TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024159377
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023099865
出願日
2023-06-19
発明の名称
合金ターゲット材料の製造装置及び製造方法
出願人
シェンシー テクノロジー (シャンハイ) カンパニー リミテッド
,
SHENCI Technology (Shanghai) Co., Ltd
代理人
弁理士法人ATEN
主分類
C23C
4/12 20160101AFI20241031BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】大型、異形、成分が固定されない合金ターゲット材料の製造装置及び製造方法を提供する。
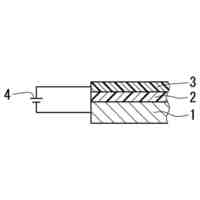
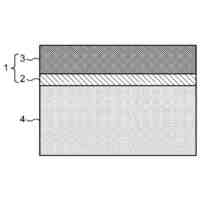
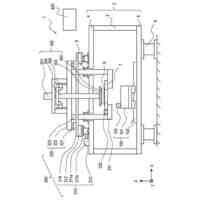
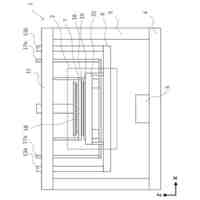
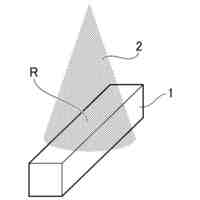
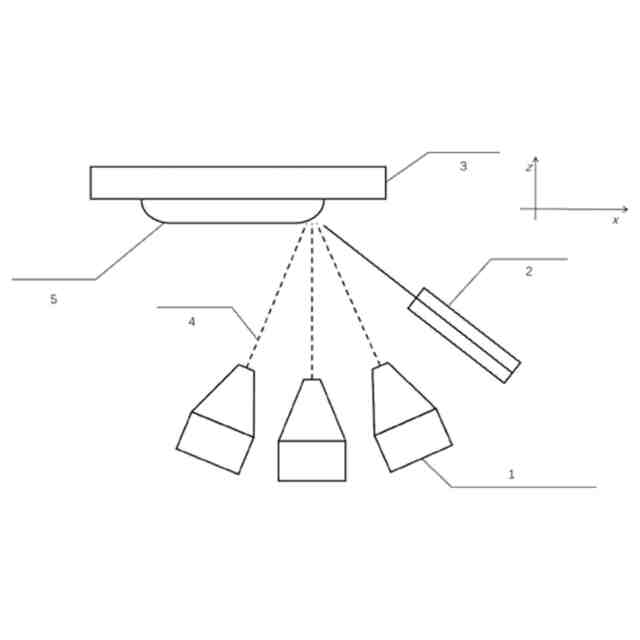
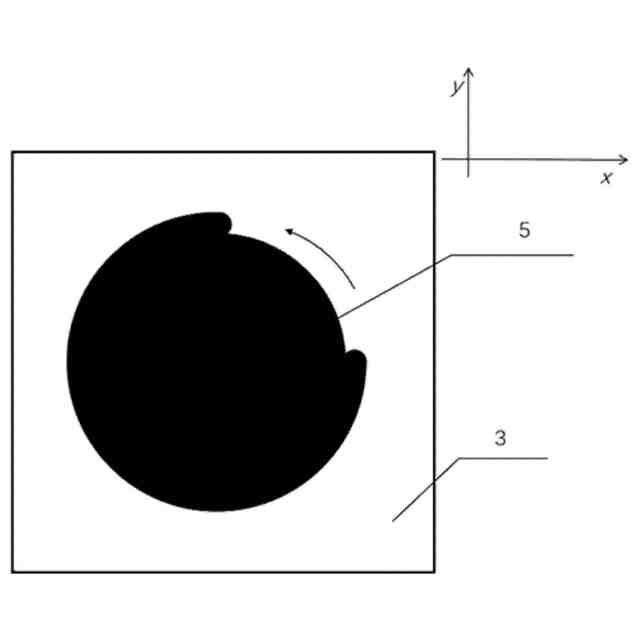
【解決手段】装置は材料ノズル1、高エネルギーレーザ2及びターゲット材料支持基板3を含み、上記材料ノズル及び高エネルギーレーザはそれぞれ上記ターゲット材料支持基板の上方に設けられ、上記材料ノズルは合金ターゲット材料に必要な材料粉体4を噴射し、その噴射効率を個別に調整し、合金ターゲット材料の成分非固定の目的を実現し、上記材料ノズルの空間位置及び角度は個別に調整し、ターゲット材料の組成及び密度が均一であることを確保し、上記高エネルギーレーザは上記溶射領域の材料粉体を加熱して所望成分のターゲット材料コーティング層5を形成する。
【選択図】図1
特許請求の範囲
【請求項1】
材料ノズル、高エネルギーレーザ及びターゲット材料支持基板を含み、
前記材料ノズルは、前記ターゲット材料支持基板の上方に設けられ、製造待ちの合金ターゲット材料に必要な材料粉体を噴射するために用いられ、
前記高エネルギーレーザは、前記ターゲット材料支持基板の上方に設けられ、高エネルギーレーザビームを生成するために用いられ、
前記ターゲット材料支持基板は、前記材料粉体で形成されたターゲット材料コーティング層を支持し、前記ターゲット材料コーティング層のサイズ及び形状を制御することを、
特徴とする合金ターゲット材料の製造装置。
続きを表示(約 1,500 文字)
【請求項2】
前記材料ノズルの数は3~5個であることを、特徴とする請求項1に記載の製造装置。
【請求項3】
前記合金ターゲット材料の製造装置は、さらにコントローラを含み、
前記コントローラは、前記材料ノズル、前記高エネルギーレーザ及び前記ターゲット材支持基板に接続されることを、
特徴とする請求項1に記載の製造装置。
【請求項4】
合金ターゲット材料の製造方法であって、
製造待ちの合金ターゲット材料の化学元素組成に基づいて必要な材料粉体を準備するステップ(1)と、
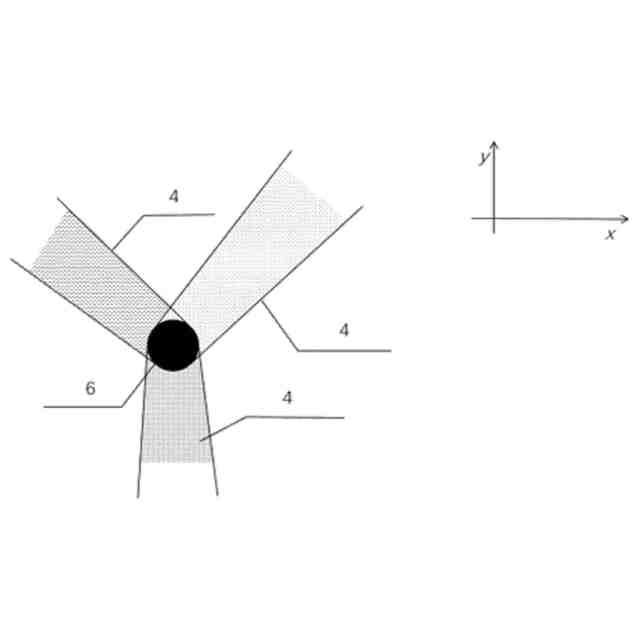
