TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009377
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023112347
出願日
2023-07-07
発明の名称
開口部材の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
F01N
13/18 20100101AFI20250110BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】カバー部材を良好に開口に挿入する。
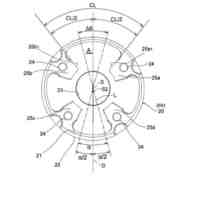
【解決手段】本製造方法では、カバー部材の取付面に取り付けられたカバー部材が、開口部材の略円形の開口に挿入される。カバー部材の内周部は、略楕円形であり、カバー部材の挟持部は、開口部材の端部と、開口に接続される他の部材とに挟持される。内周部の外周の長径は、開口の直径以上で、内周部の外周の短径は、開口の直径未満である。内周部の外周の長さは、開口の円周の長さ以下である。取付面の第1仮想線は、カバー部材の内周部を示し、取付面の第2仮想線は、カバー部材を挿入する際の開口を示す。取付面における第1及び第2仮想線の内側には、位置決め部が設けられており、位置決め部は第1仮想線の複数の特定箇所に近接する。
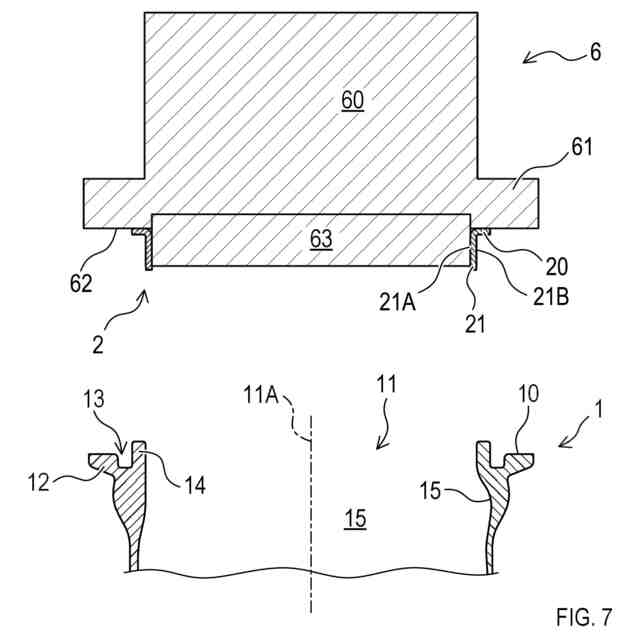
【選択図】図7
特許請求の範囲
【請求項1】
端部に設けられた略円形の開口を有する開口部材の製造方法であって、
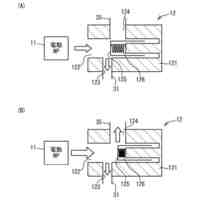
カバー部材を治具の取付面に取り付けることと、
前記治具の前記取付面に取り付けられた前記カバー部材を前記開口に挿入することと、
を備え、
前記カバー部材は、
略楕円形であるリング状の部位であって、前記カバー部材が前記開口に挿入された際、その外周面が、前記開口に連通する前記開口部材の内部空間を囲む内周面に対面する部位である内周部と、
前記内周部の端部から外側に広がる部位であって、前記開口部材の前記端部と、前記開口に接続される他の部材とに挟持される部位である挟持部と、を有し、
