TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010219
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2024188360,2022579611
出願日
2024-10-25,2022-02-03
発明の名称
樹脂組成物の製造方法
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29B
7/48 20060101AFI20250109BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】引張伸度及び/又は剛性に優れる成形体、より好ましくは引張伸度及び剛性が高度且つ安定的に両立された成形体を形成し得る樹脂組成物の製造方法を提供する。
【解決手段】第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、シリンダー内壁とスクリューとの間隙が2mm以下の複数の狭間隙ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含む方法、及び、第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、圧力が0.1MPa以上の複数の高圧ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含み、前記複数の高圧ゾーンのうち前記圧力が最大である最高圧ゾーンの前記圧力[P1]が0.5MPa以上であり、前記圧力[P1]の、前記最高圧ゾーン以外の高圧ゾーンの前記圧力の平均値[P2]に対する比[P1/P2]が1超100以下である方法が提供される。
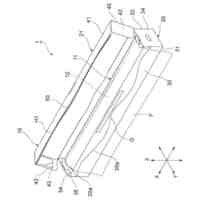
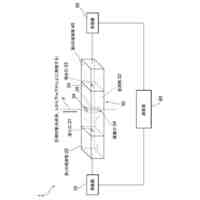
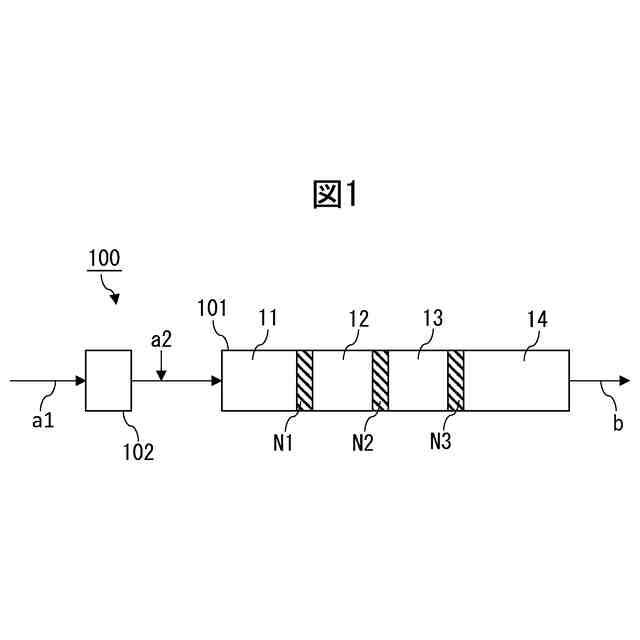
【選択図】図1
特許請求の範囲
【請求項1】
第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、
前記第1の成分は、ポリマーであり、
前記第2の成分は、有機繊維、前記第1の成分と異なるポリマー、又はこれらの組合せであり、
前記方法は、シリンダー内壁とスクリューとの間隙が2mm以下の複数の狭間隙ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含む、方法。
続きを表示(約 1,400 文字)
【請求項2】
前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記最狭間隙ゾーン以外の狭間隙ゾーンの前記間隙の平均値[G2]に対する比[G1/G2]が、0.001以上1未満である、請求項1に記載の方法。
【請求項3】
前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記最狭間隙ゾーン以外の狭間隙ゾーンの各々の前記間隙[G3]に対する比[G1/G3]が、0.001以上1未満である、請求項1又は2に記載の方法。
【請求項4】
前記第2の成分が有機繊維を含み、
前記押出機に供給される前記有機繊維が平均繊維長1μm~10000μmを有し、
前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記平均繊維長に対する比が、0.001~10である、請求項1~3のいずれか一項に記載の方法。
【請求項5】
前記第2の成分が有機繊維を含み、
前記押出機に供給される前記有機繊維が平均粒子径1μm~10000μmの粒子を形成しており、
前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記平均粒子径に対する比が、0.001~10である、請求項1~4のいずれか一項に記載の方法。
