TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014891
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117828
出願日
2023-07-19
発明の名称
フィラメント及びその製造方法
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
主分類
B29B
11/16 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、造形性が良好で、高い強度及び良好な造形精度を有する造形品を造形することができるフィラメント及びその製造方法を提供することを目的とする。
【解決手段】連続強化繊維と熱可塑性樹脂とを含み、(a)~(f)により求められる連続強化繊維たたまれ度Ffが0.50以下であり、長手方向に直交する断面において、連続強化繊維の60%以上が集合して連続強化繊維束をなしている、付加製造用フィラメント。(a)フィラメントを樹脂包埋し、研磨により長手方向に直交する断面を露出させる。(b)マイクロスコープにより断面の画像を撮影する。(c)得られた画像において、連続強化繊維が全て入る最小の円を描く。(d)円の円周上の各点と、該各点から最も近い連続強化繊維との距離lを測定し、最長のlをLとする。(e)円の直径の長さRに対するLの比率ffを求める。(f)ffを任意の20断面で求め、その平均値をFfとする。
【選択図】なし
特許請求の範囲
【請求項1】
連続強化繊維と熱可塑性樹脂とを含む付加製造用のフィラメントであって、以下の(a)~(f)の手順により求められる連続強化繊維たたまれ度(Ff)が0.50以下であり、前記フィラメントの長手方向に直交する断面において、前記連続強化繊維の60%以上が集合して連続強化繊維束をなしていることを特徴とする、フィラメント。
(a)前記フィラメントを樹脂包埋し、研磨により長手方向に直交する断面を露出させる。
(b)マイクロスコープにより前記断面の画像を撮影する。
(c)得られた前記画像において、前記連続強化繊維が全て入る最小の円を描く。
(d)前記円の円周上の各点と、該各点から最も近い前記連続強化繊維との距離lを測定し、最長のlをLとする。
(e)前記円の直径の長さRに対する前記Lの比率ffを下記式(1)から求める。
ff=L/R (1)
(f)ffを任意の20断面で求め、その平均値をFfとする。
続きを表示(約 850 文字)
【請求項2】
前記20断面のffのうちの最大値が0.50以下である、請求項1に記載のフィラメント。
【請求項3】
前記フィラメントの繊維体積含有率が5~50%である、請求項1又は2に記載のフィラメント。
【請求項4】
以下の(A)~(F)の手順により求められる連続強化繊維分散係数(Fd)が3回以下である、請求項1に記載のフィラメント。
(A)前記フィラメントを樹脂包埋し、研磨により長手方向に直交する断面を露出させる。
(B)マイクロスコープにより前記断面の画像を撮影する。
(C)得られた前記画像において、前記連続強化繊維が全て入る最小の円を描く。
(D)前記円の直径のうち、前記連続強化繊維束を横切る回数が最も多い直径を決定する。
(E)前記連続強化繊維束を横切る回数が最も多い直径が、前記連続強化繊維束を横切る回数をfdとする。
(F)fdを任意の20断面で求め、その平均値をFdとする。
【請求項5】
前記断面において、前記連続強化繊維束の幅が、前記連続強化繊維の繊維径の3~20倍である、請求項1、2、又は4に記載のフィラメント。
【請求項6】
前記断面において、前記連続強化繊維束の長さが、前記連続強化繊維束の幅の3倍以上である、請求項1、2、又は4に記載のフィラメント。
【請求項7】
前記連続強化繊維が表面処理剤を含み、前記熱可塑性樹脂と前記連続強化繊維の表面処理剤とのSP値の差が1.0以下である、請求項1、2又は4に記載のフィラメント。
【請求項8】
請求項1に記載のフィラメントの製造方法であって、
表面処理剤で連続強化繊維を処理することにより、表面処理剤を含む連続強化繊維を作製することを含み、
