TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024180571
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2024180307,2023026678
出願日
2024-10-15,2019-05-21
発明の名称
回路基板の製造方法
出願人
日本発條株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H05K
3/20 20060101AFI20241219BHJP(他に分類されない電気技術)
要約
【課題】絶縁層の盛り上がりを抑制すると共にクラックの発生を抑制しながら、実現可能にする回路基板の樹脂モールド回路体を得る。
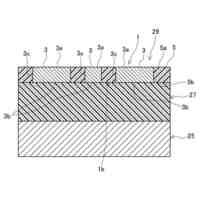
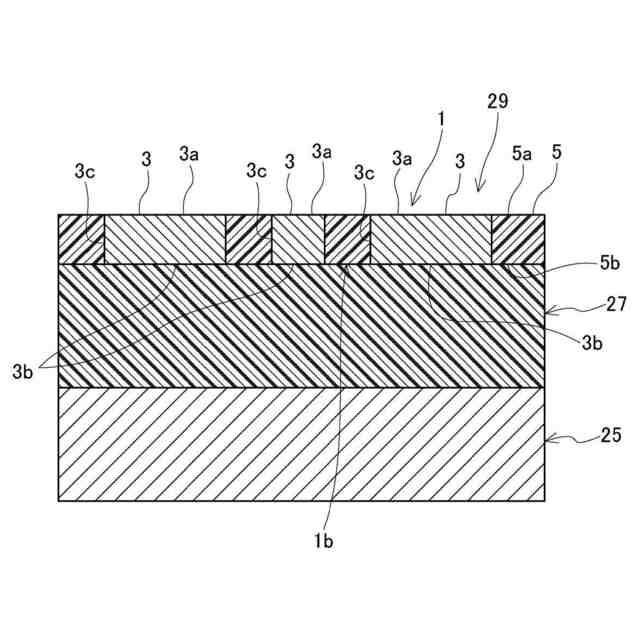
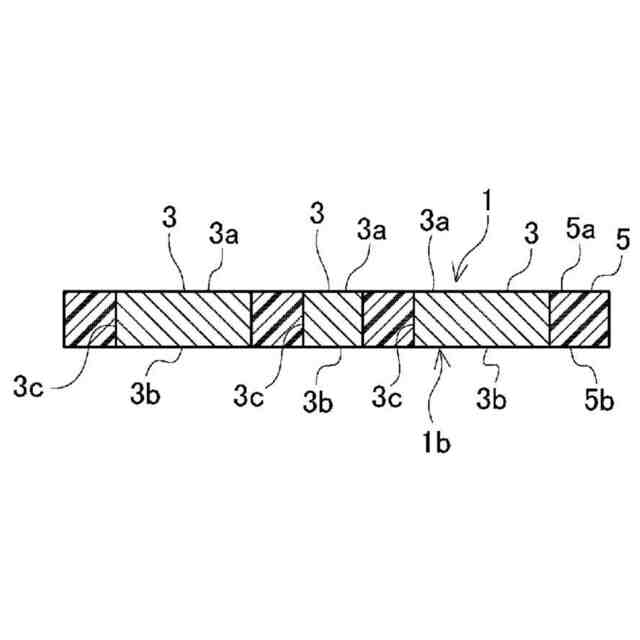
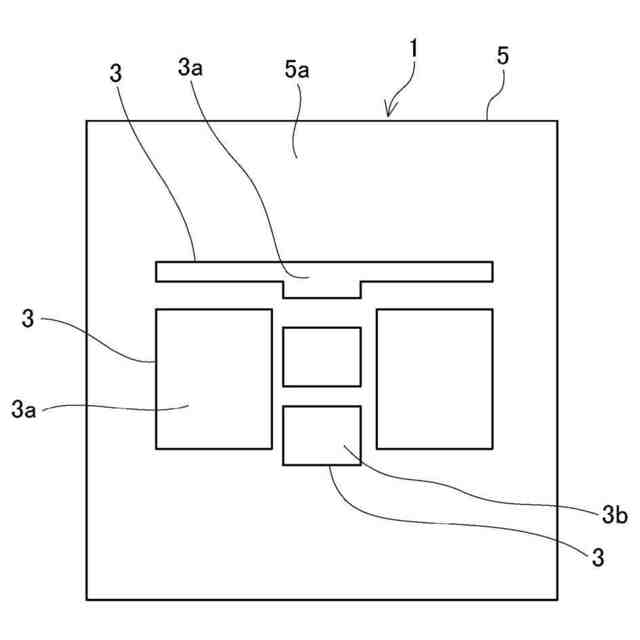
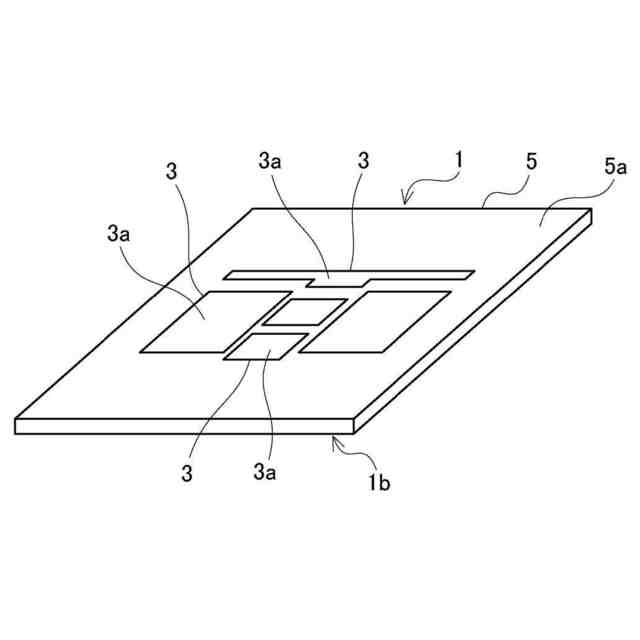
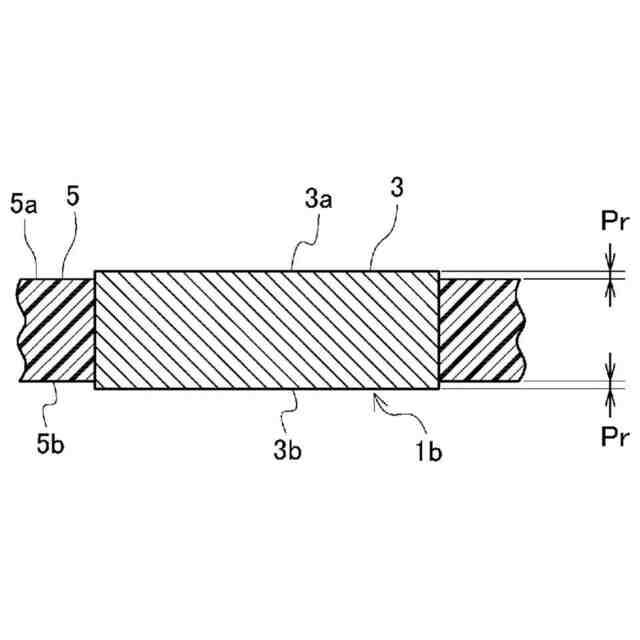
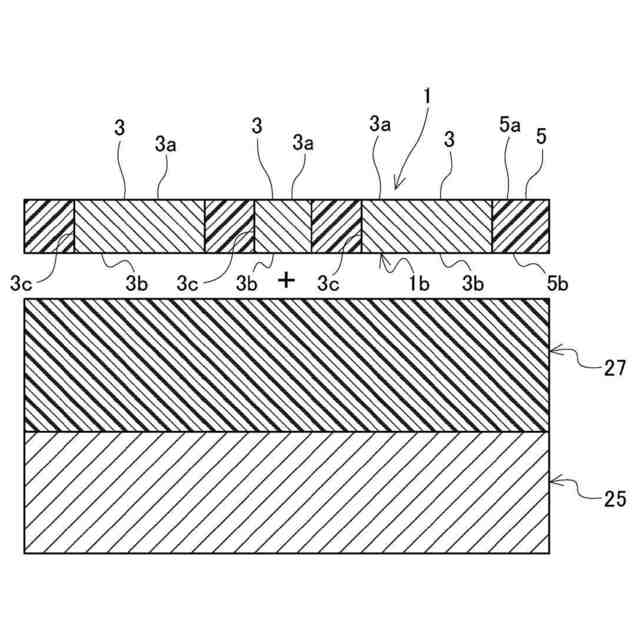
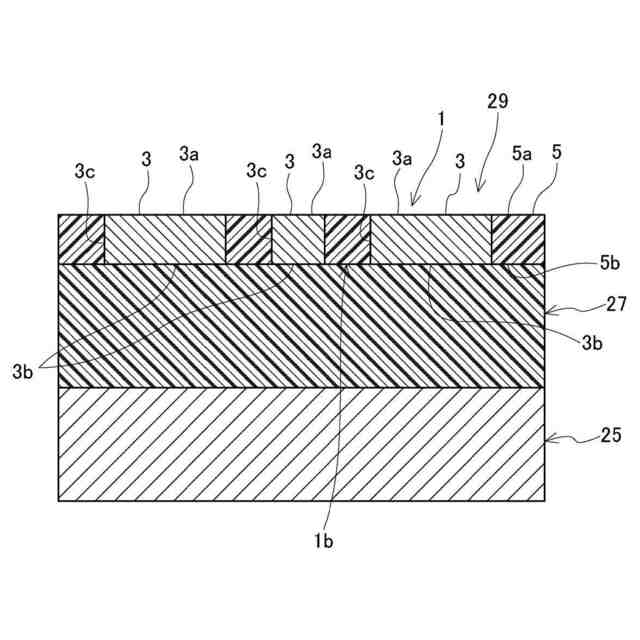
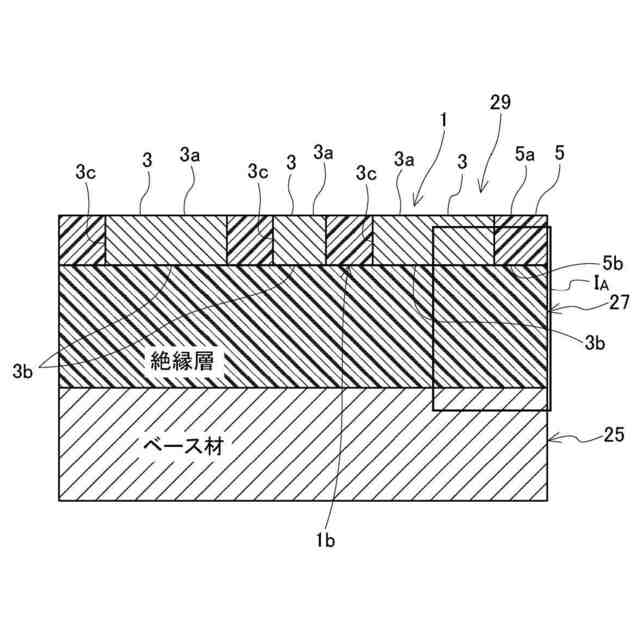
【解決手段】回路パターンに応じて配置された回路3と、回路3の周側面3cを覆う樹脂モールド部5とを備え、回路3は、表裏の回路面3a、3bが前記樹脂モールド部5の樹脂面5a、5bから露出し、回路面3a、3b及び樹脂面5a、5bにより絶縁層27へ接合させるための接合面1bを形成し、かかる樹脂モールド回路体1は、金属基板25上の絶縁層27に接合面1bの回路面3b及び樹脂面5bを面合わせで備えていることを特徴とする。
【選択図】図7
特許請求の範囲
【請求項1】
回路パターンに応じて配置された回路の側周面に樹脂を充填して樹脂モールド回路体を生成する工程と、
