TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024177396
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2024174276,2021089564
出願日
2024-10-03,2021-05-27
発明の名称
湯面レベル制御装置および該方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人三協国際特許事務所
主分類
B22D
11/18 20060101AFI20241212BHJP(鋳造;粉末冶金)
要約
【課題】本発明は、フィードバック制御の広い制御帯域を維持しつつ、周期的なバルジング外乱を抑制できる湯面レベル制御装置および湯面レベル制御方法を提供する。
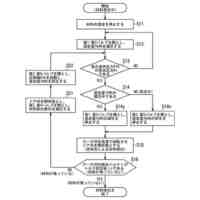
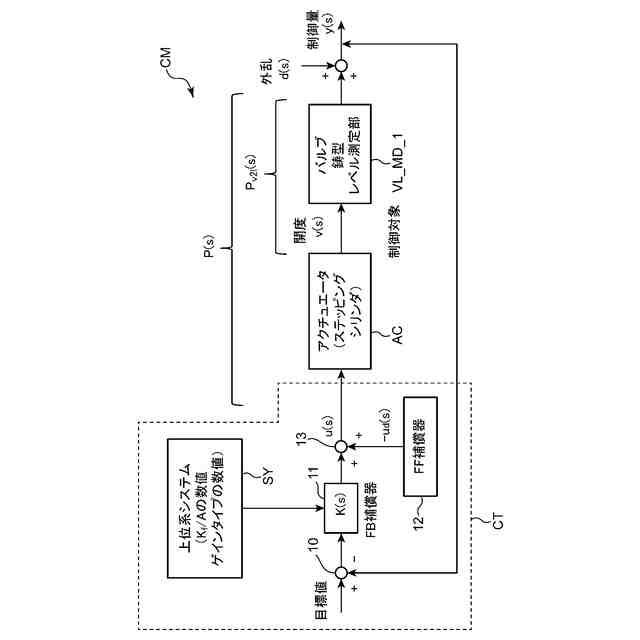
【解決手段】本発明の湯面レベル制御装置CTは、連続鋳造機CMの鋳型に供給される溶鋼量を調整する調整装置を、フィードバック制御を用いて制御することによって、連続鋳造機CMの湯面レベルを制御する装置であって、湯面レベルと、調整装置の操作量と、湯面レベルに関わる連続鋳造機CMの伝達関数とに基づいて、湯面レベルに印加される外乱を打ち消すための振幅、周期および位相を持つ正弦波成分から成るフィードフォワード補償量を求めるFF補償器12と、フィードバック制御を用いて制御する際に、フィードバック制御のフィードバック補償量に、FF補償部12で求めたフィードフォワード補償量を加算する加算器13とを備える。
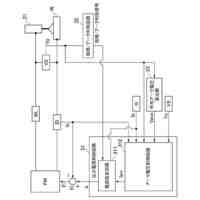
【選択図】図2
特許請求の範囲
【請求項1】
連続鋳造機の鋳型に供給される溶鋼量を調整する調整装置を、フィードバック制御を用いて制御することによって、前記連続鋳造機の湯面レベルを制御する湯面レベル制御装置であって、
前記湯面レベルと、前記調整装置の操作量と、前記湯面レベルに関わる前記連続鋳造機の伝達関数とに基づいて、前記湯面レベルに印加される外乱を打ち消すための振幅、周期および位相を持つ正弦波成分から成るフィードフォワード補償量を求めるFF補償部と、
前記フィードバック制御を用いて制御する際に、前記フィードバック制御のフィードバック補償量に、前記FF補償部で求めたフィードフォワード補償量を加算する加算部とを備え、
前記湯面レベルと前記調整装置の操作量とが、時間領域における、所定の時間間隔で時系列に並ぶ複数の各値である場合、前記FF補償部は、前記時間領域における前記湯面レベルと前記調整装置の操作量との各値を、前記連続鋳造機で生成される鋳片の長尺方向に座標軸を持つ空間領域での各値に変換し、かつ、前記伝達関数を時間周波数領域から空間周波数領域に変換してから、前記フィードフォワード補償量を求める、
湯面レベル制御装置。
続きを表示(約 1,100 文字)
【請求項2】
前記FF補償部は、互いに異なる複数の周波数について複数の前記正弦波成分を求め、前記複数の正弦波成分の中から、ピークを持つ第1正弦波成分での第1位相、前記第1正弦波成分に対する低周波側の第2正弦波成分での第2位相、および、前記第1正弦波成分に対する高周波側の第3正弦波成分での第3位相それぞれについて、前記外乱の打ち消し量を求め、前記第1ないし第3位相の中から、最も前記外乱を打ち消す位相を前記フィードバック補償量の位相として選択する、
請求項1に記載の湯面レベル制御装置。
【請求項3】
前記調整装置の操作量におけるレートの絶対値が所定の第1閾値より大きい場合には、前記フィードバック制御のゲインを現在値より小さく変更し、前記調整装置の操作量におけるレートの絶対値が前記第1閾値より小さい正の所定の第2閾値より小さい場合には、前記フィードバック制御のゲインを現在値より大きく変更するゲインタイプ変更部をさらに備える、
請求項1または請求項2に記載の湯面レベル制御装置。
【請求項4】
制御対象のモデル化誤差の位相差がπ/3である時間周波数より低周波側であり、かつ、鋳型内湯面の表面波の時間周波数より低周波側である時間周波数領域で、フィードフォワード補償を行う、
請求項1ないし請求項3のいずれか1項に記載の湯面レベル制御装置。
【請求項5】
連続鋳造機のタンディッシュから鋳型に供給される溶鋼量を調整する調整装置を、フィードバック制御を用いて制御することによって、前記連続鋳造機の湯面レベルを制御する湯面レベル制御方法であって、
前記湯面レベルと、前記調整装置の操作量と、前記湯面レベルに関わる前記連続鋳造機の伝達関数とに基づいて、前記湯面レベルに印加される外乱を打ち消すための振幅、周期および位相を持つ正弦波成分から成るフィードフォワード補償量を求めるFF補償工程と、
前記フィードバック制御を用いて制御する際に、前記フィードバック制御のフィードバック補償量に、前記FF補償工程で求めたフィードフォワード補償量を加算する加算工程とを備え、