前記内周部の外周の長径は、前記開口の直径と同等、又は、前記開口の直径よりも長く、
前記内周部の外周の短径は、前記開口の直径よりも短く、
前記内周部の外周の長さは、前記開口の円周の長さ以下であり、
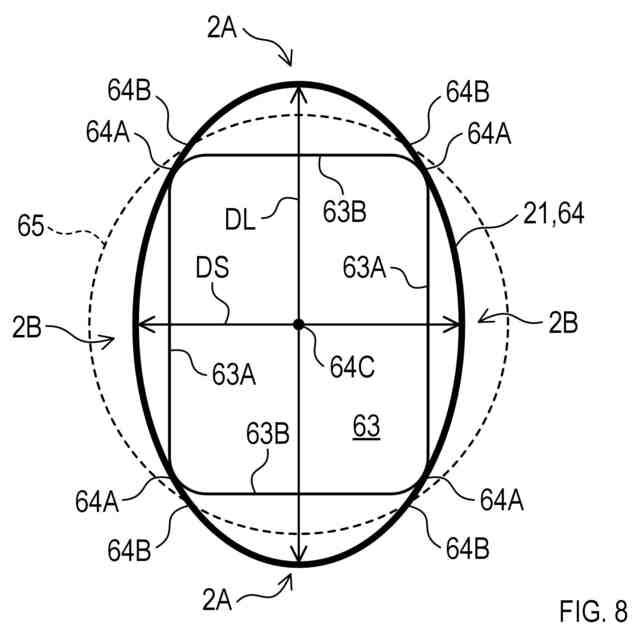
前記取付面には、第1及び第2仮想線を設定可能であり、前記第1仮想線は、前記取付面に取り付けられた前記カバー部材の前記内周部を示し、前記第2仮想線は、前記取付面に取り付けられた前記カバー部材を挿入する際の前記開口を示し、前記第1仮想線が示す前記内周部の中心と、前記第2仮想線が示す前記開口の中心とは略一致し、
前記取付面における前記第1及び第2仮想線の内側には、位置決め部が設けられており、前記位置決め部は、前記第1仮想線における複数の特定箇所に対し近接し、複数の前記特定箇所のうちの少なくとも2つは、前記第1仮想線の中心及び前記第2仮想線の中心を挟んで対面する
開口部材の製造方法。
続きを表示(約 320 文字)
【請求項2】
請求項1に記載の開口部材の製造方法であって、
複数の前記特定箇所は、前記第1仮想線と前記第2仮想線との少なくとも3つの交点の周辺に位置する
開口部材の製造方法。
【請求項3】
請求項1又は請求項2に記載の開口部材の製造方法であって、
前記位置決め部は、前記第1仮想線が示す略楕円形の前記内周部の長径の方向に沿って延びる2つの長手部と、短径の方向に沿って延びる2つの短手部とを有する
開口部材の製造方法。
【請求項4】
請求項1又は請求項2に記載の開口部材の製造方法であって、
前記開口部材とは、車両に搭載される排気管である
開口部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、開口部材の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
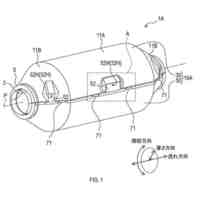
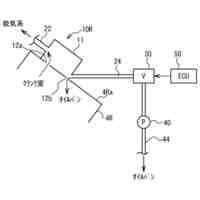
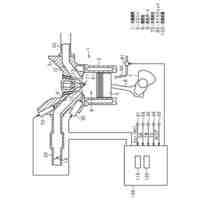
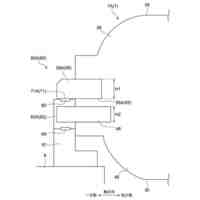
