TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162713
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078537
出願日
2023-05-11
発明の名称
ローターの製造方法およびローター
出願人
住友ベークライト株式会社
代理人
個人
主分類
H02K
15/03 20060101AFI20241114BHJP(電力の発電,変換,配電)
要約
【課題】ローターコアのフラックスバリア部に樹脂組成物からなる成形体を挿入する場合に、隙間の発生を低減することが可能なローターの製造方法、および、ローターコアのフラックスバリア部における隙間の発生が低減されたローターを提供する。
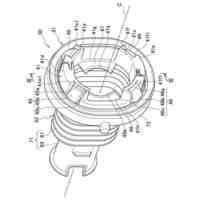
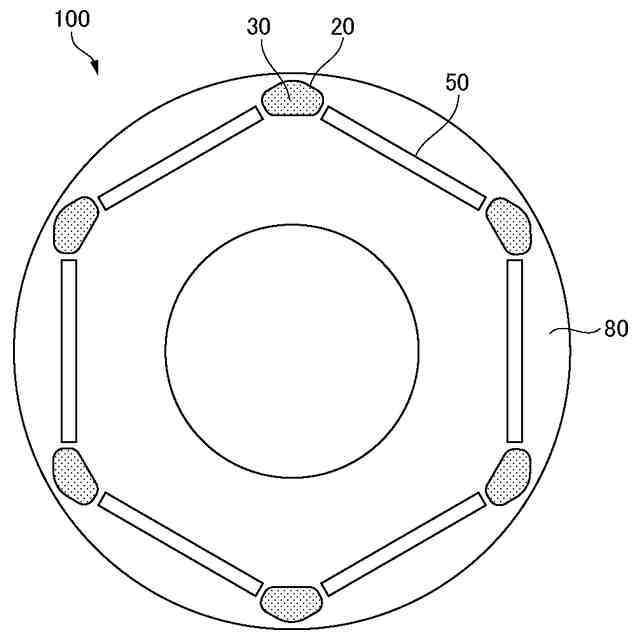
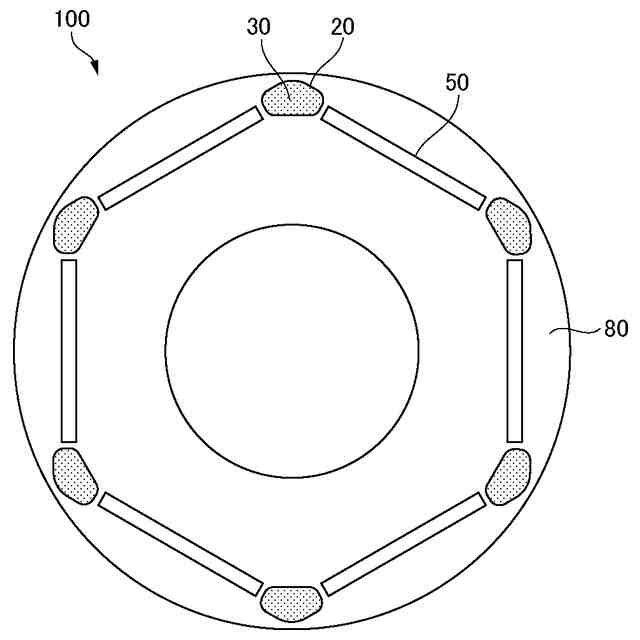
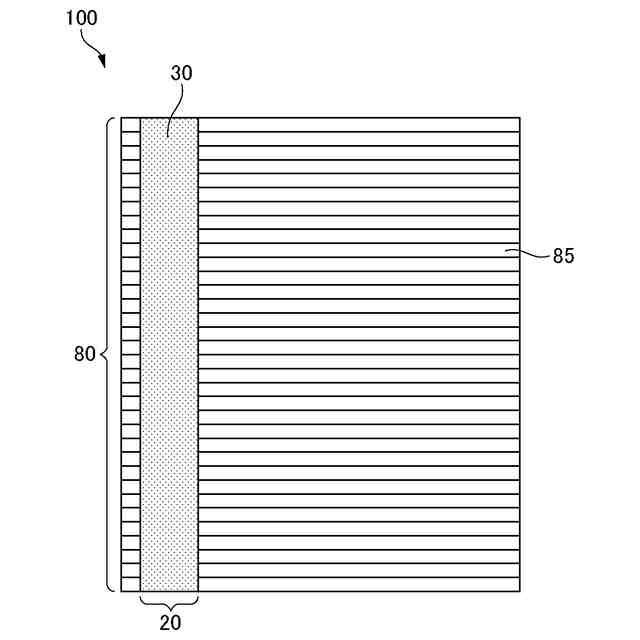
【解決手段】樹脂組成物をトランスファー成形することにより、ローターコア80のフラックスバリア部20に樹脂組成物からなる硬化物30を挿入する工程を備え、ローターコア80は板部材85を有しており、前記樹脂組成物は熱硬化性樹脂(A)を含む、ローター100の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂組成物をトランスファー成形することにより、ローターコアのフラックスバリア部に前記樹脂組成物からなる硬化物を挿入する工程を備え、
前記ローターコアは板部材を有しており、
前記樹脂組成物は熱硬化性樹脂(A)を含む、ローターの製造方法。
続きを表示(約 740 文字)
【請求項2】
前記工程において、注入圧力が0.5MPa以上5.0MPa以下である、請求項1に記載のローターの製造方法。
【請求項3】
前記工程において、金型温度が100℃以上200℃以下である、請求項1または2に記載のローターの製造方法。
【請求項4】
前記ローターコアは、複数枚の前記板部材が積層した積層体を有する、請求項1または2に記載のローターの製造方法。
【請求項5】
前記板部材が電磁鋼鈑である、請求項1または2に記載のローターの製造方法。
【請求項6】
前記樹脂組成物からなる硬化物の25℃における飽和磁束密度が、前記板部材の25℃における飽和磁束密度よりも小さい、請求項1または2に記載のローターの製造方法。
【請求項7】