【請求項6】
前記複数の狭間隙ゾーンの各々における混合物単位質量当たりの曲げ弾性率向上率が、前記狭間隙ゾーン以外の各ゾーンにおける混合物単位質量当たりの曲げ弾性率の最大値よりも大きい、請求項1~5のいずれか一項に記載の方法。
【請求項7】
前記狭間隙ゾーンの各々について、
前記狭間隙ゾーンへの流入物の圧力が0.5~20MPaであり、且つ
前記狭間隙ゾーンへの流入物の圧力に対する前記狭間隙ゾーンからの流出物の圧力の比率が0.2以下である、請求項1~6のいずれか一項に記載の方法。
【請求項8】
前記狭間隙ゾーンの各々について、前記狭間隙ゾーンへの流入物の前記第2の成分の含有率が、15~90質量%である、請求項1~7のいずれか一項に記載の方法。
【請求項9】
前記混練工程において、前記複数の狭間隙ゾーンを通過した後の混合物に混合物よりも低温の追加ポリマーを添加して前記混合物を冷却する、請求項1~8のいずれか一項に記載の方法。
【請求項10】
第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、
前記第1の成分は、ポリマーであり、
前記第2の成分は、有機繊維、前記第1の成分と異なるポリマー、又はこれらの組合せであり、
前記方法は、圧力降下ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含み、
前記圧力降下ゾーンは、前記圧力降下ゾーンへの流入物の圧力が0.5~20MPaであり、且つ前記圧力降下ゾーンへの流入物の圧力に対する前記圧力降下ゾーンからの流出物の圧力の比率が0.2以下である部位であり、
前記圧力降下ゾーンへの流入物の前記第2の成分の含有率が15~90質量%である
、方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂組成物の製造方法に関する。
続きを表示(約 5,100 文字)
【背景技術】
【0002】
熱可塑性樹脂は、軽く、加工特性に優れるため、自動車部材、電気・電子部材、事務機器ハウジング、精密部品等の多方面に広く使用されているが、樹脂単体では、機械特性、寸法安定性等が不十分である場合が多いことから、ポリマー連続相中にフィラーを分散させ又はポリマー分散相を形成してなるコンポジットが一般的に用いられている。上記フィラーとしては、近年、セルロース繊維等の有機繊維を使用することが検討されている。セルロース繊維は、環境への負荷が少ない素材であること、低比重であること、及び樹脂組成物に対して優れた物性向上効果を有し得ることから、環境調和型の樹脂組成物のフィラーとして有望である。しかし、セルロース繊維等の有機繊維をポリマー(樹脂)中に良好に分散させることは必ずしも容易ではない。例えば押出機を用いて有機繊維と樹脂とを溶融混練する際、混練条件によっては、意図した物性向上効果が樹脂組成物に対して付与されない場合があった。ポリマー連続相及びポリマー分散相を有するポリマーアロイを形成する場合も同様であり、押出機を用いた溶融混練の際、混練条件によっては、所望の物性向上効果が得られない場合があった。
【0003】
樹脂組成物の混練に関し、例えば特許文献1は、二軸押出機を用いたポリアミド樹脂組成物の製造において、ニーディングゾーン及びフルフライトゾーンの樹脂圧が特定の関係を満たす樹脂組成物の製造方法を記載する。
【先行技術文献】
【特許文献】
【0004】
特開2016-108547号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の方法は、滞留安定性、耐熱老化性、表面外観等に優れる成形品を得ようとするものであるが、セルロース繊維等の有機繊維のようなフィラー、及び/又はポリマー分散相を含む樹脂組成物において、当該フィラー及び/又は分散相による物性向上効果を意図した程度に発現させるための方法には着目していない。セルロース繊維等の有機繊維、及び/又はポリマー分散相を含む樹脂組成物は、その材料組成に応じた有利な特性(例えば、セルロース繊維における軽量性、寸法安定性等)から、自動車用途等の種々の用途への適用が検討されている。例えば自動車用途等の、要求性能が厳しい用途においては、複数の特性(特に引張伸度及び剛性)の高度の両立並びにこれら特性の安定的な発現が望まれている。しかし従来技術では、このような優れた物性を有する成形体を形成し得る樹脂組成物は提供されていない。