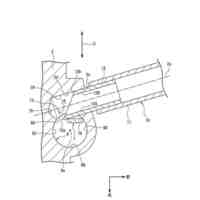
車両のエンジンのターボチャージャー及びその周辺に用いられる部品は、高温の排ガスに晒されるため耐高温酸化性が求められると共に、加熱と冷却とが繰り返し発生するため耐繰返し酸化性も求められる。これに対し、特許文献1には、ターボチャージャーからの排ガスが流入する排気管の開口にカバー部材を設け、該排気管の内周面における開口周辺の部分を覆うことで、該排気管の耐熱性を向上させる技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-181467号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
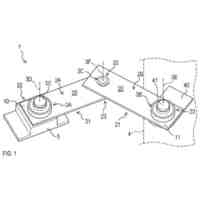
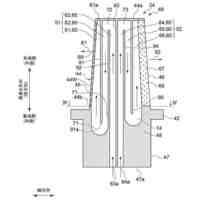
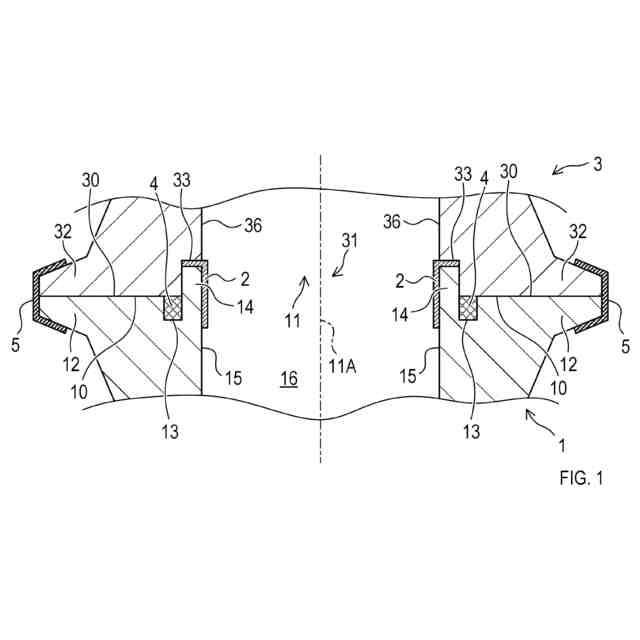
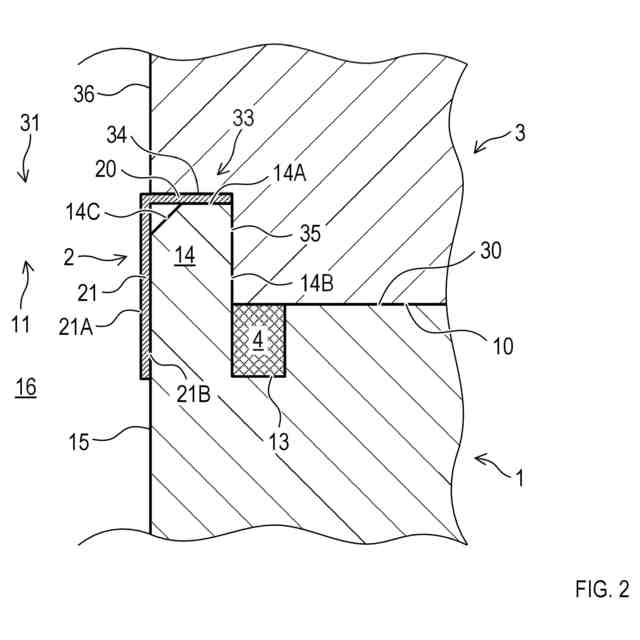
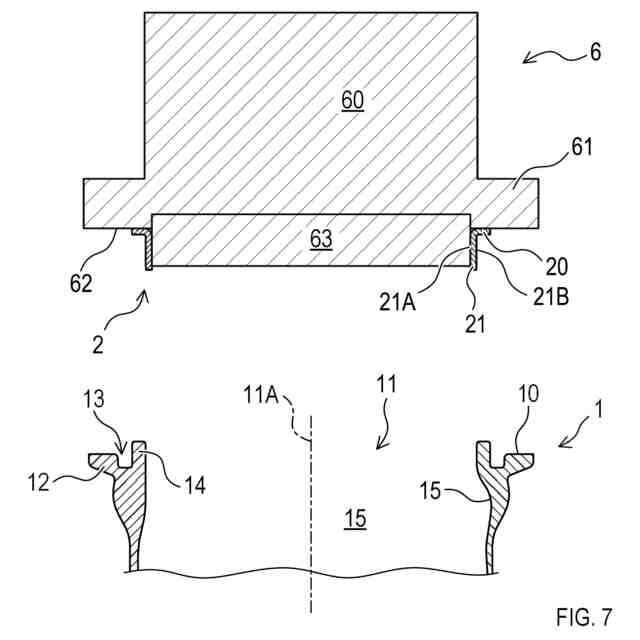
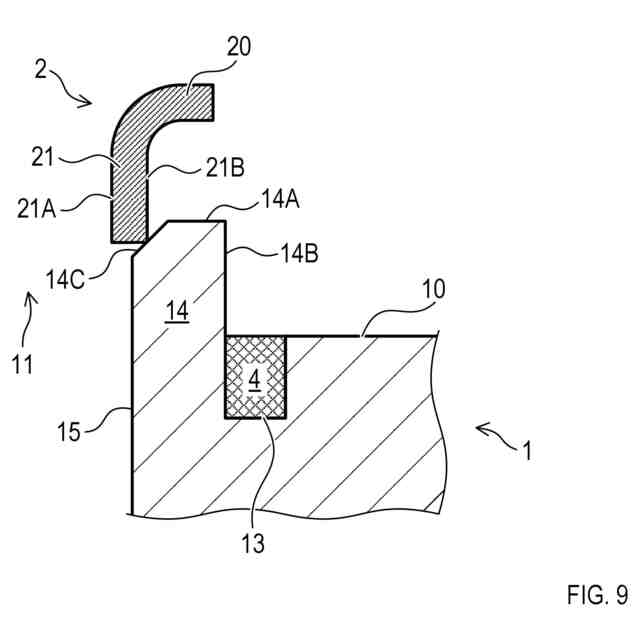
カバー部材は、リング状の部材であり、排気管の内周面を覆う内周部と、内周部の端部から外側に広がる挟持部とを備える。カバー部材は、まず、内周部が排気管の内周面を覆うように排気管の開口に挿入される。その後、カバー部材が挿入された排気管の開口に、Vクランプ等により上流側の排気管が締結され、その際に、カバー部材の挟持部が、これらの排気管の開口を囲む端面により挟持される。
【0005】
本開示の一態様では、カバー部材を良好に開口に挿入するのが望ましい。
【課題を解決するための手段】
【0006】
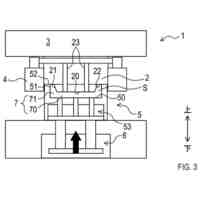
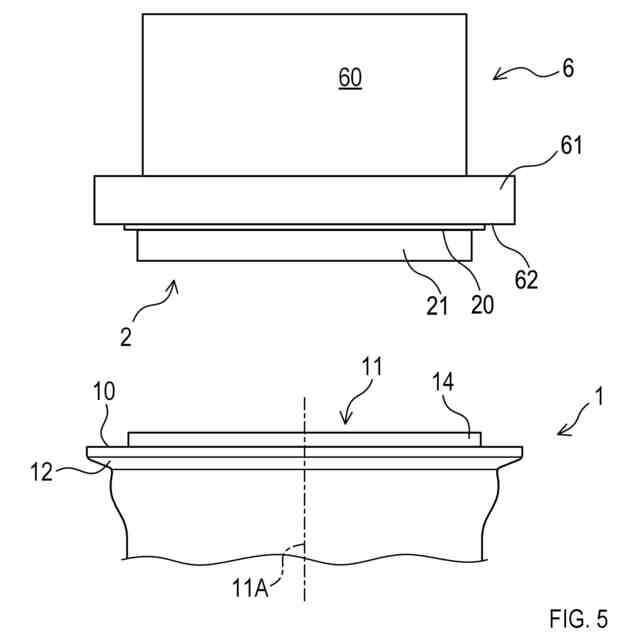
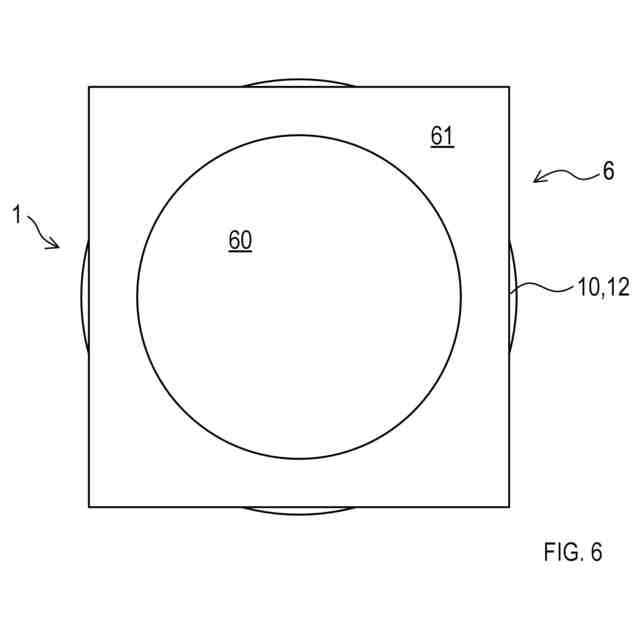