前記連続強化繊維の表面処理剤と前記熱可塑性樹脂とのSP値の差が1.0以下である、フィラメントの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィラメント及びその製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
各種機械や自動車等の構造部品、圧力容器、及び管状の構造物等には、マトリックス樹脂材料にガラス繊維等の強化材が添加された複合材料成形体が使用されている。特に、強度の観点から、強化繊維が連続繊維である連続繊維強化樹脂複合材料が望まれている。
近年、連続繊維強化樹脂複合材料の成形方法として、3Dプリンター等を用いて連続繊維強化樹脂からなる連続繊維フィラメントを積層する方法が注目されている。連続繊維フィラメントを積層する方式は、金型が不要であること、形状自由度が高いこと等から、開発が進められている。この際用いられる連続繊維フィラメントには、フィラメントの真円度やフィラメントにおける連続強化繊維の分散度を工夫しているもの(例えば、特許文献1)や、含まれる熱可塑性樹脂を工夫しているもの(例えば、特許文献2)が提案されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2020-217929号公報
国際公開第2019-195694号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来技術のフィラメントでは、いずれも、含まれる連続強化繊維の断面形状が良好でなく、3Dプリンターにより該フィラメントを使用して造形する際の造形性や、得られた造形品の強度、弾性率等の物性が十分でない点で改善の余地がある。
【0005】
かかる従来技術の水準に鑑み、本発明が解決しようとする課題は、造形性が良好で、高い強度及び良好な造形精度を有する造形品を造形することができるフィラメント及びその製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明者らは、かかる課題を解決すべく鋭意検討し、実験を重ねた結果、フィラメントに含まれる連続強化繊維の束の断面形状を工夫することで、上記課題を解決できることを予想外に見出し、本発明を完成するに至ったものである。
【0007】
すなわち、本発明は以下のとおりのものである。
[1]
連続強化繊維と熱可塑性樹脂とを含む付加製造用のフィラメントであって、以下の(a)~(f)の手順により求められる連続強化繊維たたまれ度(Ff)が0.50以下であり、前記フィラメントの長手方向に直交する断面において、前記連続強化繊維の60%以上が集合して連続強化繊維束をなしていることを特徴とする、フィラメント。
(a)前記フィラメントを樹脂包埋し、研磨により長手方向に直交する断面を露出させる。
(b)マイクロスコープにより前記断面の画像を撮影する。
(c)得られた前記画像において、前記連続強化繊維が全て入る最小の円を描く。
(d)前記円の円周上の各点と、該各点から最も近い前記連続強化繊維との距離lを測定し、最長のlをLとする。
(e)前記円の直径の長さRに対する前記Lの比率ffを下記式(1)から求める。
ff=L/R (1)
(f)ffを任意の20断面で求め、その平均値をFfとする。
[2]
前記20断面のffのうちの最大値が0.50以下である、[1]に記載のフィラメント。
[3]
前記フィラメントの繊維体積含有率が5~50%である、[1]又は[2]に記載のフィラメント。
[4]
以下の(A)~(F)の手順により求められる連続強化繊維分散係数(Fd)が3回以下である、[1]~[3]のいずれかに記載のフィラメント。
(A)前記フィラメントを樹脂包埋し、研磨により長手方向に直交する断面を露出させる。
(B)マイクロスコープにより前記断面の画像を撮影する。
(C)得られた前記画像において、前記連続強化繊維が全て入る最小の円を描く。
(D)前記円の直径のうち、前記連続強化繊維束を横切る回数が最も多い直径を決定する。
(E)前記連続強化繊維束を横切る回数が最も多い直径が、前記連続強化繊維束を横切る回数をfdとする。
(F)fdを任意の20断面で求め、その平均値をFdとする。
[5]
前記断面において、前記連続強化繊維束の幅が、前記連続強化繊維の繊維径の3~20倍である、[1]~[4]のいずれかに記載のフィラメント。
[6]
