TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179244
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023097944
出願日
2023-06-14
発明の名称
3次元印刷方法、力センサの製造方法及び3次元印刷装置
出願人
国立大学法人金沢大学
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
64/118 20170101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複数の材料を用いた場合でも、材料種によらず、一度に造形可能な3次元印刷方法、力センサの製造方法及び3次元印刷装置を提供することを目的とする。
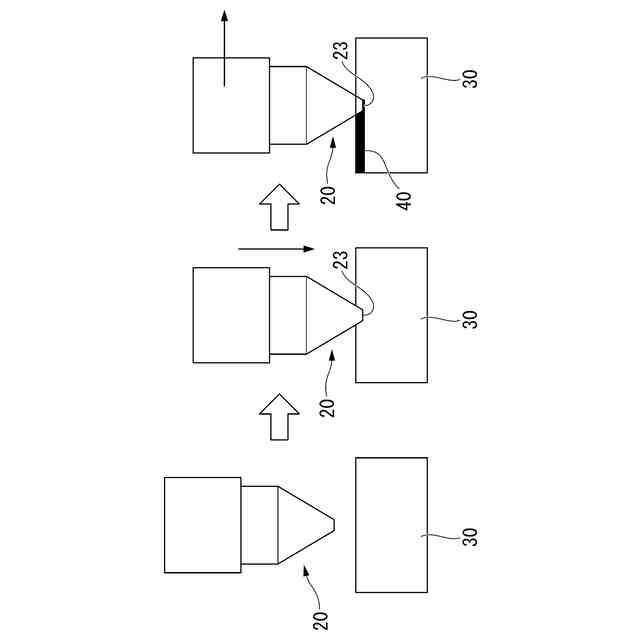
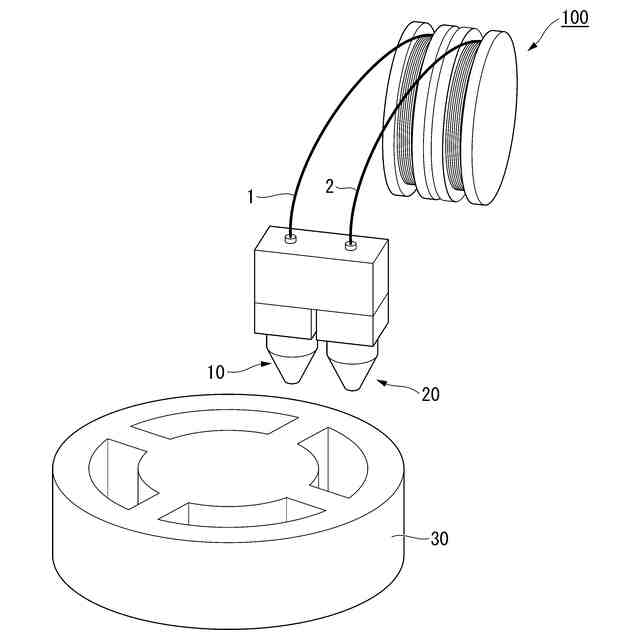
【解決手段】この3次元印刷方法は、第1材料を用いて支持体を造形する第1工程と、前記第1材料と異なる第2材料を前記支持体に印刷する第2工程と、を有し、前記第2工程において、前記第2材料が印刷される部分を構成する前記第1材料を溶かしながら、前記第2材料を前記支持体に印刷する。
【選択図】図6
特許請求の範囲
【請求項1】
第1材料を用いて支持体を造形する第1工程と、
前記第1材料と異なる第2材料を前記支持体に印刷する第2工程と、を有し、
前記第2工程において、前記第2材料が印刷される部分を構成する前記第1材料を溶かしながら、前記第2材料を前記支持体に印刷する、3次元印刷方法。
続きを表示(約 890 文字)
【請求項2】
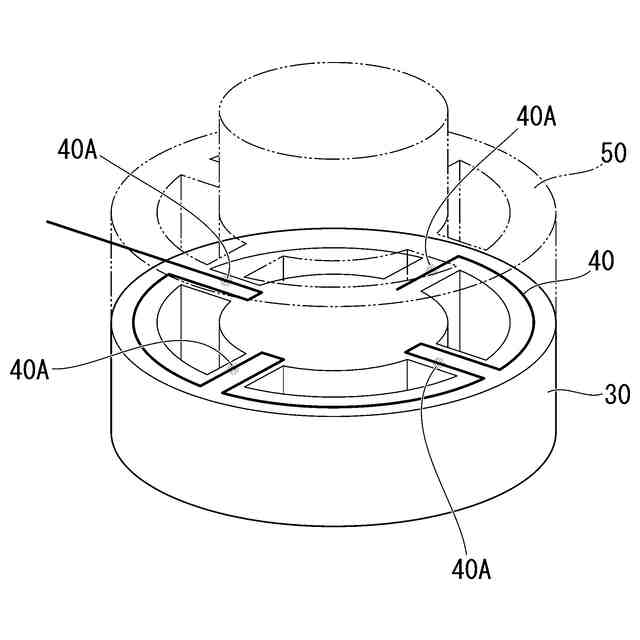
前記支持体に印刷された前記第2材料を第3材料で覆う第3工程をさらに備える、請求項1に記載の3次元印刷方法。
【請求項3】
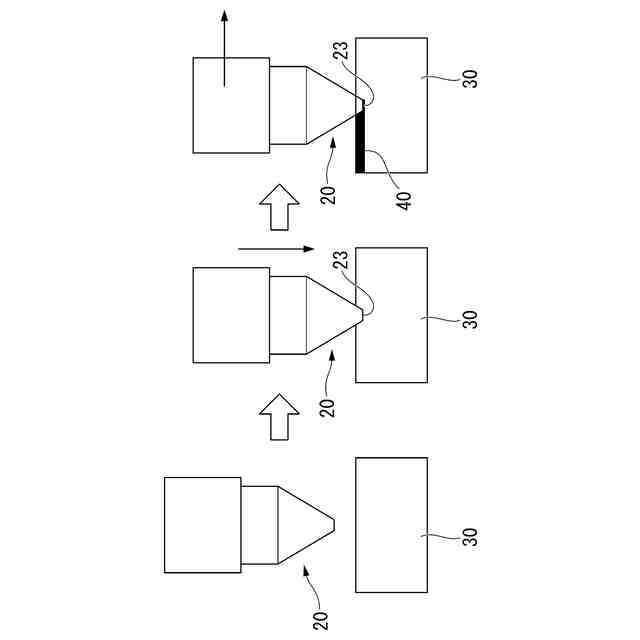
前記第2工程において、前記第2材料を射出するノズルを加熱して、前記支持体に前記ノズルを押し当てる、請求項1に記載の3次元印刷方法。
【請求項4】
