TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024158276
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023073347
出願日
2023-04-27
発明の名称
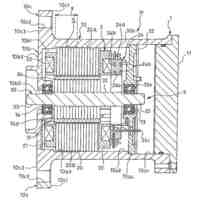
ステータの製造方法
出願人
株式会社アイシン
,
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/085 20060101AFI20241031BHJP(電力の発電,変換,配電)
要約
【課題】コイルエンド部の軸方向における長さを比較的小さくすることが可能なステータの製造方法を提供する。
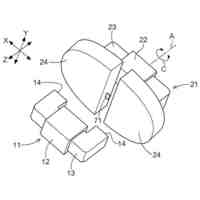
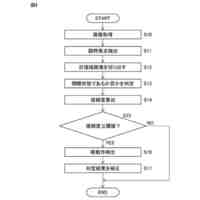
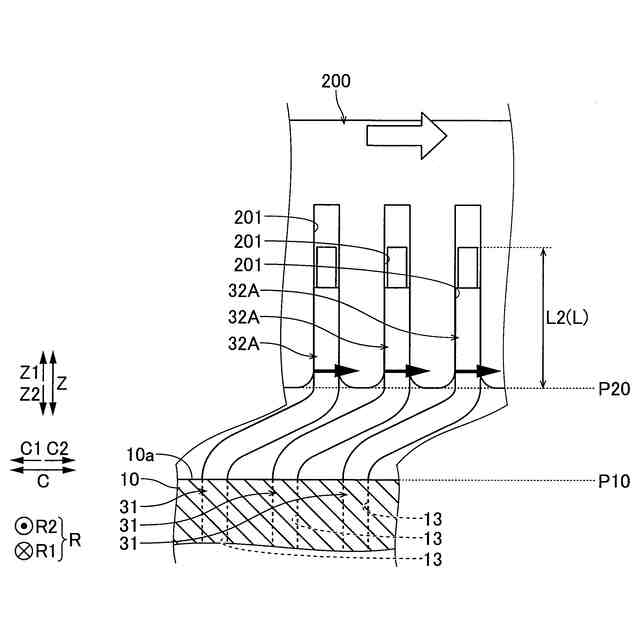
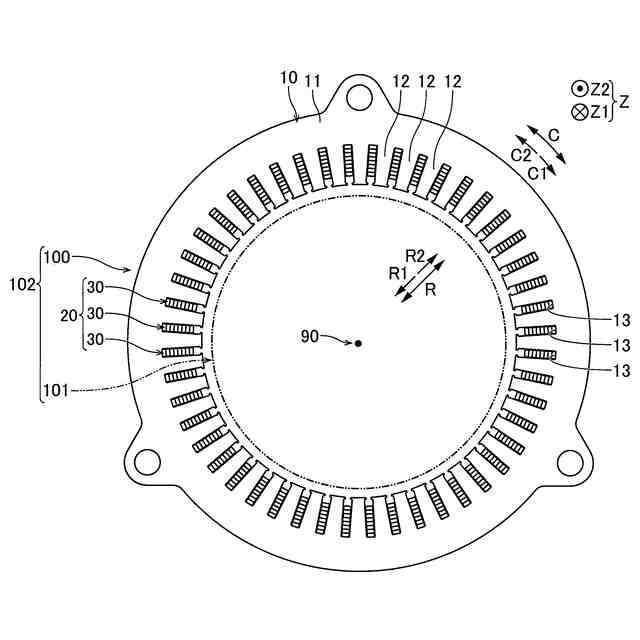
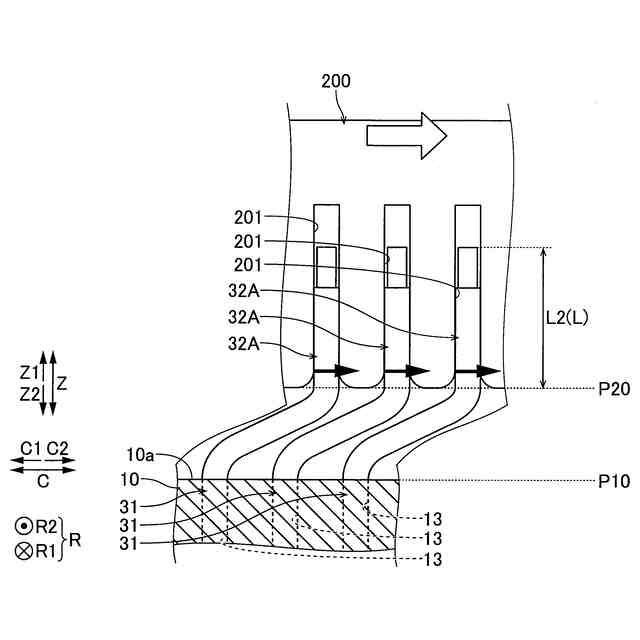
【解決手段】このステータ100の製造方法は、複数のコイルエンド用部分32Aの各々の曲げ成形用治具200の凹部201に挿入されている部分の長さLが徐々に小さくなるように曲げ成形用治具200をステータコア10に対してC方向(周方向)に沿った方向に相対移動させながら、複数のコイルエンド用部分32Aの各々をC方向に折り曲げ成形する曲げ成形工程(S40)を備える。
【選択図】図9
特許請求の範囲
【請求項1】
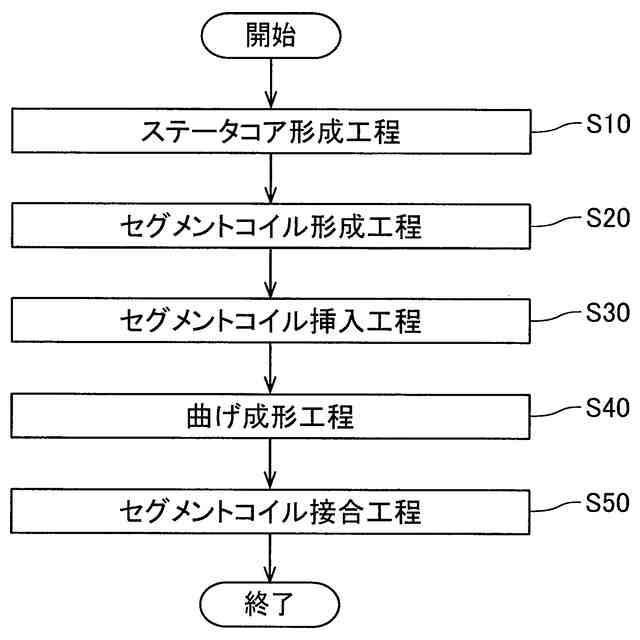
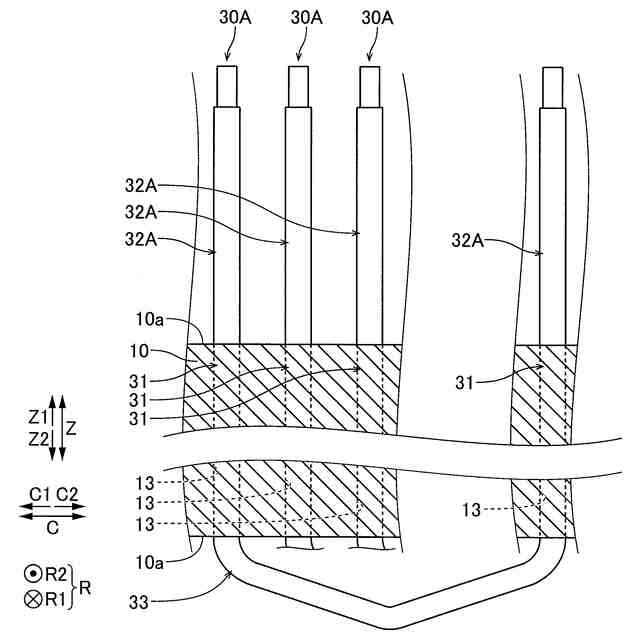
コイルエンド部となるコイルエンド用部分がステータコアの軸方向の端面から前記軸方向に沿って前記軸方向の外側に突出するように、前記ステータコアの複数のスロットの各々に前記コイルエンド用部分を含むセグメントコイルを挿入するセグメントコイル挿入工程と、
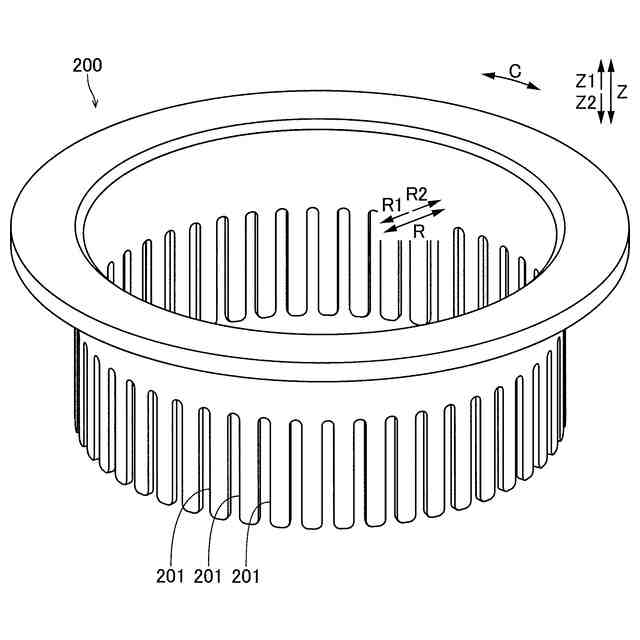
前記セグメントコイル挿入工程の後に、複数の前記コイルエンド用部分の各々が前記コイルエンド用部分に沿って延びるように形成された曲げ成形用治具の凹部に挿入された状態で、前記曲げ成形用治具を前記ステータコアに対して前記ステータコアの周方向に沿った方向に相対移動させることによって、前記複数のコイルエンド用部分の各々を前記周方向に折り曲げ成形する曲げ成形工程と、を備え、
前記曲げ成形工程は、前記複数のコイルエンド用部分の各々の前記曲げ成形用治具の前記凹部に挿入されている部分の長さが徐々に小さくなるように前記曲げ成形用治具を前記ステータコアに対して前記周方向に沿った方向に相対移動させながら、前記複数のコイルエンド用部分の各々を前記周方向に折り曲げ成形する工程である、ステータの製造方法。
