TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165097
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023080963
出願日
2023-05-16
発明の名称
チタン系金属溶融処理装置及びチタン系金属の製造方法
出願人
東邦チタニウム株式会社
,
日本製鉄株式会社
代理人
アクシス国際弁理士法人
主分類
C22B
9/22 20060101AFI20241121BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
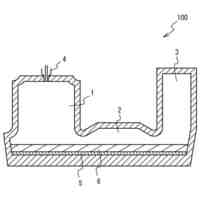
【課題】溶融処理中、蒸着物等の落下を抑制することが可能なチタン系金属溶融処理装置を提供する。
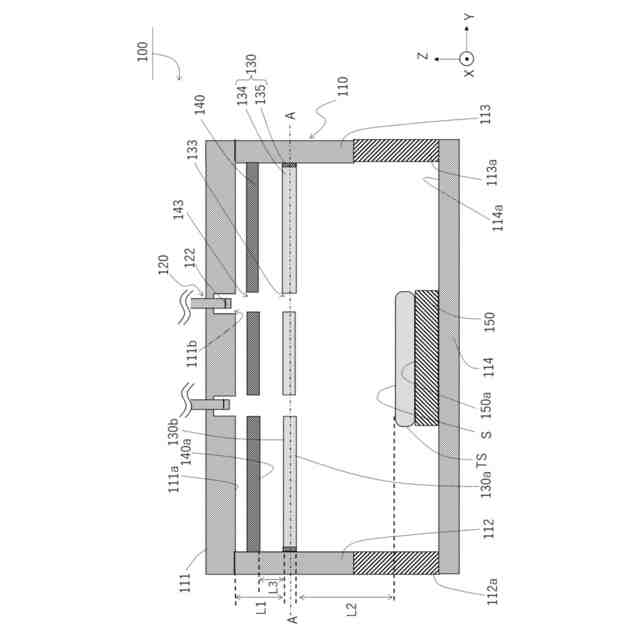
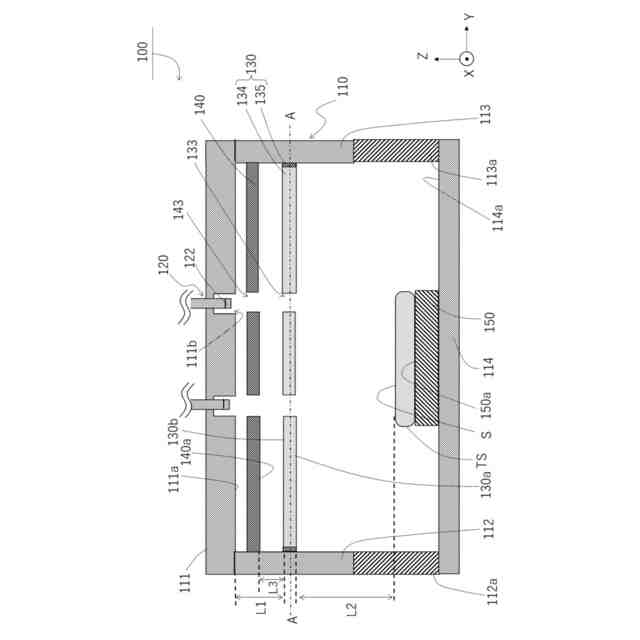
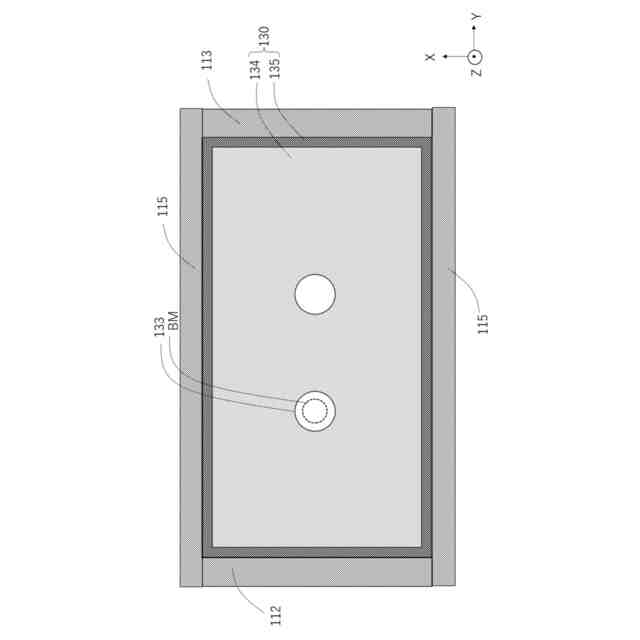
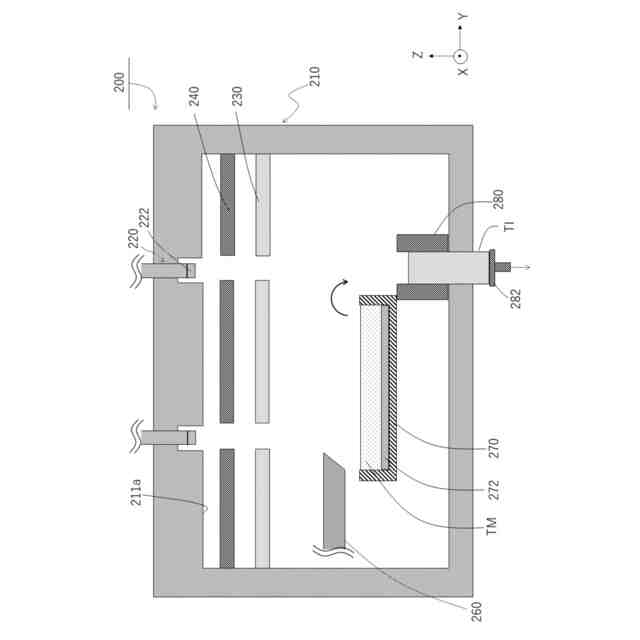
【解決手段】チタン系金属溶融処理装置100であって、チタン系金属を含有する被加熱材を内部に格納するための、内部の雰囲気を制御可能なチャンバー110と、被加熱材に溶融処理を施すための加熱ユニットと、加熱ユニットの溶融処理により生じる蒸着物を捕捉するための蒸着物捕捉用メッシュ130と、を備え、加熱ユニット及び蒸着物捕捉用メッシュ130がいずれも、被加熱材の上方側に設置され、所定の条件を満足する。
【選択図】図1A
特許請求の範囲
【請求項1】
チタン系金属を含有する被加熱材を内部に格納するための、該内部の雰囲気を制御可能なチャンバーと、
前記被加熱材に溶融処理を施すための加熱ユニットと、
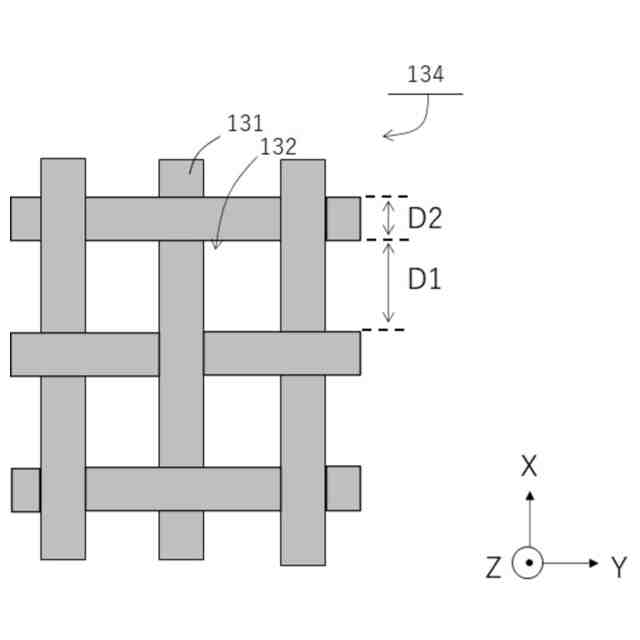
前記加熱ユニットの溶融処理により生じる蒸着物を捕捉するための蒸着物捕捉用メッシュと、を備え、
前記加熱ユニット及び前記蒸着物捕捉用メッシュがいずれも、前記被加熱材の上方側に設置され、
下記式(1)の条件を満足する、チタン系金属溶融処理装置。
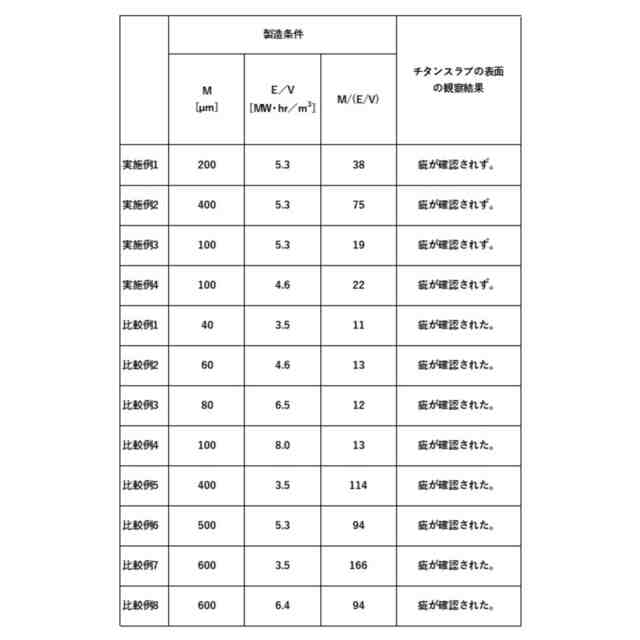
14≦M/(E/V)≦87・・・式(1)
M:蒸着物捕捉用メッシュの目開き(μm)
E:加熱ユニットの出力(MW・hr)
V:被加熱材の溶融体積(m
3
)
続きを表示(約 280 文字)
【請求項2】