前記ノズルの先端を前記第1材料の融点以上まで加熱する、請求項3に記載の3次元印刷方法。
【請求項5】
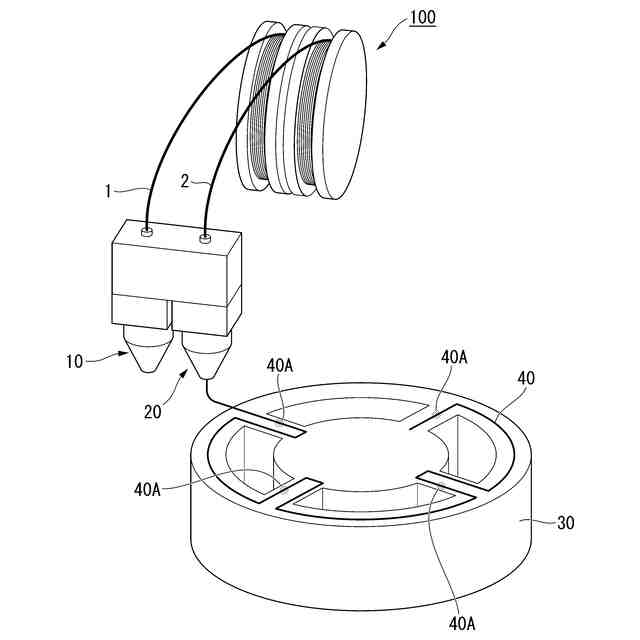
前記第2材料は、センサを含むファイバーである、請求項1に記載の3次元印刷方法。
【請求項6】
前記第2工程において、前記ファイバー内の前記センサの位置を測定し、前記第2材料の送り速度、前記第2材料を射出するノズルの移動速度及び前記第2材料を射出するノズルの移動経路のうちの少なくとも一つを調整する、請求項5に記載の3次元印刷方法。
【請求項7】
請求項1に記載の3次元印刷方法を用いた、力センサの製造方法。
【請求項8】
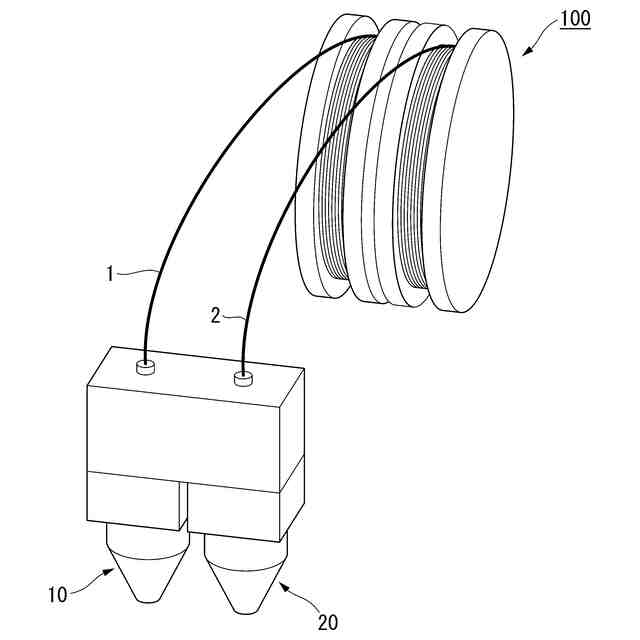
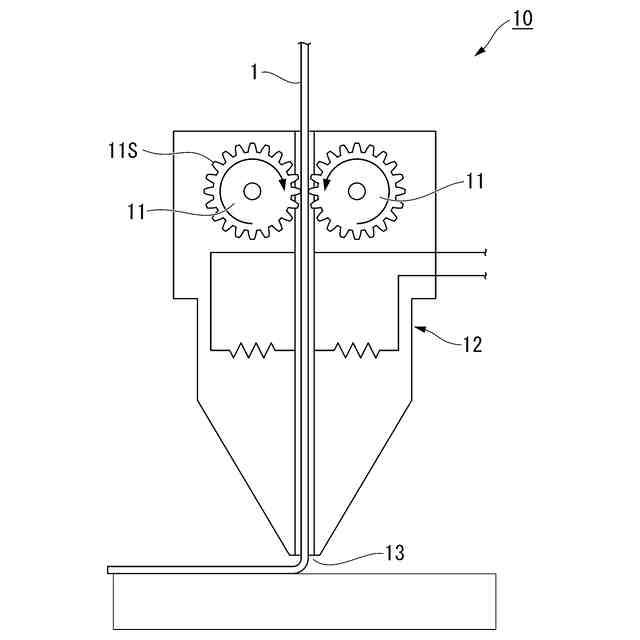
第1ノズルと第2ノズルとを備え、
前記第1ノズルは、第1材料を射出し、
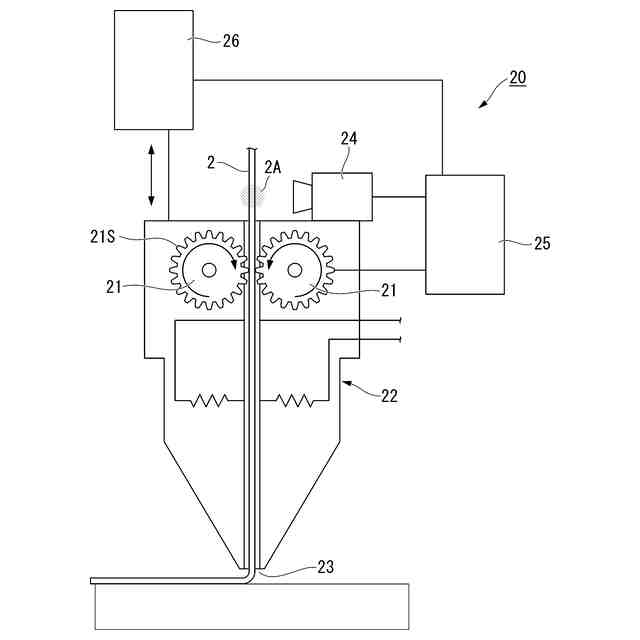
前記第2ノズルは、前記第1材料と異なる第2材料を射出し、前記第1材料を用いて造形した支持体に押し当て可能に構成されている、3次元印刷装置。
【請求項9】
前記第2ノズルは、前記第2材料を送り出すローラーを有し、
前記第2ノズルのローラーは、前記第2材料の送り出し方向が周方向となる円形ローラーであり、
前記第2ノズルのローラーの送り出し面は、第2材料に対する静止摩擦が0.1以上である、請求項8に記載の3次元印刷装置。
【請求項10】
前記第1ノズルは、前記第1材料を送り出すローラーを有し、
前記第1ノズルのローラーは、前記第1材料の送り出し方向が周方向となる円形ローラーであり、
前記第1ノズルのローラーの送り出し面は、凹凸を有する、請求項8に記載の3次元印刷装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、3次元印刷方法、力センサの製造方法及び3次元印刷装置に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
3次元印刷装置(3Dプリンター)は、設計データを基に、スライスされた2次元の層を積み重ねることで、立体モデルを製作する機械である。3次元印刷装置は、加工の自由度の高さ及び生産性の高さから注目されている。