続きを表示(約 700 文字)
【請求項2】
前記曲げ成形工程は、前記複数のコイルエンド用部分の各々の前記曲げ成形用治具の前記凹部に挿入されている部分の長さが徐々に小さくなるように前記曲げ成形用治具を前記ステータコアに対して前記周方向に沿った方向に相対移動させることにより、前記曲げ成形用治具による前記コイルエンド用部分への荷重作用点を前記コイルエンド用部分の前記ステータコア側から前記曲げ成形用治具側に移動させながら、前記複数のコイルエンド用部分の各々を前記周方向に折り曲げ成形する工程である、請求項1に記載のステータの製造方法。
【請求項3】
前記曲げ成形工程は、前記複数のコイルエンド用部分の各々の前記曲げ成形用治具の前記凹部に挿入されている部分の長さが徐々に小さくなるように前記曲げ成形用治具を前記ステータコアに対して前記ステータコアの前記端面と平行な方向に沿った方向で、かつ、前記周方向に沿った方向に相対移動させながら、前記複数のコイルエンド用部分の各々を前記周方向に折り曲げ成形する工程である、請求項1に記載のステータの製造方法。
【請求項4】
前記曲げ成形工程は、前記複数のコイルエンド用部分の各々が前記曲げ成形用治具の前記凹部に半分以上挿入された状態から、前記複数のコイルエンド用部分の各々の前記曲げ成形用治具の前記凹部に挿入されている部分の長さが徐々に小さくなるように前記曲げ成形用治具を前記ステータコアに対して前記周方向に沿った方向に相対移動させながら、前記複数のコイルエンド用部分の各々を前記周方向に折り曲げ成形する工程である、請求項1に記載のステータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステータの製造方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来、曲げ成形用治具をステータコアに対してステータコアの周方向に沿った方向に相対移動させることによって、複数のコイルエンド用部分の各々を周方向に折り曲げ成形するステータの製造方法が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、複数のコイルセグメントの開放端部(コイルエンド用部分)の各々の先端部がリングベルト(曲げ成形用治具)の保持溝に拘束(固定)された状態で、リングベルトをステータコアに対してステータコアの周方向に沿った方向に移動させることによって、複数のコイルセグメントの開放端部の各々を周方向に折り曲げ成形するコイルセグメント端部の曲げ方法(ステータの製造方法)が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2004-135438号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