前記樹脂モールド回路体と絶縁層と金属基板とを積層して接着させる工程と、を備える、
回路基板の製造方法。
続きを表示(約 760 文字)
【請求項2】
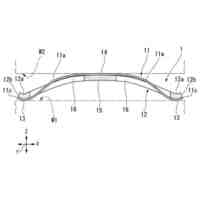
前記金属基板は、複数のフィンを含むヒートシンク形状を備える、
請求項1に記載の回路基板の製造方法。
【請求項3】
前記回路上に回路素子を実装する工程をさらに備える、
請求項1又は請求項2に記載の回路基板の製造方法。
【請求項4】
前記回路の厚みが0.5mm以上である、
請求項1乃至請求項3のいずれか1項に記載の回路基板の製造方法。
【請求項5】
前記絶縁層は、無機充填剤が30~85体積%充填されている、
請求項1乃至請求項4のいずれか1項に記載の回路基板の製造方法。
【請求項6】
前記樹脂モールド回路体の前記絶縁層へ接合される面が平坦面である、
請求項1乃至請求項5のいずれか1項に記載の回路基板の製造方法。
【請求項7】
前記樹脂の熱膨張率と前記回路の熱膨張率は、同程度に調整される、
請求項1乃至請求項6のいずれか1項に記載の回路基板の製造方法。
【請求項8】
前記樹脂が熱硬化性樹脂を含む、
請求項1乃至請求項7のいずれか1項に記載の回路基板の製造方法。
【請求項9】
前記絶縁層は、エポキシ樹脂及びシアネート樹脂を単独又は2種以上を混合して構成される樹脂を含む、
請求項1乃至請求項8のいずれか1項に記載の回路基板の製造方法。
【請求項10】
前記絶縁層は、アルミナ、シリカ、窒化アルミ、窒化ホウ素、窒化ケイ素及び酸化マグネシウムの中から選ばれる1種又は2種以上を含む、
請求項1乃至請求項9のいずれか1項に記載の回路基板の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属ベース回路基板などの回路基板に用いる樹脂モールド回路体、樹脂モールド回路体を成形する金型、樹脂モールド回路体の製造方法、及び樹脂モールド回路体を用いた回路基板に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
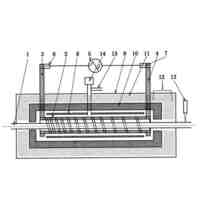
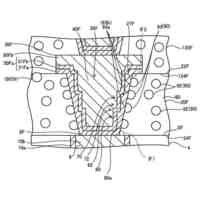
