TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014828
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117703
出願日
2023-07-19
発明の名称
検査装置及び検査方法
出願人
本田技研工業株式会社
代理人
弁理士法人大塚国際特許事務所
主分類
G01M
13/028 20190101AFI20250123BHJP(測定;試験)
要約
【課題】車両にモータを搭載した状態で、ギヤの噛み合い状態における損傷の発生の有無を検査すること。
【解決手段】車両の駆動源として搭載されたモータにより発生したトルクを伝達する変速機におけるギヤの損傷を検査する検査装置は、ギヤの噛み合い状態におけるAE信号を検出する検出部と、AE信号に基づいて、ギヤの噛み合い状態における損傷の発生の有無を判定する処理部と、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
車両の駆動源として搭載されたモータにより発生したトルクを伝達する変速機におけるギヤの損傷を検査する検査装置であって、
前記ギヤの噛み合い状態におけるAE信号を検出する検出部と、
前記AE信号に基づいて、前記ギヤの噛み合い状態における損傷の発生の有無を判定する処理部と、
を備えることを特徴とする検査装置。
続きを表示(約 1,100 文字)
【請求項2】
前記処理部は、前記車両の停止状態で、前記モータに所定のトルクを発生させるための駆動要求信号を生成し、前記ギヤを噛み合い状態にすることを特徴とする請求項1に記載の検査装置。
【請求項3】
前記処理部は、前記車両の自動運転制御において計画された目標停止位置を、前記検査の対象の前記ギヤの噛み合い位置で前記車両が停止するように、前記目標停止位置を更新することを特徴とする請求項1に記載の検査装置。
【請求項4】
前記AE信号に基づいて行った検査日時情報を記憶する記憶部を更に備え、
前記処理部は、前記検査日時情報のうち、前回の検査時点からの未検査期間の最も長いギヤの噛み合いを前記検査の対象として特定することを特徴とする請求項1に記載の検査装置。
【請求項5】
前記処理部は、前記車両の自動運転制御において計画された目標停止位置における噛み合い位置を基準として取得した、所定範囲の噛み合い情報のうち、前記未検査期間の最も長いギヤの噛み合いを前記検査の対象として特定することを特徴とする請求項4に記載の検査装置。
【請求項6】
前記処理部は、前記AE信号の波形に基づいて、前記損傷の発生の有無を判定することを特徴とする請求項1に記載の検査装置。
【請求項7】
前記処理部は、前記車両の停止状態で、前記所定のトルクとして、予め設定した周期と振幅とを有する正弦波のトルクを発生させるための駆動要求信号を生成し、前記ギヤを噛み合い状態にすることを特徴とする請求項2に記載の検査装置。