前記ステップ(1)における材料粉体を請求項1~3のいずれか一項に記載の製造装置の材料ノズルに分注し、続いて前記材料ノズルの空間位置及び角度を個別に調整し、前記材料ノズルが前記ターゲット材料支持基板に溶射する位置及び面積を一致させ、同一位置及び同一サイズのフォーカス面を取得するステップ(2)と、を含んでおり、
製造待ちの合金ターゲット材料の特定位置の各元素の化学量論比に基づいて前記材料ノズルの噴射効率を個別に調整し、高エネルギーレーザをオンにし、前記高エネルギーレーザが発生した高エネルギーレーザビームを利用して前記材料ノズルが前記ターゲット材料支持基板に噴射した材料粉体を同期加熱し、前記材料粉体を融合させてターゲット材料コーティング層を形成し、
前記材料粉体の噴射過程において、前記ターゲット材料支持基板を移動し、溶射して所望のサイズ及び形状のターゲット材料コーティング層を形成し、
前の層のターゲット材料コーティング層の溶射が完了した後、前記ターゲット材料支持基板を移動し、前の層のターゲット材料コーティング層の上表面に引き続き溶射して次の層の必要なサイズ及び形状のターゲット材コーティング層を形成し、循環的に一層ずつ溶射し、合金ターゲット材料を得ることを、
特徴とする合金ターゲット材料の製造方法。
【請求項5】
前記ステップ(1)において材料粉体は単体又は合金であり、前記材料粉体はミクロンサイズ粒子及び/又はナノサイズ粒子であることを、特徴とする請求項4に記載の製造方法。
【請求項6】
前記ステップ(2)におけるフォーカス面の面積は1~100mm
2
であり、前記材料噴射ノズルと前記フォーカス面との重なり率は>95%であることを、特徴とする請求項4に記載の製造方法。
【請求項7】
前記合金ターゲット材料が周期的にドープされた合金ターゲット材料である場合、前記ステップ(2)における材料ノズルは上記ターゲット材支持基板に異なるフォーカス面を取得し、
異なるフォーカス面における材料ノズルの噴射モードを設定し、異なる噴射モードの動作時間を調整し、周期的ドーピングを実現することを、
特徴とする請求項4に記載の製造方法。
【請求項8】
前記ステップ(2)における材料ノズルの噴射効率は単独で0~100mm
3
/sであることを、特徴とする請求項4に記載の製造方法。
【請求項9】
前記ステップ(2)における材料ノズルの噴射効率は単独で0~100mm
3
/sであることを、特徴とする請求項7に記載の製造方法。
【請求項10】
前記ステップ(2)においてターゲット材料支持基板又は前記材料ノズルと前記高エネルギーレーザは三次元空間で移動し、移動の相対速度は、1~100mm/sであることを、特徴とする請求項4に記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明はターゲット材料技術分野に関し、特に合金ターゲット材料の製造装置及び製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
マグネトロンスパッタ、パルスレーザーデポジション等の真空蒸着プロセスにとって、薄膜の物質はターゲット材料表面から移動してきており、ターゲット材料はその最も核心的な構成要素の一つである。近年、真空蒸着技術の発展と反復は、ターゲット材料の製造技術の進歩を大きく推進している。ターゲット材料の化学成分及び幾何学的外形に基づき、ターゲット材料は異なる分類方法を有する。化学成分によって区別され、ターゲット材料は酸化物ターゲット、セラミックターゲット、合金ターゲット、単体金属ターゲット等に分けられる。幾何学的外形によって区別し、ターゲット材料は平面ターゲット、異形ターゲット等に分けることができる。各種類のターゲット材料において、化学成分及び幾何学的外形が簡単なターゲット材料は、その製造方法が比較的簡単であるが、成分又は幾何学的外形が複雑なターゲット材料は、その製造が依然として困難である。