従来の金属ベース回路基板101としては、図20のように加圧、加熱して完成させている。例えば、金属基板103の未硬化の絶縁層105上に各回路107・・・を回路パターン107に応じて貼り付けたものがフラット押し具109を介して加圧/加熱板111、113により加圧/加熱処理され、絶縁層105が加熱硬化される。
【0003】
しかし、図21、図22のように、回路107・・・の絶縁層105からの立ち上がり部分で絶縁層105にクラックCrが発生すると共に回路107・・・間の絶縁層105の盛り上がり105aが発生し、且つ絶縁層105内にボイドVを招くという問題があった。
【0004】
加えて、回路107・・・の位置ズレ等による隙間GAを生ずる問題もあった。
【0005】
また、精密打ち抜きの上下抜きで回路を銅板材から打ち抜くと、図23の回路107・・・のように角にダレDuを生じており、このダレDuにより絶縁層105の加圧加熱硬化後に隙間GAが発生するという問題もあった。
【0006】
特に、パワーデバイス用の金属ベース回路基板における絶縁信頼性の向上を図るために、耐電圧に影響を及ぼす絶縁層105に対する回路107・・・の接着条件の向上が重要となっている。
【0007】
反面、図20の製造方法では、加圧力を低減すると絶縁層105に内在するボイドが圧縮されずに残留するといった理由から接着条件の向上範囲は狭く、ロバスト性の改善が不可欠であった。
【0008】
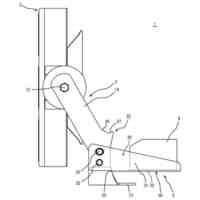
かかる課題に対し、特許文献1に記載の図24の回路基板の製造方法が提案されている。
【0009】
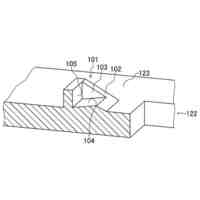
この回路基板の製造方法は、回路107・・・を金属基板の絶縁層105上に配置する工程と、回路107・・・間の空間の形状に対応する凸部115aを有する型115を、前記凸部115aが前記空間に配置されるように配置する工程と、前記型115を加圧加熱する工程と、前記型115を除去する工程とを備えている。
【0010】
かかる方法では、型115の凸部115aが回路107・・・間に配置されている状態で加圧するため、回路107・・・の位置ズレが小さく、且つ回路107・・・間での絶縁層105の盛り上がりが型115の凸部115aによって抑制され、クラックの発生も抑制されることが考えられる、としている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