前記ローターコアは、磁石を挿入するための磁石挿入部をさらに有し、
前記フラックスバリア部は、前記磁石挿入部とは独立した孔である、請求項1または2に記載のローターの製造方法。
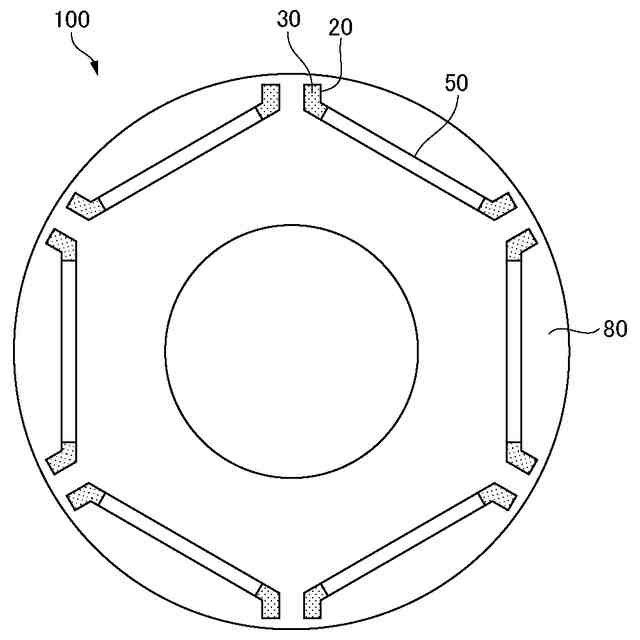
【請求項8】
前記ローターコアは、磁石を挿入するための磁石挿入部をさらに有し、
前記フラックスバリア部は、前記磁石挿入部と連続的な孔である、請求項1または2に記載のローターの製造方法。
【請求項9】
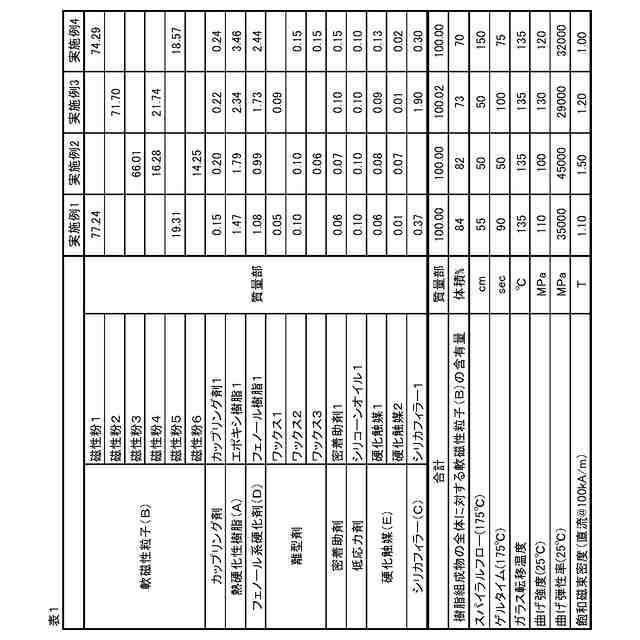
前記樹脂組成物は、軟磁性粒子(B)をさらに含む、請求項1または2に記載のローターの製造方法。
【請求項10】
前記樹脂組成物中の前記軟磁性粒子(B)の含有量は、前記樹脂組成物の全体を100体積%としたとき、50体積%以上90体積%以下である、請求項9に記載のローターの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ローターの製造方法およびローターに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
自動車、航空機等において電動化が進んでおり、自動車、航空機等に搭載されるモーターには、高効率化、高性能化が求められている。
【0003】
近年、モーターを高効率化、高性能化させるために、様々な検討がされている。近年のモーターの技術としては、例えば、非特許文献1に記載の技術が挙げられる。
【0004】
非特許文献1では、回転子のフラックスバリアに磁性コンポジット材を挿入して構成されるモーターが記載されている。
非特許文献1には、94%の高効率範囲を4,000rpmから8,000rpmまで拡大可能であり、磁性コンポジット材を利用した可変磁束モーターが実現可能であったと記載されている。
【先行技術文献】
【非特許文献】
【0005】
佐藤光秀,外6名,“磁性コンポジット材を用いた可変磁束モータの提案”電気学会研究会資料(回転機研究会),2021年11月15-16日,RM-21-106,p.23-28
【発明の概要】
【発明が解決しようとする課題】
【0006】
非特許文献1に記載の技術のように、ローターコアのフラックスバリア部に樹脂組成物からなる成形体を含むローターが知られている。しかしながら、本発明者らの検討によれば、このようなローターの製造方法において、フラックスバリア部の孔に隙間なく成形体を挿入することが困難な場合があることが分かった。
【0007】