本開示の一態様は、端部に設けられた略円形の開口を有する開口部材の製造方法であって、カバー部材を治具の取付面に取り付けることと、治具の取付面に取り付けられたカバー部材を開口に挿入することと、を備える。カバー部材は、内周部と、挟持部と、を有する。内周部は、略楕円形であるリング状の部位であって、カバー部材が開口に挿入された際、その外周面が、開口に連通する開口部材の内部空間を囲む内周面に対面する部位である。挟持部は、内周部の端部から外側に広がる部位であって、開口部材の端部と、開口に接続される他の部材とに挟持される部位である。内周部の外周の長径は、開口の直径と同等、又は、開口の直径よりも長く、内周部の外周の短径は、開口の直径よりも短い。内周部の外周の長さは、開口の円周の長さ以下である。取付面には、第1及び第2仮想線を設定可能であり、第1仮想線は、取付面に取り付けられたカバー部材の内周部を示し、第2仮想線は、取付面に取り付けられたカバー部材を挿入する際の開口を示し、第1仮想線が示す内周部の中心と、第2仮想線が示す開口の中心とは略一致する。取付面における第1及び第2仮想線の内側には、位置決め部が設けられており、位置決め部は、第1仮想線における複数の特定箇所に対し近接し、複数の特定箇所のうちの少なくとも2つは、第1仮想線の中心及び第2仮想線の中心を挟んで対面する。
【0007】
上記構成によれば、カバー部材を治具の取付面に取り付ける際、位置決め部によりカバー部材の位置決めを適切に行うことができる。また、位置決め部は第2仮想線の内側に位置するため、治具を用いたカバー部材の開口部材の開口への挿入を位置決め部が妨げるのを抑制できる。このため、開口に対しカバー部材を良好に挿入できる。
【0008】
本開示の一態様では、複数の特定箇所は、第1仮想線と第2仮想線との少なくとも3つの交点の周辺に位置してもよい。
上記構成によれば、カバー部材を治具の取付面に取り付ける際のカバー部材の位置決めを、適切に行うことができる。
【0009】
本開示の一態様では、位置決め部は、第1仮想線が示す略楕円形の内周部の長径の方向に沿って延びる2つの長手部と、短径の方向に沿って延びる2つの短手部とを有してもよい。
【0010】
上記構成によれば、カバー部材を治具の取付面に取り付ける際のカバー部材の位置決めを、適切に行うことができる。
