TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157334
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071633
出願日
2023-04-25
発明の名称
ロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
1/276 20220101AFI20241030BHJP(電力の発電,変換,配電)
要約
【課題】ロータの生産性を向上させることのできるロータの製造方法を提供する。
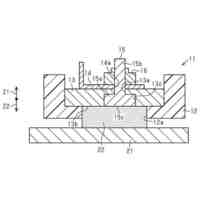
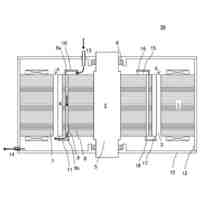
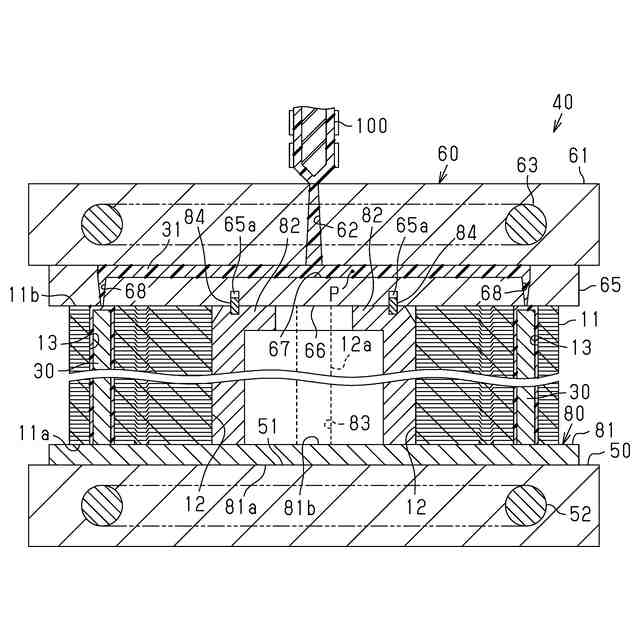
【解決手段】型締め工程では、磁石収容孔13に磁石30が収容された状態のコア11を第1型50と第2型60との間に挟み込む態様で、第1型50及び第2型60の型締めを行う。その後の射出工程では、磁石収容孔13に樹脂31を射出する。その後の取り出し工程では、第1型50及び第2型60の型開きを行うとともに、第1型50と第2型60との間からコア11及び磁石30を取り出す。取り出し工程では、磁石収容孔13に射出された樹脂31の温度がガラス転移点以上、且つ融点未満であるときに、コア11及び磁石30の取り出しを行う。
【選択図】図8
特許請求の範囲
【請求項1】
第1端面、及び前記第1端面とは反対側に位置する第2端面に開口する磁石収容孔を有するコアと、前記磁石収容孔に収容されるとともに熱可塑性の樹脂を介して前記コアに固定される磁石と、を備えるロータの製造方法であって、
前記磁石収容孔に前記磁石が収容された状態の前記コアを第1型と第2型との間に挟み込む態様で、前記第1型及び前記第2型の型締めを行う型締め工程と、
前記型締め工程の後に、前記磁石収容孔に前記樹脂を射出する射出工程と、
前記射出工程の後に、前記第1型及び前記第2型の型開きを行うとともに、前記第1型と前記第2型との間から前記コア及び前記磁石を取り出す取り出し工程と、を備え、
前記取り出し工程では、前記磁石収容孔に射出された前記樹脂の温度がガラス転移点以上、且つ融点未満であるときに、前記第1型と前記第2型との間からの前記コア及び前記磁石の取り出しを行う、
ロータの製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記取り出し工程の後に、前記コアを形状矯正用の矯正治具に取り付ける矯正工程を備える、
請求項1に記載のロータの製造方法。
【請求項3】
前記型締め工程では、前記第1端面を前記第1型に対向させるとともに前記第2端面を前記第2型に接触させる態様で、前記第1型及び前記第2型の型締めを行い、
前記射出工程では、前記磁石収容孔への前記樹脂の射出を、前記磁石収容孔に連通する態様で前記第2型に設けられた流路を介して行い、且つ、前記第1型を加熱した状態で行う、
請求項1または2に記載のロータの製造方法。
【請求項4】
前記コアは、複数の鉄心片が積層されることにより構成されるものであり、
前記型締め工程では、前記第2型によって前記第2端面を押圧することにより、前記第1端面を前記第1型の側に押し付ける態様で、前記第1型及び前記第2型の型締めを行う、
請求項3に記載のロータの製造方法。
【請求項5】
前記コアにおける前記第1端面から前記第2端面までの高さを積層高さとするとき、