本発明は上記事情に鑑みなされたものであり、ローターコアのフラックスバリア部に樹脂組成物からなる成形体を挿入する場合に、隙間の発生を低減することが可能なローターの製造方法、および、ローターコアのフラックスバリア部における隙間の発生が低減されたローターを提供するものである。
【課題を解決するための手段】
【0008】
本発明によれば、以下に示すローターの製造方法およびローターが提供される。
【0009】
[1]
樹脂組成物をトランスファー成形することにより、ローターコアのフラックスバリア部に前記樹脂組成物からなる硬化物を挿入する工程を備え、
前記ローターコアは板部材を有しており、
前記樹脂組成物は熱硬化性樹脂(A)を含む、ローターの製造方法。
[2]
前記工程において、注入圧力が0.5MPa以上5.0MPa以下である、前記[1]に記載のローターの製造方法。
[3]
前記工程において、金型温度が100℃以上200℃以下である、前記[1]または[2]に記載のローターの製造方法。
[4]
前記ローターコアは、複数枚の前記板部材が積層した積層体を有する、前記[1]~[3]のいずれかに記載のローターの製造方法。
[5]
前記板部材が電磁鋼鈑である、前記[1]~[4]のいずれかに記載のローターの製造方法。
[6]
前記樹脂組成物からなる硬化物の25℃における飽和磁束密度が、前記板部材の25℃における飽和磁束密度よりも小さい、前記[1]~[5]のいずれかに記載のローターの製造方法。
[7]
前記ローターコアは、磁石を挿入するための磁石挿入部をさらに有し、
前記フラックスバリア部は、前記磁石挿入部とは独立した孔である、前記[1]~[6]のいずれかに記載のローターの製造方法。
[8]
前記ローターコアは、磁石を挿入するための磁石挿入部をさらに有し、
前記フラックスバリア部は、前記磁石挿入部と連続的な孔である、前記[1]~[6]のいずれかに記載のローターの製造方法。
[9]
前記樹脂組成物は、軟磁性粒子(B)をさらに含む、前記[1]~[8]のいずれかに記載のローターの製造方法。
[10]
前記樹脂組成物中の前記軟磁性粒子(B)の含有量は、前記樹脂組成物の全体を100体積%としたとき、50体積%以上90体積%以下である、前記[9]に記載のローターの製造方法。
[11]
前記熱硬化性樹脂(A)は、エポキシ樹脂を含む、前記[1]~[10]のいずれかに記載のローターの製造方法。
[12]
フラックスバリア部を有するローターコアを備え、
前記ローターコアは板部材を有しており、
前記フラックスバリア部は樹脂組成物を硬化してなるトランスファー成形体を含み、
前記樹脂組成物は熱硬化性樹脂(A)を含む、ローター。
[13]