本開示の一態様では、開口部材とは、車両に搭載される排気管であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
浄化装置
1か月前
フタバ産業株式会社
支持部材
1か月前
フタバ産業株式会社
カバー部材
28日前
フタバ産業株式会社
排気管の製造方法
2日前
フタバ産業株式会社
燃料改質システム
1か月前
フタバ産業株式会社
開口部材の製造方法
2日前
フタバ産業株式会社
二酸化炭素分離装置
1か月前
フタバ産業株式会社
金属成型物の製造方法
1か月前
フタバ産業株式会社
バッテリ搭載構造及びバッテリ
1か月前
フタバ産業株式会社
第1接合部材、第2接合部材及び接合構造体
1か月前
トヨタ自動車株式会社
エンジン
5日前
スズキ株式会社
触媒暖機システム
1か月前
スズキ株式会社
車両の排気システム
2日前
株式会社クボタ
エンジンの検油装置
5日前
株式会社ミクニ
バルブタイミング変更装置
1か月前
トヨタ自動車株式会社
異音診断プログラム
5日前
トヨタ自動車株式会社
エンジンの冷却装置
2日前
トヨタ自動車株式会社
オイルレベル検出装置
27日前
フタバ産業株式会社
カバー部材
28日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
バルブタイミング制御装置
29日前
トヨタ自動車株式会社
内燃機関の制御装置
5日前
トヨタ自動車株式会社
シリンダヘッドカバー
1か月前
トヨタ自動車株式会社
エンジンシステムの制御装置
5日前
トヨタ自動車株式会社
内燃機関の排気処理装置
1か月前
株式会社ユタカ技研
排気流制御弁
5日前
トヨタ自動車株式会社
車両
1か月前
三菱重工業株式会社
タービンケーシング
1か月前
フタバ産業株式会社
排気管の製造方法
2日前
フタバ産業株式会社
二酸化炭素分離装置
1か月前
フタバ産業株式会社
開口部材の製造方法
2日前
スズキ株式会社
内燃機関の排気装置
2日前
三菱重工業株式会社
タービンケーシングユニット
1か月前
スズキ株式会社
過給機のオイル戻し構造
1か月前
三菱重工業株式会社
タービン動翼及びガスタービン
1か月前
トヨタ自動車株式会社
車両の排気管構造
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