【0006】
本発明の一態様は、上記の課題を解決し、引張伸度及び/又は剛性に優れる成形体、より好ましくは引張伸度及び剛性が高度且つ安定的に両立された成形体を形成し得る樹脂組成物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示は、以下の態様を包含する。
[1] 第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、
前記第1の成分は、ポリマーであり、
前記第2の成分は、有機繊維、前記第1の成分と異なるポリマー、又はこれらの組合せであり、
前記方法は、シリンダー内壁とスクリューとの間隙が2mm以下の複数の狭間隙ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含む、方法。
[2] 前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記最狭間隙ゾーン以外の狭間隙ゾーンの前記間隙の平均値[G2]に対する比[G1/G2]が、0.001以上1未満である、上記態様1に記載の方法。
[3] 前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記最狭間隙ゾーン以外の狭間隙ゾーンの各々の前記間隙[G3]に対する比[G1/G3]が、0.001以上1未満である、上記態様1又は2に記載の方法。
[4] 前記第2の成分が有機繊維を含み、
前記押出機に供給される前記有機繊維が平均繊維長1μm~10000μmを有し、
前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記平均繊維長に対する比が、0.001~10である、上記態様1~3のいずれかに記載の方法。
[5] 前記第2の成分が有機繊維を含み、
前記押出機に供給される前記有機繊維が平均粒子径1μm~10000μmの粒子を形成しており、
前記複数の狭間隙ゾーンのうち前記間隙が最小である最狭間隙ゾーンの前記間隙[G1]の、前記平均粒子径に対する比が、0.001~10である、上記態様1~4のいずれかに記載の方法。
[6] 前記複数の狭間隙ゾーンの各々における混合物単位質量当たりの曲げ弾性率向上率が、前記狭間隙ゾーン以外の各ゾーンにおける混合物単位質量当たりの曲げ弾性率の最大値よりも大きい、上記態様1~5のいずれかに記載の方法。
[7] 前記狭間隙ゾーンの各々について、
前記狭間隙ゾーンへの流入物の圧力が0.5~20MPaであり、且つ
前記狭間隙ゾーンへの流入物の圧力に対する前記狭間隙ゾーンからの流出物の圧力の比率が0.2以下である、上記態様1~6のいずれかに記載の方法。
[8] 前記狭間隙ゾーンの各々について、前記狭間隙ゾーンへの流入物の前記第2の成分の含有率が、15~90質量%である、上記態様1~7のいずれかに記載の方法。
[9] 前記混練工程において、前記複数の狭間隙ゾーンを通過した後の混合物に混合物よりも低温の追加ポリマーを添加して前記混合物を冷却する、上記態様1~8のいずれかに記載の方法。
[10] 第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、
前記第1の成分は、ポリマーであり、
前記第2の成分は、有機繊維、前記第1の成分と異なるポリマー、又はこれらの組合せであり、
前記方法は、圧力降下ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含み、
前記圧力降下ゾーンは、前記圧力降下ゾーンへの流入物の圧力が0.5~20MPaであり、且つ前記圧力降下ゾーンへの流入物の圧力に対する前記圧力降下ゾーンからの流出物の圧力の比率が0.2以下である部位であり、