載されている従来のコイルセグメント端部の曲げ方法(ステータの製造方法)では、複数のコイルセグメントの開放端部(コイルエンド用部分)の各々を周方向に折り曲げ成形する際に、複数のコイルセグメントの開放端部の先端部の各々がリングベルト(曲げ成形用治具)の保持溝に拘束(固定)された状態であるので、複数のコイルセグメントの開放端部の各々を周方向に折り曲げ成形する際の、リングベルトによる開放端部への荷重作用点が、常に、開放端部のうちのリングベルト側の端部となる。すなわち、複数のコイルセグメントの開放端部の各々を周方向に折り曲げ成形する際の、リングベルトによる開放端部への荷重作用点が、常に、開放端部のうちのステータコア側の端部から比較的遠い位置となる。この場合、周方向に折り曲げ成形した後の複数のコイルセグメントの開放端部の各々のステータコア側の湾曲部の曲率半径が比較的大きくなりやすい。これに伴って、コイルエンド部の軸方向における長さが比較的大きくなりやすい。このため、コイルエンド部の軸方向における長さ(高さ)を比較的小さくすることが可能なステータの製造方法が望まれている。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、コイルエンド部の軸方向における長さ(高さ)を比較的小さくすることが可能なステータの製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、この発明の一の局面におけるステータの製造方法は、コイルエンド部となるコイルエンド用部分がステータコアの軸方向の端面から軸方向に沿って軸方向の外側に突出するように、ステータコアの複数のスロットの各々にコイルエンド用部分を含むセグメントコイルを挿入するセグメントコイル挿入工程と、セグメントコイル挿入工程の後に、複数のコイルエンド用部分の各々がコイルエンド用部分に沿って延びるように形成された曲げ成形用治具の凹部に挿入された状態で、曲げ成形用治具をステータコアに対してステータコアの周方向に沿った方向に相対移動させることによって、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する曲げ成形工程と、を備え、曲げ成形工程は、複数のコイルエンド用部分の各々の曲げ成形用治具の凹部に挿入されている部分の長さが徐々に小さくなるように曲げ成形用治具をステータコアに対して周方向に沿った方向に相対移動させながら、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する工程である。なお、本願明細書では、「凹部」は、スリット状の凹部、溝状の凹部、孔状の凹部、等を含む広い概念である。また、本願明細書では、「…方向に沿った方向」は、…方向そのものと、…方向に比較的近い方向との両方を含む広い概念である。
【0008】