前記複数の鉄心片の積層方向における前記磁石の長さは、前記積層高さよりも短く、
前記型締め工程では、前記積層方向において前記複数の鉄心片同士を密着させることで前記積層高さを減少させつつ、前記積層方向において前記第2型と前記磁石との間に隙間が生じるように前記第2端面を押圧する、
請求項4に記載のロータの製造方法。
【請求項6】
前記型締め工程では、前記第1端面を前記第1型に対向させるとともに前記第2端面を前記第2型に接触させる態様で、前記第1型及び前記第2型の型締めを行い、
前記射出工程では、前記磁石収容孔への前記樹脂の射出を、前記磁石収容孔に連通する態様で前記第2型に設けられた流路を介して行い、且つ、前記第2型を加熱した状態で行う、
請求項1に記載のロータの製造方法。
【請求項7】
前記型締め工程では、前記コア及び前記磁石を支持する支持プレートを前記第1型と前記コアの前記第1端面との間に挟み込む態様で、前記第1型及び前記第2型の型締めを行う、
請求項1に記載のロータの製造方法。
【請求項8】
前記コアは、複数の鉄心片が積層されることにより構成されるものであり、
前記複数の鉄心片は、前記複数の鉄心片の積層方向における一方側に膨出するダボを有し、前記ダボ同士が互いに結合された状態で積層された複数の第1鉄心片と、前記ダボが挿入される貫通孔を有し、前記第1端面を構成する第2鉄心片と、を含み、
前記型締め工程では、前記支持プレートに形成された収容凹部に前記貫通孔から突出した前記ダボの突端を収容した状態で、前記第1型及び前記第2型の型締めを行う、
請求項7に記載のロータの製造方法。
【請求項9】
前記コアは、複数の鉄心片が積層されることにより構成されるものであり、
前記複数の鉄心片は、前記複数の鉄心片の積層方向における一方側に膨出するダボを有し、前記ダボ同士が互いに結合された状態で積層された複数の第1鉄心片と、前記ダボが挿入される貫通孔を有し、前記第1端面または前記第2端面を構成する第2鉄心片と、を含み、
前記型締め工程の前に、前記貫通孔から突出した前記ダボの突端を押圧することにより、前記突端が前記貫通孔の内部に位置するように前記突端を潰す潰し工程を備える、
請求項1に記載のロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、回転電機のロータとしては、磁石埋込型のものが知られている(特許文献1参照)。特許文献1に記載のロータは、磁石収容孔を有するコアと、磁石収容孔に収容された磁石とを備えている。磁石は、磁石収容孔に充填された樹脂を介してコアに固定されている。磁石収容孔に充填される樹脂としては、熱可塑性樹脂が用いられる。
【0003】
特許文献1に記載のロータは、金型装置を利用して、以下のように製造される。
先ず、金型装置の型締めを行うことで、磁石収容孔に磁石が収容された状態のコアが金型装置の内部にセットされる。その後、金型装置が有する流路を介して、溶融された樹脂が磁石収容孔に射出及び充填される。その後、磁石収容孔に充填された樹脂を所定期間をかけて冷ますことで、同樹脂を固化させる。そして、磁石収容孔に充填された樹脂が十分に固化したタイミングで、金型装置の型開きが行われるとともに、同金型装置の内部からロータが取り出される。
【先行技術文献】
【特許文献】
【0004】
特開2015-6088号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、熱可塑性樹脂は、温度が低いときほど粘度が高くなる。そのため、そうした熱可塑性樹脂を用いて金型装置によりロータを製造する場合には、射出する樹脂の温度が低いときに、同樹脂が磁石収容孔に上手く充填されなくなることで歩留まりの低下を招くおそれがある。
