TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025024342
公報種別
公開特許公報(A)
公開日
2025-02-20
出願番号
2023128380
出願日
2023-08-07
発明の名称
検査装置、検査方法及びプログラム
出願人
アキュイティー株式会社
,
山九株式会社
代理人
弁理士法人創光国際特許事務所
,
個人
,
個人
,
個人
,
個人
主分類
G01N
21/88 20060101AFI20250213BHJP(測定;試験)
要約
【課題】外観では判定することが困難な収容体への結合部材の取り付け不良を検出する。
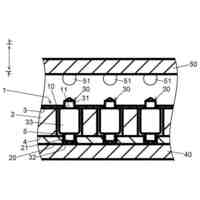
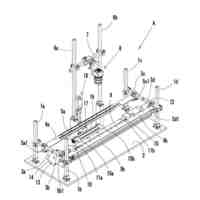
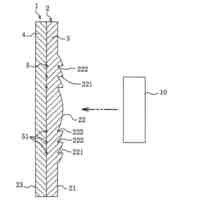
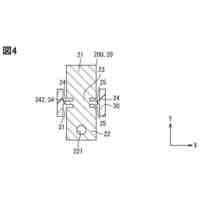
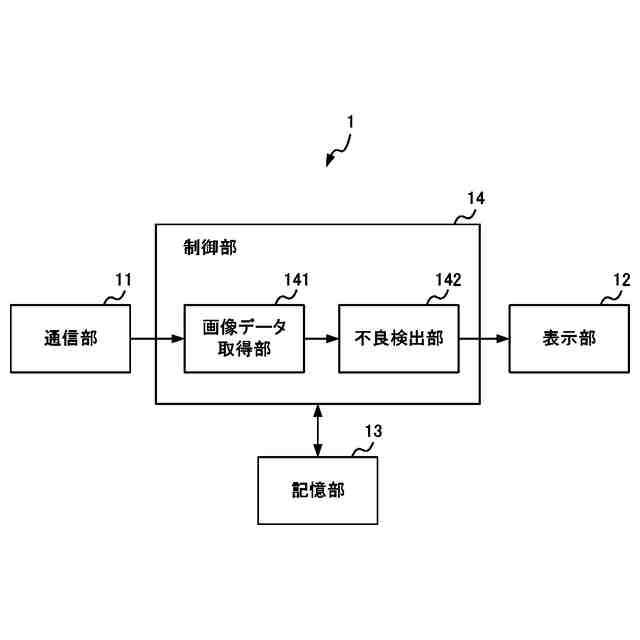
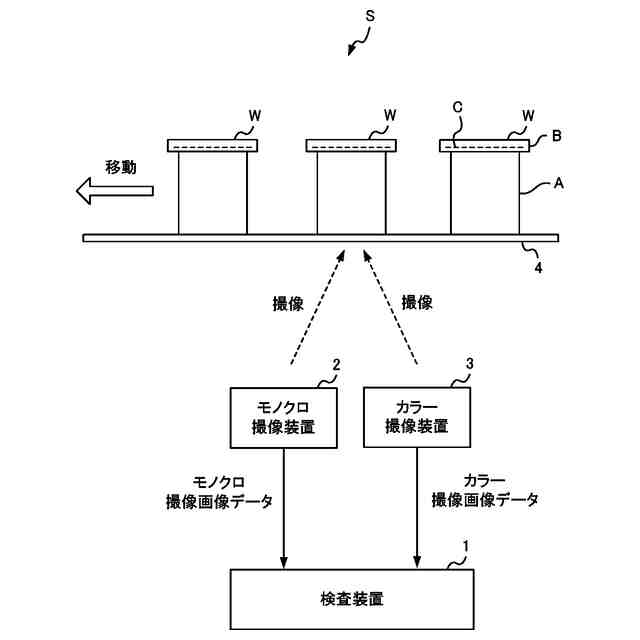
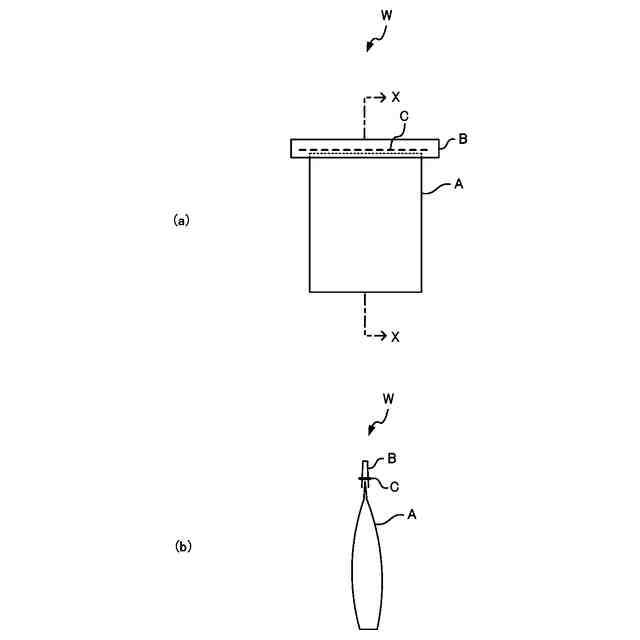
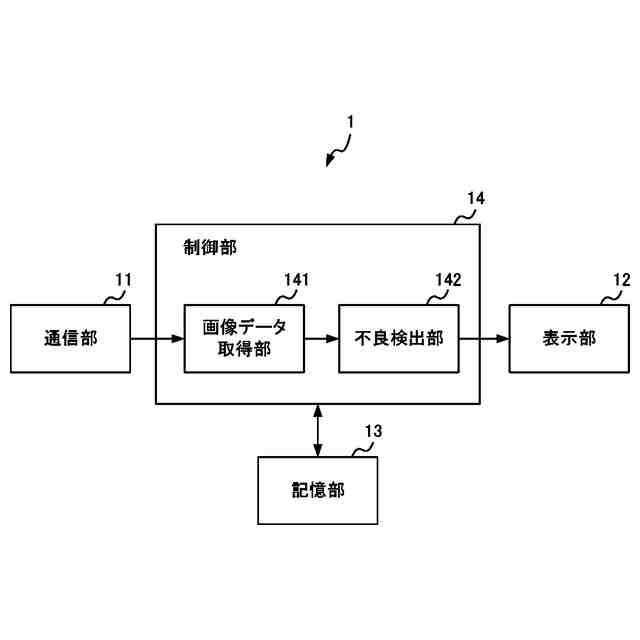
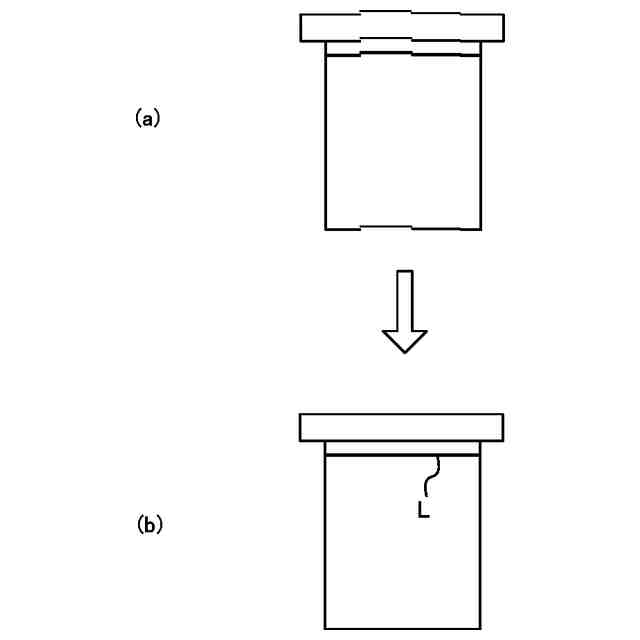
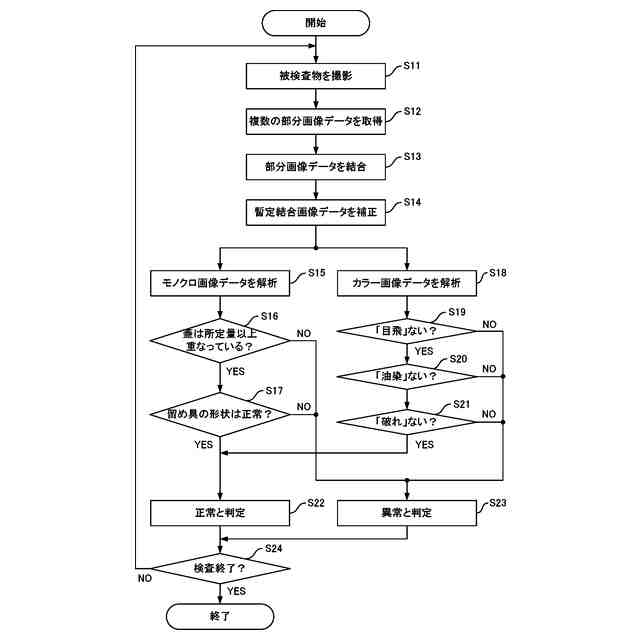
【解決手段】検査装置1は、収容体Aと、収容体Aの端部を覆うように留め具Cで収容体Aに取り付けられた結合部材Bと、を有する被検査物Wを、被検査物Wに赤外光を照射した状態で被検査物Wをモノクロ撮像装置2により撮影して生成されたモノクロ撮像画像データを取得する画像データ取得部141と、モノクロ撮像画像データにおける結合部材B及び留め具Cの少なくともいずれかの状態に基づいて被検査物Wの不良を検出する不良検出部142と、を有する。
【選択図】図4
特許請求の範囲
【請求項1】