【請求項8】
前記記憶部は、前記検査日時情報と共に前記検査の回数情報を記憶し、
前記処理部は、前記未検査期間の最も長いギヤの組み合わせとして、複数の噛み合い情報が特定された場合には、前記回数情報に基づいて、前記検査の回数が最も少ないギヤの噛み合いを前記検査の対象として特定することを特徴とする請求項4に記載の検査装置。
【請求項9】
前記処理部は、前記判定に基づいて前記損傷の発生を報知する報知信号を出力することを特徴とする請求項1に記載の検査装置。
【請求項10】
車両の駆動源として搭載されたモータにより発生したトルクを伝達する変速機におけるギヤの損傷を検査する検査装置の検査方法であって、
前記検査装置の検出部が前記ギヤの噛み合い状態におけるAE信号を検出する工程と、
前記検査装置の処理部が前記AE信号に基づいて、前記ギヤの噛み合い状態における損傷の発生の有無を判定する工程と、
を有することを特徴とする検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は検査装置及び検査方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、回転軸を回転させて、複数段の歯車を噛み合わせながら、回転軸の振動と、回転軸の回転角を検出し、振動検出波形と回転角の検出値とにより歯車における打痕の有無及び打痕の発生位置を検知する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-91232号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
電動車両においては、車両にモータを搭載した状態で、ギヤの噛み合い状態における損傷の発生の有無を検査することが好ましいが、走行中に検査をするため車両の安定などの懸念がある。
【0005】
本発明は、上記の課題に鑑みて、車両にモータを搭載した状態で、ギヤの噛み合い状態における損傷の発生の有無を検査することが可能な検査技術の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様に係る検査装置は、車両の駆動源として搭載されたモータにより発生したトルクを伝達する変速機におけるギヤの損傷を検査する検査装置であって、
前記ギヤの噛み合い状態におけるAE信号を検出する検出部と、
前記AE信号に基づいて、前記ギヤの噛み合い状態における損傷の発生の有無を判定する処理部と、を備える。
【0007】
本発明の他の態様に係る検査方法は、車両の駆動源として搭載されたモータにより発生したトルクを伝達する変速機におけるギヤの損傷を検査する検査装置の検査方法であって、
前記検査装置の検出部が前記ギヤの噛み合い状態におけるAE信号を検出する工程と、
前記検査装置の処理部が前記AE信号に基づいて、前記ギヤの噛み合い状態における損傷の発生の有無を判定する工程と、を有する。
【発明の効果】