前記湯面レベルと前記調整装置の操作量とが、時間領域における、所定の時間間隔で時系列に並ぶ複数の各値である場合、前記FF補償工程は、前記時間領域における前記湯面レベルと前記調整装置の操作量との各値を、前記連続鋳造機で生成される鋳片の長尺方向に座標軸を持つ空間領域での各値に変換し、かつ、前記伝達関数を時間周波数領域から空間周波数領域に変換してから、前記フィードフォワード補償量を求める、
湯面レベル制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続鋳造機における鋳型内の湯面レベルを制御する湯面レベル制御装置および湯面レベル制御方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
溶鋼を連続的に凝固させることによって、一定の形の半製品である鋼片を製造する連続鋳造機では、いわゆるバルジングと呼ばれる現象が生じる。このバルジングは、凝固殻が内部の溶鋼の静圧によって外側に膨らみ、この膨らみが鋳造中の鋳片が引き抜かれる際に凹み、このような膨らみと凹むとが周期的に繰り返す現象である。このバルジングによって凝固殻中の溶鋼の表面(湯面)が上下する(湯面レベルが変動する)。このため、バルジングによる湯面レベル変動を抑制し、鋳型内の湯面レベルを一定に保持することは、鋳片(鋼片)の品質を良好に保つ上で、重要である。この湯面レベルを一定に保持する技術は、例えば、特許文献1および特許文献2に開示されている。
【0003】
この特許文献1に開示された連続鋳造機のモールド湯面レベル制御装置は、金属溶湯の連続鋳造機でモールド内の湯面レベルを測定し、湯面レベル測定値と湯面レベル目標値との偏差を用いて求めた開度指令に従って前記モールドへの注湯手段の開度を、湯面レベルを前記湯面レベル目標値に保つべく制御する装置であって、前記湯面レベル測定値と前記湯面レベル目標値とに基づいて、前記注湯手段の開度を調節する開度制御部と、前記湯面レベル測定値と前記注湯手段の開度実績とに基づいて、前記金属溶湯を前記モールドに注湯するときの外乱を推定して外乱量推定値を算出する外乱推定部と、前記外乱推定部より算出された前記外乱量推定値と、前記連続鋳造機の鋳造速度とに基づいて、非定常バルジングの変動周期を算出するバルジング可視化監視部と、を備え、前記バルジング可視化監視部は、前記外乱量推定値と前記鋳造速度とを取得するデータ取得部と、前記データ取得部により所定期間において取得された前記外乱量推定値の時系列データを、前記鋳造速度の積分値である鋳造長に基づくオーバーサンプリング前データに変換し、前記鋳造長に基づくオーバーサンプリング前データをオーバーサンプリングしてオーバーサンプリング後データを生成するオーバーサンプリング部と、前記鋳造長に基づくオーバーサンプリング後データについて高速フーリエ変換解析を行い、非定常バルジングの発生する非定常バルジング発生ロールピッチの距離周波数スペクトルを算出するFFT処理部と、前記距離周波数スペクトルのピークを検出して前記非定常バルジング発生ロールピッチを算出し、前記非定常バルジング発生ロールピッチと前記鋳造速度とに基づいて前記非定常バルジングの変動周期を算出するピーク検出部と、を備える。
【0004】
このような特許文献1に開示された連続鋳造機のモールド湯面レベル制御装置は、外乱推定部(外乱推定オブザーバ)で外乱を推定している。この推定の段階では、前記外乱の推定が鋳造長に基づいておらず、外乱推定オブザーバでは、外乱推定オブザーバ自体に動特性があることから、推定される外乱には位相遅れが生じてしまう。このため、外乱の鋳片長に基づく周波数(または周期)、振幅および位相のうち、前記周波数(または周期)が正確に得られたとしても、位相が遅れ、振幅が小さくなってしまい、位相と振幅とを正確に得ることができない。
【0005】
一方、前記特許文献2に開示された連続鋳造機の湯面レベル制御装置は、連続鋳造機の鋳型内の湯面レベルを検出し、検出した湯面レベルと予め定めた目標レベルとの偏差を求め、求めた偏差により溶湯の前記鋳型への入口の開度の変更量を演算し、演算した変更量に従って前記開度を変更し、前記湯面レベルを前記目標レベルに保つべく制御する装置であって、湯面レベルに含まれる周期性レベル変動の周波数を検知する周波数検知部と、該周波数検知部にて検知した周波数で信号を発振する発振器と、前記周期性レベル変動を相殺するような位相および振幅を演算する位相・振幅演算部と、前記発振器が発振して前記位相・振幅演算部が演算した位相および振幅を有する信号を前記演算した変更量に加算して開度の変更量を補正する加算器とを備える。
【0006】