収容体と、前記収容体の端部を覆うように留め具で前記収容体に取り付けられた結合部材と、を有する被検査物を、前記被検査物に赤外光を照射した状態で前記被検査物をモノクロ撮像装置により撮影して生成されたモノクロ撮像画像データを取得する画像データ取得部と、
前記モノクロ撮像画像データにおける前記結合部材及び前記留め具の少なくともいずれかの状態に基づいて前記被検査物の不良を検出する不良検出部と、
を有する検査装置。
続きを表示(約 1,800 文字)
【請求項2】
前記不良検出部は、前記収容体と前記結合部材とが所定量以上重なった状態で前記留め具により結合されていないという前記不良を検出する、
請求項1に記載の検査装置。
【請求項3】
前記不良検出部は、前記留め具が所定の形状を示していないという前記不良を検出する、
請求項1に記載の検査装置。
【請求項4】
前記画像データ取得部は、被検査物をカラー撮像装置により撮影して生成されたカラー撮像画像データをさらに取得し、
前記不良検出部は、前記モノクロ撮像画像データに基づいて第1種別の不良を検出し、前記カラー撮像画像データに基づいて前記第1種別と異なる第2種別の不良を検出する、
請求項1に記載の検査装置。
【請求項5】
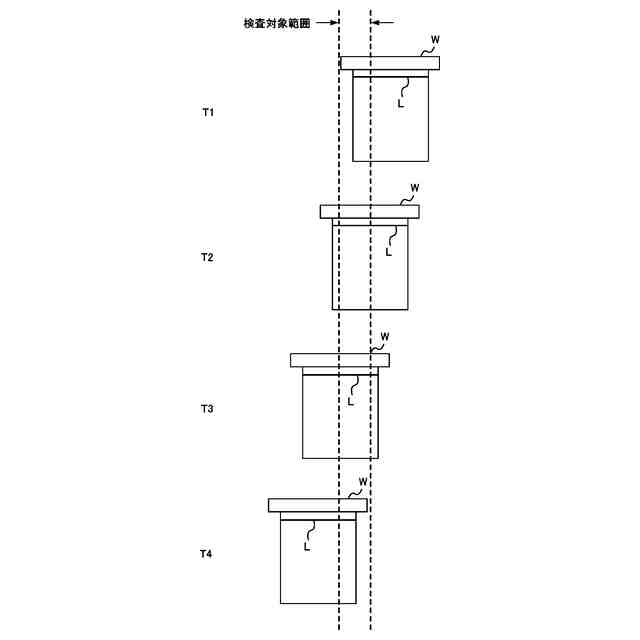
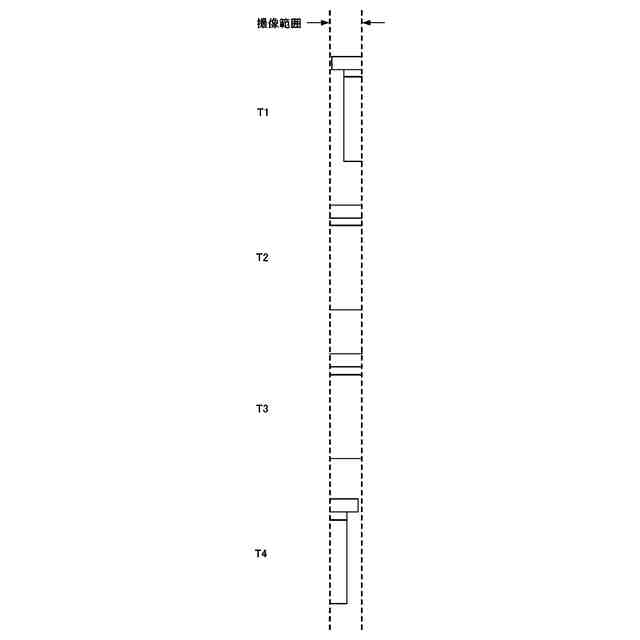
前記画像データ取得部は、前記モノクロ撮像装置の撮像領域における検査対象範囲を通過するように搬送されている間に前記被検査物を撮影して生成された複数の前記モノクロ撮像画像データを取得し、
前記不良検出部は、前記被検査物の一部の領域がそれぞれに写った前記複数のモノクロ撮像画像データに基づいて前記被検査物の不良を検出する、
請求項1から3のいずれか一項に記載の検査装置。
【請求項6】
前記複数のモノクロ撮像画像データは、前記結合部材の長手方向における前記結合部材における複数の異なる領域が撮影されることにより生成されており、
前記不良検出部は、前記複数のモノクロ撮像画像データを結合した結合画像データにおいて前記留め具の状態に異常を検出した場合に、前記被検査物に不良があると判定する、
請求項1から3のいずれか一項に記載の検査装置。
【請求項7】
前記複数のモノクロ撮像画像データは、前記被検査物が前記結合部材の長手方向に搬送されている間に1台の撮像装置が異なるタイミングで撮像することにより生成されており、
