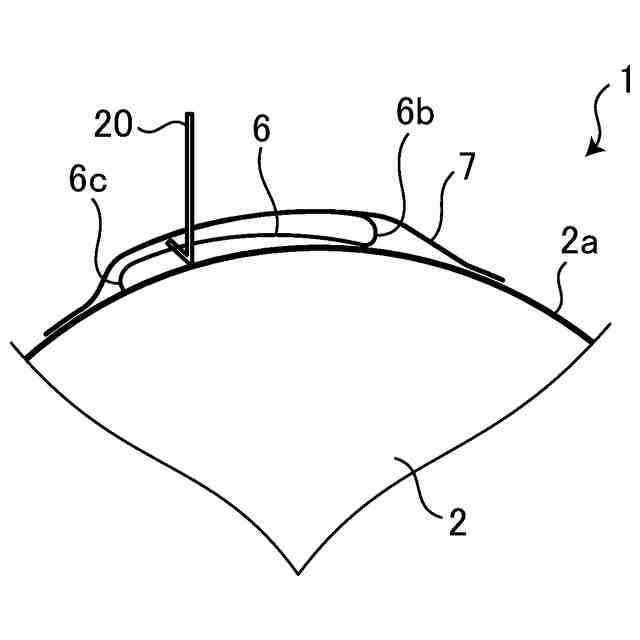
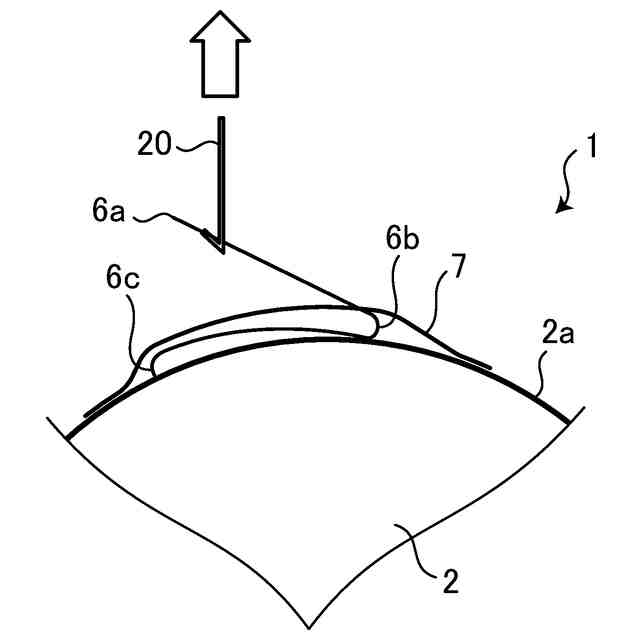
外筒の開口部からリードが引き出された状態を説明するための図である。
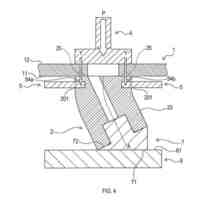
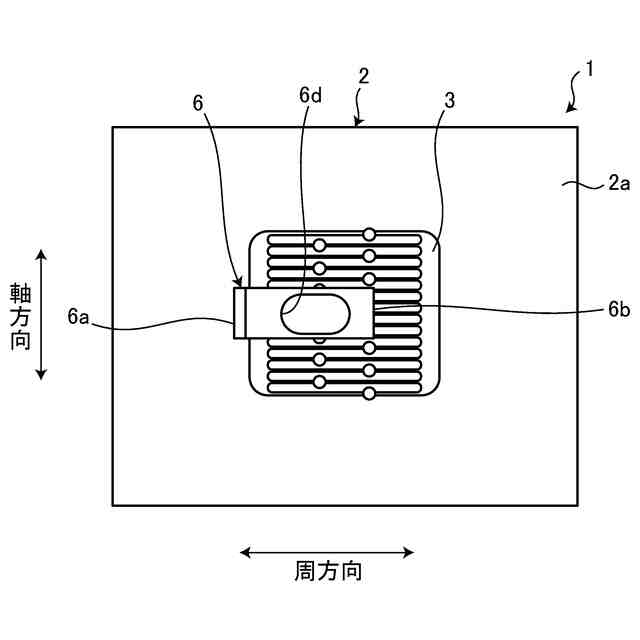
折り畳まれた状態のリードが固定テープに保持された状態を説明するための図である。
リードの形状を説明するための図である。
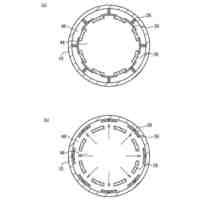
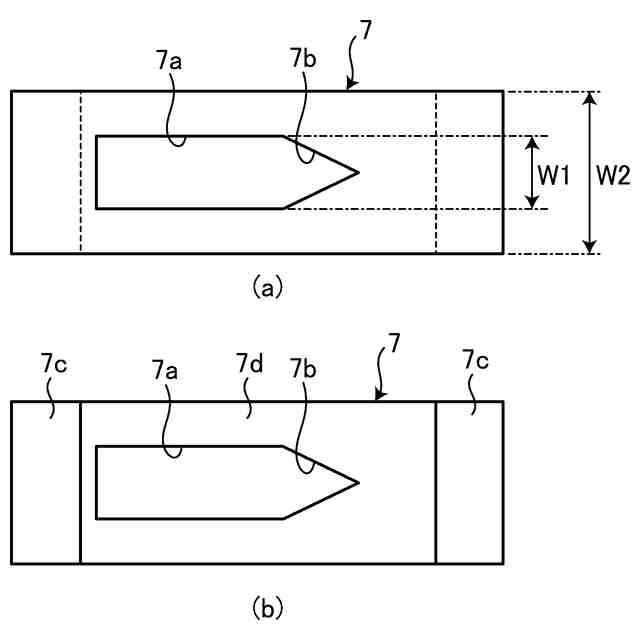
(a)は固定テープの表面を示す図であり、(b)は固定テープの裏面を示す図である。
リードの引き出し孔に治具が挿入された状態を示す図である。
第1折り曲げ部が固定テープに保持されたままリードの先端部が引き出された状態を示す図である。
第2折り曲げ部が固定テープに保持されたまま第1折り曲げ部を含むリードの先端側の部位が引き出された状態を示す図である。
(a)は第1変形例の固定テープを示す図であり、(b)は第2変形例の固定テープを示す図であり、(c)は第3変形例の固定テープを示す図であり、(d)は第4変形例の固定テープを示す図であり、(e)は第5変形例の固定テープを示す図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態における電気加熱式触媒装置の製造方法について具体的に説明する。なお、本発明は、以下に説明する実施形態に限定されるものではない。
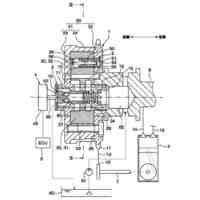
【0010】
図1~図7を参照して、実施形態における電気加熱式触媒装置について説明する。電気加熱式触媒装置1は、内燃機関を備える車両に搭載され、内燃機関の排気通路に設けられている。電気加熱式触媒装置1は、触媒を担持する基材2と、一対の電極3と、保持マット4と、一対の電極端子5と、リード6と、固定テープ7と、ケース10とを備える。ケース10の内部に基材2、一対の電極3、保持マット4、一対の電極端子5、リード6、固定テープ7が収容されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