前記加熱ユニットを複数備える、請求項1に記載のチタン系金属溶融処理装置。
【請求項3】
前記加熱ユニットが、電子ビーム銃及びプラズマアークトーチから選択される少なくとも1種を含む、請求項1に記載のチタン系金属溶融処理装置。
【請求項4】
前記蒸着物捕捉用メッシュの上方側に、板材を更に備える、請求項1に記載のチタン系金属溶融処理装置。
【請求項5】
請求項1~4のいずれか一項に記載のチタン系金属溶融処理装置を用いて前記被加熱材に前記加熱ユニットで溶融処理を施す工程を含む、チタン系金属の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チタン系金属溶融処理装置及びチタン系金属の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
純チタンやチタン合金等のチタン系金属の製造においては、その原料金属となる被加熱材を用いてインゴットを造るために溶湯にすること、或いは表面性状を制御するためにインゴット表面を溶融すること等の溶融処理を行うことがある。以上のチタン系金属を溶融する溶融処理では、チタンを含む金属成分が蒸発しうる。
【0003】
チタンは酸素等のガス成分と反応しやすく、溶融処理では該ガス成分による酸化を避けるため、チャンバー内で典型的には真空条件下や不活性雰囲気下にて高温で処理される。この際に高温処理により生じた蒸気が、チャンバーの天井等で凝固して、そこに蒸着物として付着することで下記の問題が生じることがある。
【0004】
例えば蒸気がチャンバーの天井で凝固して付着した蒸着物は、高温処理中の被加熱材に落下すると、被加熱材の組成変動を引き起こすことや表面疵を生じさせること、或いは鍛造や圧延等後工程において圧延材における表面疵の発生原因になること等といった不具合を招くおそれがある。そこで、上記不具合を解消するため、様々な技術が提案されている。
【0005】
例えば、特許文献1では、水冷ルツボの上に冷却手段付きの回転体を設け、この回転体の下部に耐熱性金属製線材を織編したネットを配置することで、高融点金属の精製用原料金属中に大量に含まれた不純物をネットに付着させる技術が開示されている。また例えば、特許文献2では、天井壁を金属蒸気凝縮部材としてパンチングメタルで内張りした金属溶製用溶解装置により、溶解装置の構成材に起因する不純物汚染を少なくさせる技術が開示されている。このように、上記特許文献1~2に開示される発明は、被加熱材の蒸気をネット又はパンチングメタル等の部材に凝固させて蒸着物を捕捉することができる。
【先行技術文献】
【特許文献】
【0006】