前記不良検出部は、前記複数のモノクロ撮像画像データのうち、隣接する2つのモノクロ撮像画像データにおける前記結合部材又は前記留め具の画像の連続性が高まるように、前記結合部材の長手方向と直交する方向に少なくとも1つの前記モノクロ撮像画像データを移動した後の前記複数のモノクロ撮像画像データに基づいて前記被検査物の不良を検出する、
請求項6に記載の検査装置。
【請求項8】
前記複数のモノクロ撮像画像データは、前記結合部材における複数の異なる領域が撮影されることにより生成されており、
前記不良検出部は、不良がある状態で収容体に取り付けられた結合部材の異なる領域が撮影されることにより生成された教師画像データ、又は不良がない状態で収容体に取り付けられた結合部材の異なる領域が撮影されることにより生成された教師画像データを用いて機械学習した機械学習モデルであって、前記被検査物に不良があるか否かを判定した結果を出力する機械学習モデルに前記複数のモノクロ撮像画像データを入力することにより、前記被検査物の不良を検出する、
請求項6に記載の検査装置。
【請求項9】
コンピュータが実行する、
収容体と、前記収容体の端部を覆うように留め具で前記収容体に取り付けられた結合部材と、を有する被検査物を、前記被検査物に赤外光を照射した状態で前記被検査物をモノクロ撮像装置により撮影して生成されたモノクロ撮像画像データを取得するステップと、
前記モノクロ撮像画像データにおける前記結合部材及び前記留め具の少なくともいずれかの状態に基づいて前記被検査物の不良を検出するステップと、
を有する検査方法。
【請求項10】
コンピュータに、
収容体と、前記収容体の端部を覆うように留め具で前記収容体に取り付けられた結合部材と、を有する被検査物を、前記被検査物に赤外光を照射した状態で前記被検査物をモノクロ撮像装置により撮影して生成されたモノクロ撮像画像データを取得するステップと、
前記モノクロ撮像画像データにおける前記結合部材及び前記留め具の少なくともいずれかの状態に基づいて前記被検査物の不良を検出するステップと、