照明装置
29日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
医療用ワイヤ
1か月前
日本発條株式会社
アームレスト
1か月前
日本発條株式会社
車両用シート
29日前
日本発條株式会社
車両用シート
29日前
日本発條株式会社
車両用シートの駆動装置
26日前
日本発條株式会社
押圧ばね装置の製造方法
16日前
日本発條株式会社
ヒータ装置及び車両用シート
1日前
日本発條株式会社
サスペンダ及びシートトリム
1日前
日本発條株式会社
アームレスト及び車両用シート
2か月前
日本発條株式会社
アームレスト及び車両用シート
1か月前
日本発條株式会社
アームレスト及び車両用シート
26日前
日本発條株式会社
リフタレバー及び車両用シート
1日前
日本発條株式会社
シートバックパッド及び車両用シート
26日前
日本発條株式会社
シートカバー取付構造及び車両用シート
1か月前
日本発條株式会社
車両用シート構成部材及び車両用シート
1か月前
日本発條株式会社
シートカバー取付構造及び車両用シート
1か月前
日本発條株式会社
ヘッドレスト支持構造及び車両用シート
16日前
日本発條株式会社
製作品の管理装置と、製作品の管理方法
26日前
日本発條株式会社
運転席用シートヒータ及び自動車用運転席
26日前
日本発條株式会社
ライザブラケット及び車両用シートフレーム
22日前
日本発條株式会社
駐車装置
26日前
日本発條株式会社
医療用ワイヤ
1か月前
日本発條株式会社
医療用ワイヤ
1か月前
日本発條株式会社
回路基板の製造方法
1か月前
日本発條株式会社
ばね部材、放熱構造および接続端子構造
26日前
個人
誘導加熱装置
1か月前
日本精機株式会社
表示装置
29日前
イビデン株式会社
配線基板
1日前
アズビル株式会社
係止構造
8日前
日本精機株式会社
フラッシャ駆動回路
2日前
イビデン株式会社
配線基板
2か月前
イビデン株式会社
配線基板
1か月前
イビデン株式会社
プリント配線板
1日前
株式会社クラベ
線状体及び面状ユニット
8日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