特開平11-61288号公報
特開2008-107008号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1では、被加熱材の蒸気がネットを通過した後に蒸着物となり、さらには落下する前記蒸着物を捕捉することについて言及されていない。また、特許文献2では、被加熱材の蒸気がネット又はパンチングメタルを通過した後に落下する蒸着物を捕捉することについて言及されていない。即ち、特許文献1~2に開示される発明では、被加熱材の蒸気をネット又はパンチングメタル等の部材に凝固させることで蒸着物を捕捉するものの、前記ネットまたはパンチングメタル等の部材を通過する蒸気が存在し、これが凝固した前記蒸着物が粒状又は塊状等に成長して被加熱材上に落下することがある。すなわち、被加熱材の蒸気がこのようなネットやパンチングメタルを通過した後に落下する蒸着物への対策が望まれていた。
【0008】
ここで、以下に述べるような対策を実施することで、ネットやパンチングメタルを通過して形成された蒸着物の落下を適切に抑制できると考えられた。すなわち、チタン系金属への加熱密度と蒸着物捕捉用メッシュの目開きの関係を適切に規定し、一旦は蒸気を、蒸着物捕捉用メッシュを通過させて天井側で捕捉して蒸着物とし、該蒸着物が成長して落下する場合は天井よりも下方に配置された蒸着物捕捉用メッシュで受け止めることで、より効果的に上記蒸着物の落下に対処できることを見出した。すなわち、蒸着物捕捉用メッシュの上方で成長した蒸着物の封じ込めである。もちろん、被加熱材から生じた蒸気がメッシュを通過せずに、蒸着物捕捉用メッシュ自体に捕捉されることもある。すなわち、本発明者の知見に基づけば、蒸着物捕捉用メッシュでの捕捉と、天井側における板材等での捕捉及び成長による封じ込めと、を活用できる。
【0009】
そこで、本発明の一実施形態は、溶融処理中、蒸着物等の落下を抑制することが可能なチタン系金属溶融処理装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一実施態様は、以下によって例示される。
[1]
チタン系金属を含有する被加熱材を内部に格納するための、該内部の雰囲気を制御可能なチャンバーと、
前記被加熱材に溶融処理を施すための加熱ユニットと、
前記加熱ユニットの溶融処理により生じる蒸着物を捕捉するための蒸着物捕捉用メッシュと、を備え、
前記加熱ユニット及び前記蒸着物捕捉用メッシュがいずれも、前記被加熱材の上方側に設置され、
下記式(1)の条件を満足する、チタン系金属溶融処理装置。
14≦M/(E/V)≦87・・・式(1)
M:蒸着物捕捉用メッシュの目開き(μm)