エンジンのバルブ構造
今日
マツダ株式会社
車両
20日前
トヨタ自動車株式会社
排気浄化装置
20日前
スズキ株式会社
ブリーザ装置
今日
トヨタ自動車株式会社
オイルレベル検出装置
今日
トヨタ自動車株式会社
車両の制御装置
27日前
トヨタ自動車株式会社
アンモニア濃度算出装置
21日前
フタバ産業株式会社
排気部品
6日前
トヨタ自動車株式会社
油温調節システム
27日前
日本サーモスタット株式会社
サーモスタット装置
10日前
三菱重工業株式会社
蒸気タービン
27日前
マツダ株式会社
ロータリーピストンエンジン
27日前
ヤンマーホールディングス株式会社
エンジン
今日
株式会社豊田自動織機
分散板
6日前
日野自動車株式会社
排気浄化装置
20日前
スズキ株式会社
ブローバイガス還流装置
6日前
三恵技研工業株式会社
排気バルブ及び自動車用マフラー
今日
日本車輌製造株式会社
建設機械の作動油冷却装置
1日前
トヨタ自動車株式会社
触媒装置
13日前
株式会社豊田自動織機
動弁機構
1か月前
トヨタ自動車株式会社
エンジンオイルの希釈度合推定装置
21日前
株式会社クボタ
ファン制御システム、及び作業機
1日前
日産自動車株式会社
車両の排気漏れ検査装置および方法
6日前
スズキ株式会社
内燃機関の冷却装置
6日前
トヨタ自動車株式会社
過給エンジン用電気加熱式触媒装置
1か月前
トヨタ自動車株式会社
電気加熱式触媒
21日前
トヨタ自動車株式会社
電気加熱式触媒装置
27日前
いすゞ自動車株式会社
ハイブリッド自動車
20日前
トヨタ自動車株式会社
通電加熱式触媒装置
21日前
ダイムラー トラック エージー
排気パイプ
1か月前
フタバ産業株式会社
車載部品の製造方法及び溶接部材
24日前
ダイムラー トラック エージー
排気パイプ
1か月前
ダイムラー トラック エージー
タンク構造
20日前
株式会社三井E&S
アンモニアガスの処理装置及び処理方法
1日前
株式会社デンソー
バルブタイミング調整システム
6日前
三菱重工コンプレッサ株式会社
ロータの補修方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