前記圧力降下ゾーンへの流入物の前記第2の成分の含有率が15~90質量%である
、方法。
[11] 第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、
前記第1の成分は、ポリマーであり、
前記第2の成分は、有機繊維、前記第1の成分と異なるポリマー、又はこれらの組合せであり、
前記方法は、圧力降下ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含み、
前記圧力降下ゾーンは、前記圧力降下ゾーンへの流入物の圧力が0.5~20MPaであり、且つ前記圧力降下ゾーンへの流入物の圧力に対する前記圧力降下ゾーンからの流出物の圧力の比率が0.2以下である部位であり、
前記混練工程において、前記圧力降下ゾーンを通過した後の混合物に前記混合物よりも低温の追加ポリマーを添加して前記混合物を冷却する、方法。
[12] 第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、
前記第1の成分は、ポリマーであり、
前記第2の成分は、有機繊維、前記第1の成分と異なるポリマー、又はこれらの組合せであり、
前記方法は、圧力が0.1MPa以上の複数の高圧ゾーンを含む混練ゾーンを備える押出機によって第1の成分と第2の成分とを混練する混練工程を含み、
前記複数の高圧ゾーンのうち前記圧力が最大である最高圧ゾーンの前記圧力[P1]が0.5MPa以上であり、前記圧力[P1]の、前記最高圧ゾーン以外の高圧ゾーンの前記圧力の平均値[P2]に対する比[P1/P2]が、1超100以下である、方法。
[13] 前記最高圧ゾーン以外の高圧ゾーンの各々の前記圧力[P3]に対する前記圧力[P1]の比[P1/P3]が、1超100以下である、上記態様12に記載の方法。
[14] 前記複数の高圧ゾーンの各々のゾーン長/シリンダー内径比が、1~30である、上記態様12又は13に記載の方法。
[15] 前記最高圧ゾーン以外の高圧ゾーンの各々のゾーン長/シリンダー内径比に対する前記最高圧ゾーンのゾーン長/シリンダー内径比の比が、1以上である、上記態様12~14のいずれかに記載の方法。
[16] 前記複数の高圧ゾーンの各々における混合物単位質量当たりの曲げ弾性率向上率が、前記高圧ゾーン以外の各ゾーンにおける混合物単位質量当たりの曲げ弾性率の最大値よりも大きい、上記態様12~15のいずれかに記載の方法。
[17] 前記高圧ゾーンの各々について、
前記高圧ゾーンへの流入物の圧力が0.5~20MPaであり、且つ
前記高圧ゾーンへの流入物の圧力に対する前記高圧ゾーンからの流出物の圧力の比率が0.2以下である、上記態様12~16のいずれかに記載の方法。
[18] 前記高圧ゾーンの各々について、前記高圧ゾーンへの流入物の前記第2の成分の含有率が、15~90質量%である、上記態様12~17のいずれかに記載の方法。
[19] 前記混練工程において、前記複数の高圧ゾーンの全てを通過した後の混合物に前記混合物よりも低温の追加ポリマーを添加して前記混合物を冷却する、上記態様12~18のいずれかに記載の方法。
[20] 前記混練工程の前に、前記第1の成分の溶融物に前記第2の成分を添加して予備混合物を得る工程を更に含み、前記予備混合物を前記混練ゾーンに供給する、上記態様1~19のいずれかに記載の方法。
[21] 第1の成分と第2の成分とを含む樹脂組成物の製造方法であって、
前記第1の成分は、ポリマーであり、
前記第2の成分は、有機繊維、前記第1の成分と異なるポリマー、又はこれらの組合せであり、
【発明の効果】
【0008】
本発明の一態様によれば、引張伸度及び/又は剛性に優れる成形体、より好ましくは引張伸度及び剛性が高度且つ安定的に両立された成形体を形成し得る樹脂組成物の製造方法が提供され得る。
【図面の簡単な説明】
【0009】
本発明の態様Aの第一の実施形態に係る樹脂組成物の製造方法の工程について説明する図である。