【0003】
複雑な成分の合金ターゲット材を例とし、現段階、複雑な成分の合金ターゲット材料の製造方法は主に二種類に分けられる:鋳造法及び粉末冶金法である。鋳造法を採用して合金ターゲット材料を製造し、純度が比較的高いが、合金の均一性が比較的悪く、特に成分の融点又は密度に大きな差がある場合、成分が均一な合金ターゲット材料を取得しにくい。粉末冶金法を採用して合金ターゲット材料を製造し、成分が比較的均一なターゲット材料を得ることができるが、その密度は不均一な現象が発生しやすく、且つサイズが大きく、異形のターゲット材料を製造しにくい。
【0004】
一方、いくつかの特殊なコーティングのシーンはターゲット材料に新たな要求がなされ、例えばいくつかの応用において、薄膜の成分が徐々に均一に変化し、又は膜層におけるいくつかの特定の位置にドーピングする必要があり、これは合金ターゲット材料の成分が固定ではなく変化することを要求する。従来のターゲット材料の製造方法はこのニーズに応えることができない。そのため、大型、異形、成分が固定されない合金ターゲット材料の生産に用いられる方法を提供することは従来技術の解決すべき問題である。
【発明の概要】
【課題を解決するための手段】
【0005】
本発明の目的は、合金ターゲット材料の製造装置及び製造方法を提供することである。本発明の提供する合金ターゲット材料の製造装置は、大寸法、異形、成分非固定の合金ターゲット材料を生産することに用いることができ、異なるコーティングのシーンがターゲット材料に対する特殊な需要を満たす。
【0006】
上記発明の目的を達成するために、本発明は以下の技術的解決手段を提供する:
本発明は、合金ターゲット材料の製造装置を提供し、材料ノズル、高エネルギーレーザ及びターゲット材料支持基板を含む。
上記材料ノズルは上記ターゲット材料支持基板の上方に設けられ、合金ターゲット材料の製造に必要な材料粉体を噴射するために用いられる。
上記高エネルギーレーザは上記ターゲット材料支持基板の上方に設けられ、高エネルギーレーザビームを生成するために用いられる。
上記ターゲット材料支持基板は、上記材料粉体で形成されたターゲット材料コーティングを支持し、上記ターゲット材料コーティングのサイズ及び形状を制御する。
好ましくは、上記材料ノズルの数は3~5個である。
好ましくは、上記合金ターゲット材料の製造装置はさらにコントローラを含む。上記コントローラは上記材料ノズル、上記高エネルギーレーザ及び上記ターゲット材支持基板に接続される。
【0007】
本発明はさらに合金ターゲット材料の製造方法を提供し、以下のステップを含む:
(1)製造待ちの合金ターゲット材料の化学元素組成に基づいて必要な材料粉体を準備する。
(2)上記ステップ(1)における材料粉体を上記技術的解決手段に記載の製造装置の材料ノズルに分注し、続いて上記材料ノズルの空間位置及び角度を個別に調整し、上記材料ノズルが上記ターゲット材料支持基板に溶射する位置及び面積を一致させ、同一位置及び同一サイズのフォーカス面を取得する。
【0008】