E:加熱ユニットの出力(MW・hr)
V:被加熱材の溶融体積(m
3
)
[2]
前記加熱ユニットを複数備える、[1]に記載のチタン系金属溶融処理装置。
[3]
前記加熱ユニットが、電子ビーム銃及びプラズマアークトーチから選択される少なくとも1種を含む、[1]又は[2]に記載のチタン系金属溶融処理装置。
[4]
前記蒸着物捕捉用メッシュの上方側に、板材を更に備える、[1]~[3]のいずれかに記載のチタン系金属溶融処理装置。
[5]
[1]~[4]のいずれか一項に記載のチタン系金属溶融処理装置を用いて前記被加熱材に前記加熱ユニットで溶融処理を施す工程を含む、チタン系金属の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
金属粉末
3か月前
株式会社神戸製鋼所
鋼線
1か月前
株式会社神戸製鋼所
鋼板
4か月前
大同特殊鋼株式会社
鋼材及び金型
3日前
JFEスチール株式会社
鋼
1か月前
古河機械金属株式会社
高クロム鋳鉄
1か月前
日本特殊陶業株式会社
複合材
2か月前
株式会社神戸製鋼所
銅合金板
1か月前
株式会社神戸製鋼所
銅合金板
2か月前
JX金属株式会社
銅製錬の操業方法
1か月前
有限会社 ナプラ
電解めっき用電極
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
2か月前
石福金属興業株式会社
耐熱性Ir合金
4か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
1か月前
三洋化成工業株式会社
重金属回収用イオン液体
1か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
ボルト
23日前
日本製鉄株式会社
ボルト
23日前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼部品
3か月前
日本製鉄株式会社
鋼部品
3か月前
日本製鉄株式会社
鋼矢板
3か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
チタン材
2か月前
日本製鉄株式会社
継目無鋼管
4か月前
大同特殊鋼株式会社
抵抗体及びその製造方法
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
4か月前
住友金属鉱山株式会社
スラグ移送設備
3か月前
日本製鉄株式会社
継目無鋼管
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