この発明の一の局面におけるステータの製造方法では、上記のように、曲げ成形工程は、複数のコイルエンド用部分の各々の曲げ成形用治具の凹部に挿入されている部分の長さが徐々に小さくなるように曲げ成形用治具をステータコアに対して周方向に沿った方向に相対移動させながら、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する工程である。これにより、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する際に、複数のコイルエンド用部分の各々の曲げ成形用治具の凹部に挿入されている部分の長さが徐々に小さくなるので、曲げ成形用治具によるコイルエンド用部分への荷重作用点を、コイルエンド用部分のうちのステータコア側から曲げ成形用治具側に移動させることができる。すなわち、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する際に、曲げ成形用治具によるコイルエンド用部分への荷重作用点が、コイルエンド用部分のステータコア側の端部から比較的近い位置から比較的遠い位置に変化する。これにより、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する際に、曲げ成形用治具によるコイルエンド用部分への荷重作用点が、常に、コイルエンド用部分のステータコア側の端部から比較的遠い位置にある場合と比較して、周方向に折り曲げ成形した後の複数のコイルエンド用部分の各々のステータコア側の湾曲部の曲率半径を小さくすることができる。その結果、コイルエンド部の軸方向の長さ(高さ)を比較的小さくすることができる。また、上記一の局面におけるステータの製造方法では、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する際に、複数のコイルエンド用部分の各々の曲げ成形用治具の凹部に挿入されている部分の長さが徐々に小さくなるので、複数のコイルエンド用部分の各々が曲げ成形用治具の凹部に拘束されずに、複数のコイルエンド用部分の各々を周方向に折り曲げ成形することができる。これにより、コイルエンド用部分に対して曲げ成形用治具による過度な引張力が作用するのを抑制しながら、複数のコイルエンド用部分の各々を周方向に折り曲げ成形することができる。その結果、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する際に、コイルエンド用部分の被膜が摩耗または剥離したりコイルエンド用部分が引き延ばされたりするのを抑制しながら、複数のコイルエンド用部分の各々を周方向に折り曲げ成形することができる。
【0009】
上記一の局面によるステータの製造方法において、好ましくは、曲げ成形工程は、複数のコイルエンド用部分の各々の曲げ成形用治具の凹部に挿入されている部分の長さが徐々に小さくなるように曲げ成形用治具をステータコアに対して周方向に沿った方向に相対移動させることにより、曲げ成形用治具によるコイルエンド用部分への荷重作用点をコイルエンド用部分のステータコア側から曲げ成形用治具側に移動させながら、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する工程である。