を実行させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被検査物を検査する検査装置、検査方法及びプログラムに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来、カメラで収容体が撮影された画像により、収容体が密封されているかどうかを判定する検査方法が知られている(例えば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0003】
特開2002-116152号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
収容体に結合部材をかぶせて固定することにより収容体を密封する場合、外観上は収容体に結合部材が密着しているように見えても、結合部材が十分に収容体に密着していない場合がある。従来の検査方法では、このような不良を検出することができなかった。
【0005】
そこで、本発明はこれらの点に鑑みてなされたものであり、外観では判定することが困難な収容体への結合部材の取り付け不良を検出できるようにすることを目的とする。
【課題を解決するための手段】
【0006】
本発明の第1の態様の検査装置は、収容体と、前記収容体の端部を覆うように留め具で前記収容体に取り付けられた結合部材と、を有する被検査物を、前記被検査物に赤外光を照射した状態で前記被検査物をモノクロ撮像装置により撮影して生成されたモノクロ撮像画像データを取得する画像データ取得部と、前記モノクロ撮像画像データにおける前記結合部材及び前記留め具の少なくともいずれかの状態に基づいて前記被検査物の不良を検出する不良検出部と、を有する。
【0007】
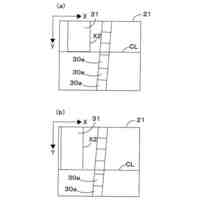
前記不良検出部は、前記収容体と前記結合部材とが所定量以上重なった状態で前記留め具により結合されていないという前記不良を検出してもよい。
【0008】
前記不良検出部は、前記留め具が所定の形状を示していないという前記不良を検出してもよい。
【0009】
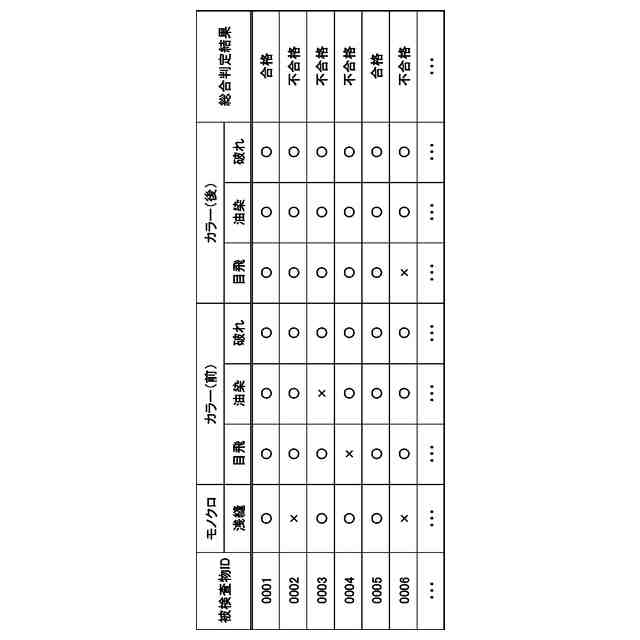
前記画像データ取得部は、被検査物をカラー撮像装置により撮影して生成されたカラー撮像画像データをさらに取得し、前記不良検出部は、前記モノクロ撮像画像データに基づいて第1種別の不良を検出し、前記カラー撮像画像データに基づいて前記第1種別と異なる第2種別の不良を検出してもよい。