【0003】
例えば、特許文献1には、熱溶解積層方式の3次元印刷装置が開示されている。特許文献1には、押出ノズルとプリント表面との間のギャップを制御する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-54057号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
3次元印刷装置を用いて力センサを一括で作製する試みが検討されている。しかしながら、支持体となる材料とセンサとの密着を十分確保できない場合がある。例えば、ファイバー・ブラック・グレーティング(FBG)センサは、物体に力が加わった際に物体に生じる歪を検出するのに適したセンサの一つであるが、センサを含むファイバー自体に他の物体との接着機能がないため、支持体とセンサの間の十分な密着を確保することが難しい。支持体とセンサの間の十分な密着を確保しようとすると、センサを含むファイバーの材料に制限が生じる。
【0006】
本発明は上記問題に鑑みてなされたものであり、複数の材料を用いた場合でも、材料種によらず、一度に造形することができる3次元印刷方法、力センサの製造方法及び3次元印刷装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するため、以下の手段を提供する。
【0008】
(1)第1の態様に係る3次元印刷方法は、第1材料を用いて支持体を造形する第1工程と、前記第1材料と異なる第2材料を前記支持体に印刷する第2工程と、を有し、前記第2工程において、前記第2材料が印刷される部分を構成する前記第1材料を溶かしながら、前記第2材料を前記支持体に印刷する。
【0009】
(2)上記態様に係る3次元印刷方法は、前記支持体に印刷された前記第2材料を第3材料で覆う第3工程をさらに備えてもよい。
【0010】
(3)上記態様に係る3次元印刷方法は、前記第2工程において、前記第2材料を射出するノズルを加熱して、前記支持体に前記ノズルを押し当ててもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
国立大学法人金沢大学
燃料電池システム
5か月前
国立大学法人金沢大学
燃料電池システム