【0010】
このように構成すれば、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する際に、曲げ成形用治具によるコイルエンド用部分への荷重作用点を、コイルエンド用部分のうちのステータコア側から曲げ成形用治具側に確実に移動させることができる。これにより、複数のコイルエンド用部分の各々を周方向に折り曲げ成形する際に、曲げ成形用治具によるコイルエンド用部分への荷重作用点が、常に、コイルエンド用部分のステータコア側の端部から比較的遠い位置にある場合と比較して、周方向に折り曲げ成形した後の複数のコイルエンド用部分の各々のステータコア側の湾曲部の曲率半径を確実に小さくすることができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン
給電システム
16日前
株式会社アイシン
バッテリ冷却装置
16日前
株式会社アイシン
熱マネージメント構造
16日前
トヨタ自動車株式会社
開閉眼推定装置、開閉眼推定方法及びプログラム
3日前
株式会社ダイヘン
電源装置
3日前
株式会社ダイヘン
電源装置
3日前
カヤバ株式会社
モータ
3日前
個人
ゼロカーボン発電循環装置
3日前
株式会社東光高岳
充電器
24日前
株式会社村田製作所
電源装置
24日前
日置電機株式会社
電流制限回路
24日前
サンデン株式会社
モータ制御装置
24日前
株式会社ダイヘン
電源装置
4日前
株式会社辰巳菱機
電力供給システム
2日前
キヤノン電子株式会社
ステッピングモータ
16日前
株式会社ダイヘン
充電システム
18日前
富士電機株式会社
電力変換装置
17日前
株式会社豊田自動織機
駆動装置
24日前
株式会社サタケ
電動機の端子箱
24日前
富士電機株式会社
電力変換装置
3日前
株式会社ダイヘン
給電システム
4日前
株式会社日立製作所
動力装置
17日前
株式会社サタケ
制御盤の扉
3日前
株式会社豊田自動織機
誘導電動機
3日前
日野自動車株式会社
電動機
10日前
株式会社豊田自動織機
電力変換装置
2日前
トヨタ自動車株式会社
駆動ユニット
25日前
ニチコン株式会社
電源装置
24日前
矢崎総業株式会社
プロテクタ
16日前
株式会社B&GLOBAL
ポータブル電源
24日前
個人
屏風型プラスチックダンボール太陽光発電器
25日前
株式会社プロテリアル
リニアモータ
24日前
株式会社 神崎高級工機製作所
モータ
16日前
トヨタ紡織株式会社
ロータの製造方法
16日前
矢崎総業株式会社
分岐クランプ
18日前
トヨタ紡織株式会社
ロータの製造方法
17日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