【0010】
前記画像データ取得部は、前記モノクロ撮像装置の撮像領域における検査対象範囲を通過するように搬送されている間に前記被検査物を撮影して生成された複数の前記モノクロ撮像画像データを取得し、前記不良検出部は、前記被検査物の一部の領域がそれぞれに写った前記複数のモノクロ撮像画像データに基づいて前記被検査物の不良を検出してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精機株式会社
検出装置
1日前
個人
採尿及び採便具
7日前
個人
アクセサリー型テスター
23日前
個人
高精度同時多点測定装置
22日前
甲神電機株式会社
電流検出装置
1日前
株式会社ミツトヨ
測定器
13日前
アズビル株式会社
電磁流量計
16日前
株式会社ヨコオ
ソケット
28日前
トヨタ自動車株式会社
監視装置
28日前
株式会社ヨコオ
ソケット
29日前
ダイキン工業株式会社
監視装置
27日前
長崎県
形状計測方法
23日前
愛知電機株式会社
軸部材の外観検査装置
10日前
大和製衡株式会社
組合せ計量装置
10日前
大和製衡株式会社
組合せ計量装置
10日前
個人
システム、装置及び実験方法
16日前
愛知時計電機株式会社
ガスメータ
13日前
ローム株式会社
半導体装置
21日前
双庸電子株式会社
誤配線検査装置
2日前
TDK株式会社
磁気センサ
28日前
ローム株式会社
半導体装置
21日前
TDK株式会社
ガスセンサ
29日前
日東精工株式会社
振動波形検査装置
2日前
三恵技研工業株式会社
融雪レドーム
28日前
日本特殊陶業株式会社
センサ
13日前
トヨタ自動車株式会社
測定システム
20日前
中国電力株式会社
電柱管理システム
27日前
ダイハツ工業株式会社
移動支援装置
28日前
株式会社デンソー
電流センサ
21日前
多摩川精機株式会社
冗長エンコーダ
28日前
日本特殊陶業株式会社
センサ
27日前
日本特殊陶業株式会社
センサ
27日前
日本特殊陶業株式会社
センサ
27日前
日本特殊陶業株式会社
センサ
27日前
TDK株式会社
電磁波センサ
29日前
日本特殊陶業株式会社
センサ
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