製造待ちの合金ターゲット材料の特定位置の各元素の化学量論比に基づいて上記材料ノズルの噴射効率を個別に調整し、高エネルギーレーザをオンにし、上記高エネルギーレーザが発生した高エネルギーレーザビームを利用して上記材料ノズルが上記ターゲット材料支持基板に噴射した材料粉体を同期加熱し、上記材料粉体を融合させてターゲット材料コーティング層を形成する。
【0009】
上記材料粉体の噴射過程において、上記ターゲット材支持基板を移動し、溶射して所望のサイズ及び形状のターゲット材料コーティングを形成する。
【0010】
前の層のターゲット材料コーティング層の溶射が完了した後、上記ターゲット材料支持基板を移動し、前の層のターゲット材料コーティング層の上表面に引き続き溶射して次の層の必要なサイズ及び形状のターゲット材コーティング層を形成する。循環的に一層ずつ溶射し、合金ターゲット材料を得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理方法
1か月前
神東塗料株式会社
鋼構造物の防食方法
1か月前
日鉄防食株式会社
防食施工方法
今日
株式会社アルバック
成膜方法
7日前
株式会社神戸製鋼所
被膜および軸受
1日前
信越化学工業株式会社
ガス発生装置
22日前
日揚科技股分有限公司
防着オブジェクト
1か月前
東京エレクトロン株式会社
成膜装置及び成膜方法
1か月前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
1か月前
信越化学工業株式会社
炭化金属被覆炭素材料
1か月前
株式会社高純度化学研究所
金属薄膜の原子層堆積方法
1か月前
JFEスチール株式会社
絶縁被膜付き電磁鋼板
1か月前
出光興産株式会社
水溶性防錆剤組成物
1か月前
三菱重工業株式会社
風車翼の前縁保護層施工方法
1か月前
株式会社フジミインコーポレーテッド
溶射用粉末
1か月前
テス カンパニー、リミテッド
非晶質炭素膜及びその蒸着方法
1か月前
上村工業株式会社
めっき皮膜の製造方法
28日前
株式会社神戸製鋼所
表面処理金属材、及び接合体
1日前
大陽日酸株式会社
前駆体用バブリング容器
20日前
キヤノントッキ株式会社
成膜装置及び成膜方法
1か月前
トーカロ株式会社
皮膜の形成方法および皮膜が形成された部材
今日
株式会社アルバック
モリブデンターゲットおよびその製造方法
1日前
神港精機株式会社
マグネトロンスパッタ法による成膜装置および成膜方法
1日前
キヤノントッキ株式会社
マスク支持装置及び成膜装置
1か月前
株式会社デンソー
粉体成膜装置及び粉体成膜方法
1か月前
株式会社高純度化学研究所
蒸発原料用容器および固体気化供給システム
1か月前
武漢大学
蒸気環境でのマルテンサイト系耐熱鋼の酸化層の内層厚さの計算方法
28日前
日立建機株式会社
窒化鋼部品及び窒化鋼部品の製造方法
1か月前
キヤノントッキ株式会社
製造方法、成膜装置及び成膜方法
7日前
大阪瓦斯株式会社
成膜用原料粉、成膜用原料粉の調製方法及び成膜方法
1か月前
東京エレクトロン株式会社
基板処理方法および基板処理装置
6日前
株式会社神戸製鋼所
表面処理金属材の製造方法及び接合体の製造方法
1日前
株式会社日本テクノ
ガス浸炭装置及びガス浸炭方法
1か月前
株式会社半導体エネルギー研究所
金属酸化物膜
13日前
日本表面化学株式会社
皮膜除去剤及び皮膜除去方法
1か月前
株式会社ブイ・イー・ティー
蒸着マスクのためのマスクフレーム
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