【0008】
本発明によれば、車両にモータを搭載した状態で、ギヤの噛み合い状態における損傷の発生の有無を検査することができる。
【図面の簡単な説明】
【0009】
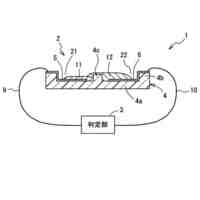
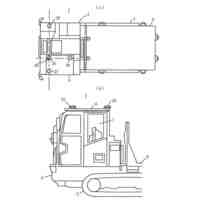
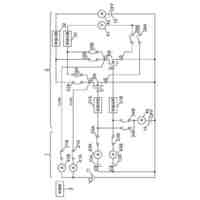
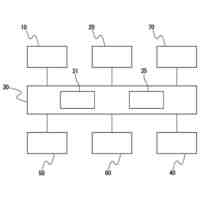
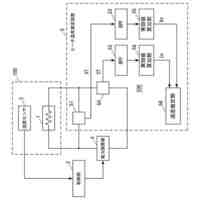
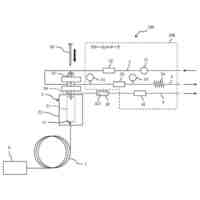
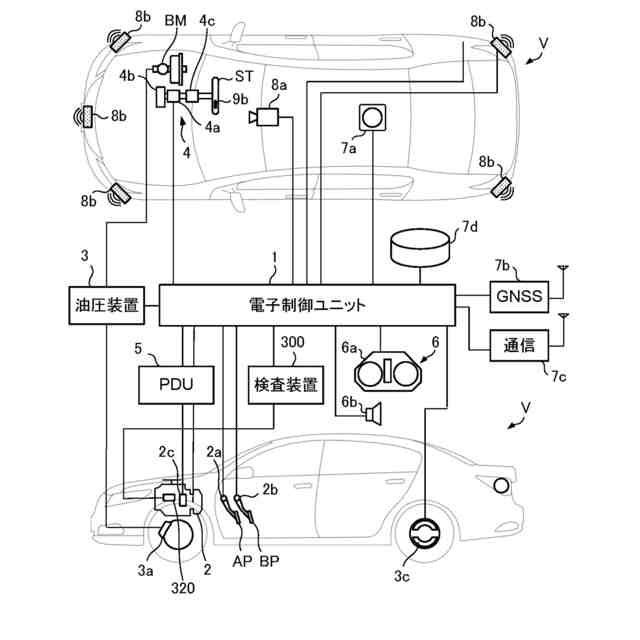
実施形態に係る車両およびその制御装置のブロック図。
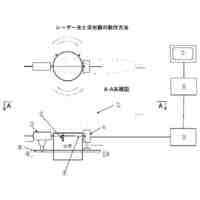
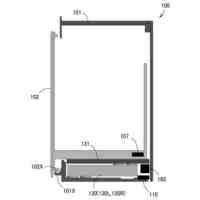
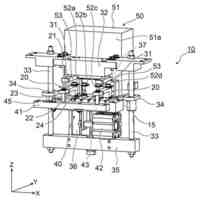
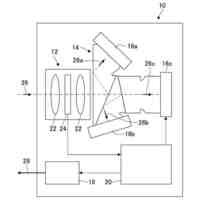
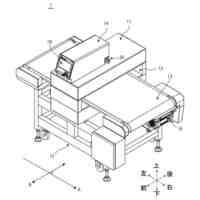
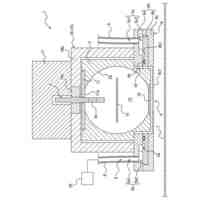
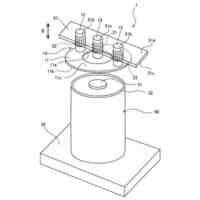
実施形態に係る車両のパワーユニットの構成例を示す図。
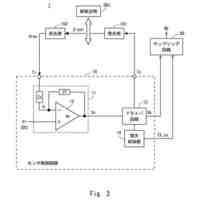
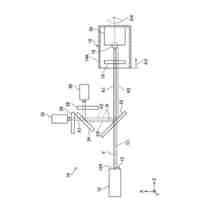
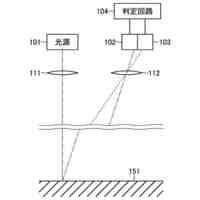
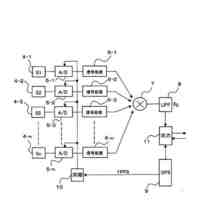
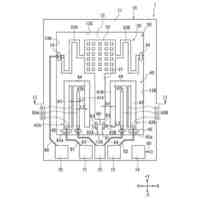
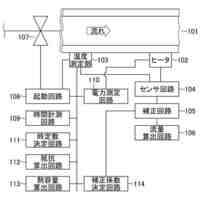
実施形態の検査装置の機能構成を示す図。
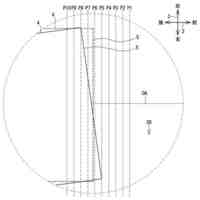
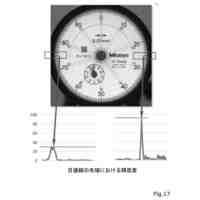
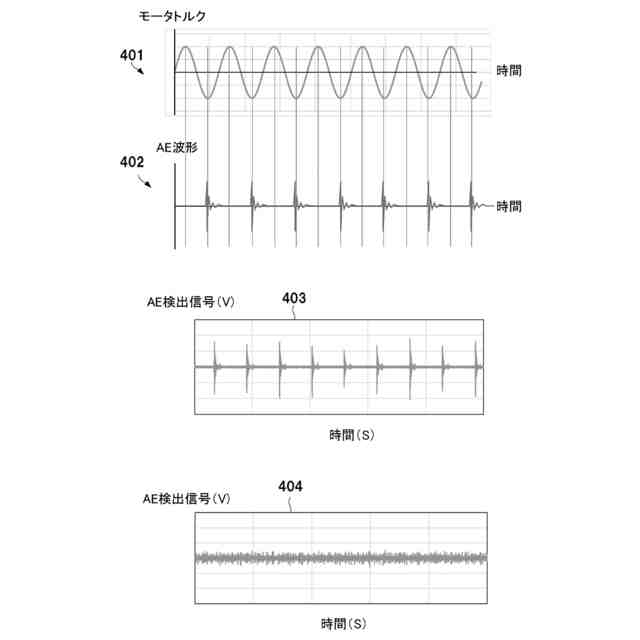
AEセンサの信号波形を例示的に説明する図。
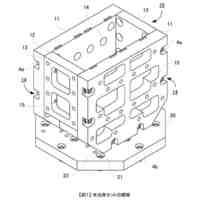
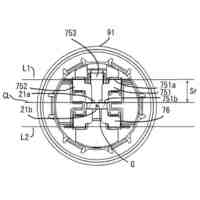
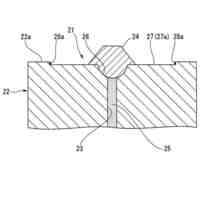
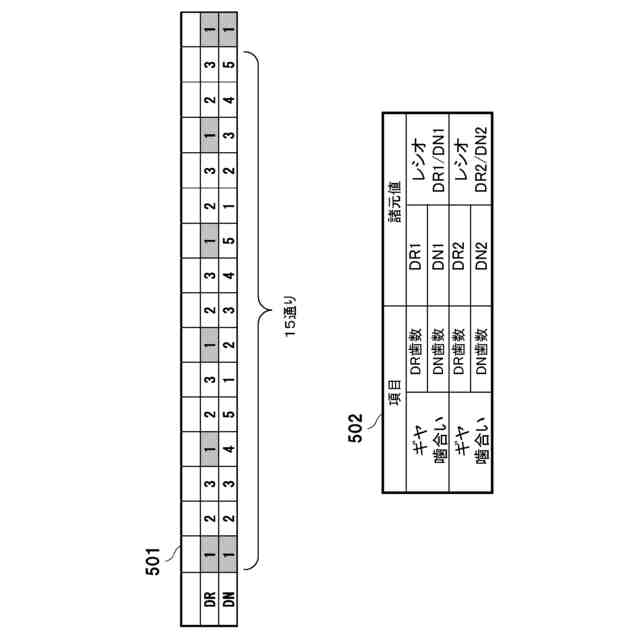