前記断面において、前記連続強化繊維束の長さが、前記連続強化繊維束の幅の3倍以上である、[1]~[5]のいずれかに記載のフィラメント。
[7]
前記連続強化繊維が表面処理剤を含み、前記熱可塑性樹脂と前記連続強化繊維の表面処理剤とのSP値の差が1.0以下である、[1]~[6]のいずれかに記載のフィラメント。
[8]
[1]~[6]のいずれかに記載のフィラメントの製造方法であって、
表面処理剤で連続強化繊維を処理することにより、表面処理剤を含む連続強化繊維を作製することを含み、
前記連続強化繊維の表面処理剤と前記熱可塑性樹脂とのSP値の差が1.0以下である、フィラメントの製造方法。
【発明の効果】
【0008】
本発明によれば、良好な造形性を有し、高い強度及び良好な造形精度を有する造形品を造形することができるフィラメント及びその製造方法を提供することができる。
【図面の簡単な説明】
【0009】
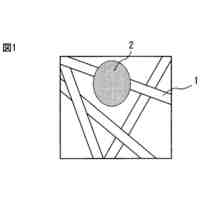
本実施形態のフィラメントの一例を示す概略断面図である。
(a)及び(b)は、フィラメントの概略断面図であり、連続強化繊維が全て入る最小の円の円周上の各点と、該各点から最も近い連続強化繊維との距離l、及び最長のlであるLを例示するための図である。
(a)は、本実施形態のフィラメントの一例について、造形前と造形後の形状を示す概略断面図である。(b)は、従来のフィラメントの一例について、造形前と造形後の形状を示す概略断面図である。
(a)及び(b)は、フィラメントの概略断面図であり、連続強化繊維が全て入る最小の円の直径が連続強化繊維束を横切る回数を例示するための図である。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態(以下、「本実施形態」という。)について詳細に説明する。なお、本発明は、以下の実施形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
旭化成株式会社
表皮材
11日前
旭化成株式会社
巻回体収納箱
7日前
旭化成株式会社
巻回体収納箱
7日前
旭化成株式会社
エアバッグ用基布
1日前
旭化成株式会社
シワ除去システム
7日前
旭化成株式会社
物品、巻回体及び収納箱
14日前
旭化成株式会社
再生ポリアミドの製造方法
9日前
旭化成株式会社
フィラメント及びその製造方法
1日前
旭化成株式会社
RFタグ及び包装物の製造方法
14日前
旭化成株式会社
ポリケトン製多孔質膜の製造方法
11日前
旭化成株式会社
エポキシ樹脂及び硬化性樹脂組成物
10日前
旭化成株式会社
ポリアスパラティック塗料組成物、及び塗膜
11日前
旭化成株式会社
ケイ素含有オリゴマー及び硬化性樹脂組成物
11日前
旭化成株式会社
発泡樹脂-金属複合体及び金属樹脂複合部材
8日前
旭化成株式会社
超高分子量ポリエチレンパウダー及び成形体
7日前
旭化成株式会社
樹脂付着アルミニウム顔料、塗料、及びインキ
7日前
旭化成株式会社
塩化ビニリデン共重合体の水分散体、フィルム及び紙積層体
7日前
旭化成株式会社
塩化ビニリデン共重合体の水分散体、フィルム及び紙積層体
7日前
旭化成株式会社
樹脂組成物の製造方法
11日前
旭化成株式会社
検査装置および検査システム
11日前
旭化成株式会社
正浸透膜、及びそれを含む正浸透膜モジュール
1日前
旭化成株式会社
二酸化炭素の電解方法、一酸化炭素又はエチレンの製造方法、二酸化炭素還元電解槽、二酸化炭素還元電解装置
11日前
旭化成株式会社
非水系二次電池用重合体組成物、非水系二次電池用正極、非水系二次電池及び非水系二次電池用重合体組成物の使用
7日前
旭化成株式会社
ポリアミドの製造方法、ポリエチレンテレフタレートの製造方法、並びに、ポリアミド及びポリエチレンテレフタレートの製造方法
9日前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
個人
射出ミキシングノズル
3か月前
株式会社日本製鋼所
押出機
3か月前
グンゼ株式会社
ピン
1か月前
株式会社FTS
ロッド
7日前
個人
樹脂可塑化方法及び装置
14日前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