3か月前
国立大学法人金沢大学
燃料電池システム
11日前
国立大学法人金沢大学
微粒子の製造装置
1か月前
国立大学法人金沢大学
腫瘍治療用医薬組成物
18日前
国立大学法人金沢大学
太陽電池とその製造方法
5か月前
国立大学法人金沢大学
放射性同位体標識診療薬剤
5か月前
国立大学法人金沢大学
金属錯体及び金属錯体の製造方法
27日前
国立大学法人金沢大学
形状推定方法、プログラム、形状推定装置、及び自律移動体
5か月前
国立大学法人金沢大学
情報処理システム、合成装置、情報処理方法及びプログラム
3日前
国立大学法人金沢大学
対象物検出方法、プログラム、対象物検出装置、及び自律移動体
3か月前
国立大学法人金沢大学
点滅領域検出方法、プログラム、点滅領域検出装置、及び自律移動体
10日前
国立大学法人金沢大学
音源方向検出方法、プログラム、音源方向検出装置、及び自律移動体
4か月前
国立大学法人金沢大学
追従対象車両決定方法、プログラム、追従対象車両決定装置、及び自律移動体
3か月前
国立大学法人金沢大学
薄膜デバイス、薄膜デバイスモジュール、電極付き封止材及び薄膜デバイスの製造方法
26日前
国立大学法人金沢大学
CAR-T細胞活性化、造血幹細胞増殖、iPS細胞分化を制御する組成物およびその用途
2か月前
国立大学法人金沢大学
ペロブスカイト膜、薄膜太陽電池、ペロブスカイト膜の製造方法及び薄膜太陽電池の製造方法
1か月前
株式会社荏原製作所
ワークピースの化学機械研磨システムおよび化学機械研磨方法
2か月前
一般財団法人電力中央研究所
直流遮断器
3か月前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
プリプレグテープ
11か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社日本製鋼所
押出機
11か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
個人
樹脂可塑化方法及び装置
7か月前
日機装株式会社
加圧システム
4か月前
株式会社FTS
ロッド
7か月前
株式会社漆原
シートの成形方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