本発明の態様Aの第二の実施形態に係る樹脂組成物の製造方法の工程について説明する図である。
本発明の態様Aの第三の実施形態に係る樹脂組成物の製造方法の工程について説明す図である。
本発明の態様Bの第一の実施形態に係る樹脂組成物の製造方法の工程について説明する図である。
本発明の態様Bの第一の実施形態に係る方法における引張伸度及び曲げ弾性率の変化挙動について説明する図である。
本発明の態様Bの第二の実施形態に係る樹脂組成物の製造方法の工程について説明する図である。
本発明の態様Bの第二の実施形態に係る方法における引張伸度及び曲げ弾性率の変化挙動について説明する図である。
本発明の態様Cに係る樹脂組成物の製造方法の工程について説明する図である。
【発明を実施するための形態】
【0010】
以下、本発明の例示の実施の形態(以下、「本実施形態」と略記する。)について説明するが、本発明はこれら実施形態に何ら限定されない。なお本開示の特性値は、特記がない限り、本開示の[実施例]の項に記載される方法又はこれと同等であることが当業者に理解される方法で測定される値である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
旭化成株式会社
巻回体収容箱
5日前
旭化成株式会社
巻回体収納箱
29日前
旭化成株式会社
巻回体収納箱
29日前
旭化成株式会社
巻回体収容箱
5日前
旭化成株式会社
シワ除去システム
29日前
旭化成株式会社
エアバッグ用基布
23日前
旭化成株式会社
板状成形品の製造方法
5日前
旭化成株式会社
再生ポリアミドの製造方法
1か月前
旭化成株式会社
ポリカーボネートの製造方法
5日前
旭化成株式会社
フィラメント及びその製造方法
23日前
旭化成株式会社
エポキシ樹脂及び硬化性樹脂組成物
1か月前
旭化成株式会社
ポリサルホン系ナノ繊維及び不織布
16日前
旭化成株式会社
管理装置、管理方法、及びプログラム
16日前
旭化成株式会社
ペレット、成形体及び成形体の製造方法
1日前
旭化成株式会社
ペレット、成形体及び成形体の製造方法
1日前
旭化成株式会社
発泡体、発泡体の製造方法、及び積層体
16日前
旭化成株式会社
ポリアミド樹脂及びポリアミド樹脂組成物
1日前
旭化成株式会社
ポリアミド樹脂及びポリアミド樹脂組成物
1日前
旭化成株式会社
超高分子量ポリエチレンパウダー及び成形体
29日前
旭化成株式会社
ポリアスパラティック塗料組成物、及び塗膜
1か月前
旭化成株式会社
蓄電デバイス用セパレータ及び蓄電デバイス
1日前
旭化成株式会社
発泡樹脂-金属複合体及び金属樹脂複合部材
1か月前
旭化成株式会社
樹脂付着アルミニウム顔料、塗料、及びインキ
29日前
旭化成株式会社
体力指標算出方法および体力指標算出プログラム
16日前
旭化成株式会社
塩化ビニリデン共重合体の水分散体、フィルム及び紙積層体
29日前
旭化成株式会社
塩化ビニリデン共重合体の水分散体、フィルム及び紙積層体
29日前
旭化成株式会社
樹脂組成物の製造方法
1か月前
旭化成株式会社
推定装置、モデル学習装置、推定方法、モデル学習方法、及びプログラム
2日前
旭化成株式会社
フレキシブル液晶表示装置
3日前
旭化成株式会社
検査装置および検査システム
1か月前
旭化成株式会社
原料液減容方法及びシステム
1日前
旭化成株式会社
繊維状物質分散液、及び繊維強化樹脂組成物
10日前
旭化成株式会社
正浸透膜、及びそれを含む正浸透膜モジュール
23日前
旭化成株式会社
水系ブロックポリイソシアネート組成物、水系コーティング組成物、塗膜及びコーティング基材
8日前
旭化成株式会社
シアノアクリレート系接着剤用増粘剤及びその製造方法、並びにシアノアクリレート系接着剤の製造方法
1日前
旭化成株式会社
非水系二次電池用重合体組成物、非水系二次電池用正極、非水系二次電池及び非水系二次電池用重合体組成物の使用
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