このような特許文献2に開示された連続鋳造機の湯面レベル制御装置は、フィードバック制御とは別の信号を加算しているため、フィードバック制御では制御が難しい高周波の外乱や複数の周波数の外乱を抑制できる可能性がある。しかしながら、前記特許文献2では、「湯面レベルの信号に含まれる」変動の周波数のみを検知しているため、操作量の変動の周波数、または、流量調節器の開度の変動の周波数は、含まれていない。したがって、仮に外乱が抑制され、振動性のレベル変動が無くなった場合、前記特許文献2に開示された連続鋳造機の湯面レベル制御装置を適用することができない。また、操作量により生じるレベル変動を、外乱に起因したレベル変動と認識する可能性がある。すなわち、操作量の影響が考慮されていない。
【先行技術文献】
【特許文献】
【0007】
特開2011-143414号公報
特開2002-059249号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、従来、湯面レベルの制御には、次の問題がある。1つ目の問題は、フィードバック制御の限界である。湯面レベルの制御における制御対象は、積分系であるため、位相が90度遅れてしまう。このため、フィードック制御では、バルジングにより生じる湯面レベルの変動の周波数において、位相を進め、ゲインを高くする必要がある。これは、特定周波数の外乱を抑制可能であるが、安定性を確保するために、制御帯域を狭くしてしまうことが確認されている。このため、複数周波数の外乱が印加したり、周波数が変化したり、高周波の外乱が印加したりした場合、その対応が難しい。
【0009】
この対策は、2つ、考えられる。まず、1つ目の対策は、制御帯域を犠牲にして狭くし、低周波側の外乱は、抑制し難くなるが、特定周波数の外乱を抑制する方法である。2つ目の対策は、特定周波数の外乱抑制には限界があるが、制御帯域を広く確保して低周波側の外乱を抑制する方法である。
【0010】
この2つ目の対策(方法)では、複数の周波数の外乱が印加しても、周波数が変化しても、高周波の外乱が印加しても、主に低周波側の外乱を抑制することで、湯面レベルの変動を小さく保つことができた。しかしながら、バルジングにより発生する外乱を零近くまで抑制することができず、近年の品質の厳格化および生産能力の確保への対応が望まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
25日前
株式会社神戸製鋼所
接点材料
23日前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
株式会社神戸製鋼所
熱交換システム
23日前
株式会社神戸製鋼所
出湯用スリーブ
10日前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
再生ゴム製造方法
10日前
株式会社神戸製鋼所
焼結鉱の製造方法
1か月前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
スラグ流出予兆検知方法
1か月前
株式会社神戸製鋼所
アルミニウム合金押出材
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
4日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
チタン板およびチタン板の製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
1か月前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
1か月前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
10日前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
多孔質炭素の製造方法および二酸化炭素分離方法
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
1か月前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
1か月前
株式会社神戸製鋼所
サイドドア
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
26日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
25日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
連続鋳造鋳片の単位長さ当たり重量の予測方法および連続鋳造鋳片の切断方法
1か月前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
1か月前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
1か月前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
4日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