ギヤ(DR、DN)の噛み合いを例示的に説明する図。
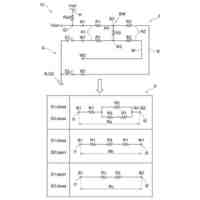
記憶部に蓄積された検査日時情報の例を示す図。
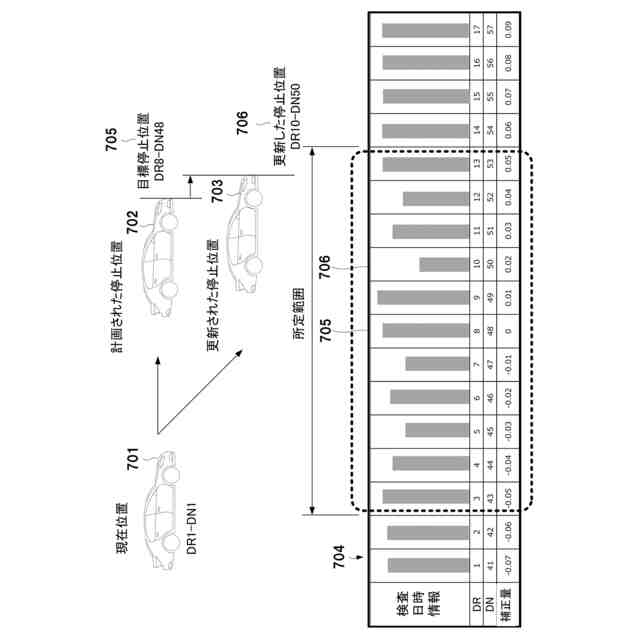
未検査期間が最も長いギヤの検査を行いために車両の停止位置を制御する処理例を説明する図。
検査装置及び電子制御ユニットにおける処理の流れを説明する図。
図8のステップS1における具体的な処理の流れを説明する図。
【発明を実施するための形態】
【0010】
以下、添付図面を参照して実施形態を詳しく説明する。なお、以下の実施形態は特許請求の範囲に係る発明を限定するものではなく、また実施形態で説明されている特徴の組み合わせの全てが発明に必須のものとは限らない。実施形態で説明されている複数の特徴のうち二つ以上の特徴が任意に組み合わされてもよい。また、同一若しくは同様の構成には同一の参照番号を付し、重複した説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
集束超音波の測定機
7日前
個人
センサ制御回路
7日前
株式会社大真空
センサ
11日前
株式会社高橋型精
採尿具
1日前
ダイトロン株式会社
外観検査装置
7日前
株式会社諸岡
自動運転作業機
11日前
アズビル株式会社
熱式流量計
1日前
学校法人東京電機大学
干渉計
8日前
アズビル株式会社
漏液センサ
11日前
株式会社国際電気
治具セット
14日前
TDK株式会社
磁気センサ
7日前
株式会社ミトミ技研
圧力測定装置
7日前
シャープ株式会社
収納装置
1日前
日本特殊陶業株式会社
ガスセンサ
1日前
エスペック株式会社
試験装置
8日前
個人
電気計器用結線器
11日前
株式会社JVCケンウッド
撮像装置
8日前
理研計器株式会社
ガス検知器
11日前
アズビル株式会社
真空計測システム
11日前
株式会社東京久栄
水中移動体用採水器
1日前
株式会社ミツトヨ
目盛板姿勢検査方法
14日前
アズビル株式会社
ヒータ温度推定装置
8日前
株式会社エー・アンド・デイ
金属検出機
11日前
横河電機株式会社
光源装置
1日前
TDK株式会社
温度センサ
1日前
株式会社島津製作所
ガスクロマトグラフ
7日前
ローム株式会社
MEMSデバイス
1日前
エスペック株式会社
二次電池用プローブ
14日前
ローム株式会社
MEMS装置
7日前
東ソー株式会社
D-サイロキシン特異的測定方法
7日前
タカハタプレシジョン株式会社
水道メータ
7日前
アズビル株式会社
封止方法および封止部構造
7日前
トヨタ自動車株式会社
推薦方法
1日前
ミネベアミツミ株式会社
位置判定装置
7日前
アズビル株式会社
熱式流量計および補正方法
7日前
株式会社ダイフク
発熱検出装置
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