前記ローターコアは、複数枚の前記板部材が積層した積層体を有する、前記[12]に記載のローター。
[14]
前記トランスファー成形体の25℃における飽和磁束密度が、前記板部材の25℃における飽和磁束密度よりも小さい、前記[12]または[13]に記載のローター。
[15]
前記樹脂組成物は、軟磁性粒子(B)をさらに含む、前記[12]~[14]のいずれかに記載のローター。
【発明の効果】
【0010】
本発明によれば、ローターコアのフラックスバリア部に樹脂組成物からなる成形体を挿入する場合に、隙間の発生を低減することが可能なローターの製造方法、および、ローターコアのフラックスバリア部における隙間の発生が低減されたローターを提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
電源装置
3日前
株式会社ダイヘン
電源装置
3日前
カヤバ株式会社
モータ
3日前
個人
ゼロカーボン発電循環装置
3日前
株式会社東光高岳
充電器
24日前
株式会社村田製作所
電源装置
24日前
日置電機株式会社
電流制限回路
24日前
サンデン株式会社
モータ制御装置
24日前
株式会社ダイヘン
電源装置
4日前
株式会社辰巳菱機
電力供給システム
2日前
キヤノン電子株式会社
ステッピングモータ
16日前
株式会社ダイヘン
給電システム
4日前
富士電機株式会社
電力変換装置
3日前
株式会社豊田自動織機
駆動装置
24日前
富士電機株式会社
電力変換装置
17日前
本田技研工業株式会社
回転電機
25日前
株式会社ダイヘン
充電システム
18日前
株式会社アイシン
巻線界磁型回転電機
26日前
株式会社サタケ
電動機の端子箱
24日前
株式会社豊田自動織機
誘導電動機
3日前
株式会社日立製作所
動力装置
17日前
株式会社サタケ
制御盤の扉
3日前
日野自動車株式会社
電動機
10日前
ニチコン株式会社
電源装置
24日前
株式会社プロテリアル
リニアモータ
24日前
矢崎総業株式会社
プロテクタ
16日前
株式会社B&GLOBAL
ポータブル電源
24日前
個人
屏風型プラスチックダンボール太陽光発電器
25日前
株式会社豊田自動織機
電力変換装置
2日前
トヨタ自動車株式会社
駆動ユニット
25日前
矢崎総業株式会社
グロメット
25日前
ヨツギ株式会社
固定具
26日前
トヨタ紡織株式会社
回転電機のロータ
3日前
矢崎総業株式会社
分岐クランプ
18日前
トヨタ紡織株式会社
ロータの製造方法
17日前
トヨタ自動車株式会社
ファン制御装置
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