【0006】
この場合、射出する樹脂の温度を、同樹脂の粘度が低い状態で保たれる程度に高い温度にすることで、磁石収容孔への樹脂の射出及び充填を適正に行うことは可能になる。ただし、射出する樹脂の温度を高くすることには、射出成形のサイクルタイムを長くするという背反がある。すなわち、射出する樹脂の温度を高い温度に設定すると、その分だけ磁石収容孔に充填された樹脂を冷ます期間が長くなるため、射出成形のサイクルタイムが長くなってしまう。そして、この場合にはロータの生産性の低下を招くおそれがある。
【課題を解決するための手段】
【0007】
上記課題を解決するためのロータの製造方法は、第1端面、及び前記第1端面とは反対側に位置する第2端面に開口する磁石収容孔を有するコアと、前記磁石収容孔に収容されるとともに熱可塑性の樹脂を介して前記コアに固定される磁石と、を備えるロータの製造方法であって、前記磁石収容孔に前記磁石が収容された状態の前記コアを第1型と第2型との間に挟み込む態様で、前記第1型及び前記第2型の型締めを行う型締め工程と、前記型締め工程の後に、前記磁石収容孔に前記樹脂を射出する射出工程と、前記射出工程の後に、前記第1型及び前記第2型の型開きを行うとともに、前記第1型と前記第2型との間から前記コア及び前記磁石を取り出す取り出し工程と、を備え、前記取り出し工程では、前記磁石収容孔に射出された前記樹脂の温度がガラス転移点以上、且つ融点未満であるときに、前記第1型と前記第2型との間からの前記コア及び前記磁石の取り出しを行う。
【0008】
熱可塑性樹脂は、その温度がガラス転移点以上、且つ融点未満であるときには、液状と硬質のガラス状との間の状態、詳しくは軟質のゴム状になる。このときには、磁石収容孔に射出(充填)された熱可塑性樹脂は、未だ硬質のガラス状になってはいないものの、軟質のゴム状、すなわち磁石収容孔から流出することなく同磁石収容孔の内部に留まる状態になっている。
【0009】
上記製造方法によれば、金型装置(具体的には、第1型と第2型との間)からのロータの取り出しを、熱可塑性樹脂の温度が所定温度(ガラス転移点以上、且つ融点未満)になったタイミングで行うことができる。そのため、磁石収容孔から樹脂を流出させない態様での金型装置からのロータの取り出しを、磁石収容孔内の樹脂が十分に硬化したタイミングで行う場合と比較して、早いタイミングで行うことができる。したがって、射出工程において磁石収容孔に射出する樹脂の温度を低くせずとも、磁石収容孔に充填された樹脂を金型内部で冷ます期間を短くすることが可能になる。これにより、射出成形のサイクルタイムを短くすることが可能になるため、ロータの生産性を向上させることができる。
【図面の簡単な説明】
【0010】
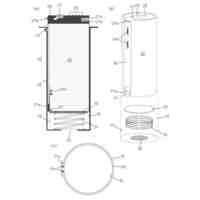
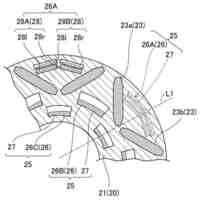
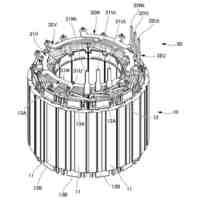
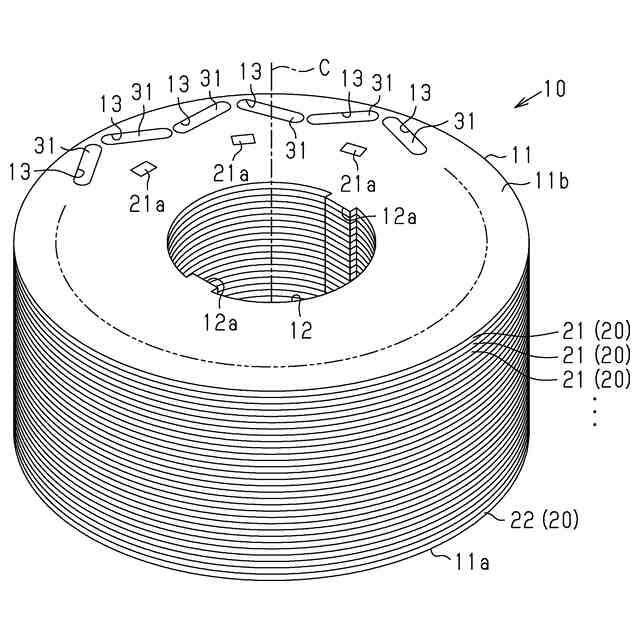
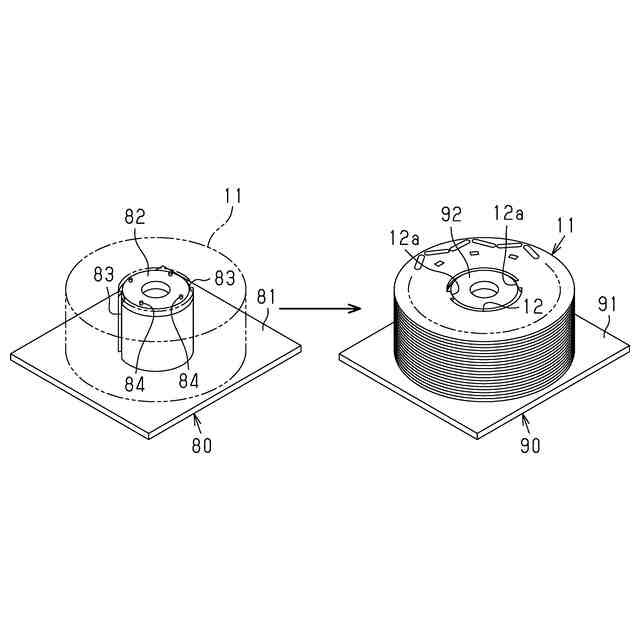
図1は、一実施形態のロータの製造方法によって製造されるロータを示す斜視図である。
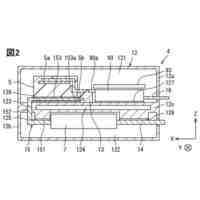
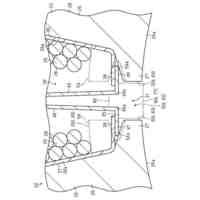
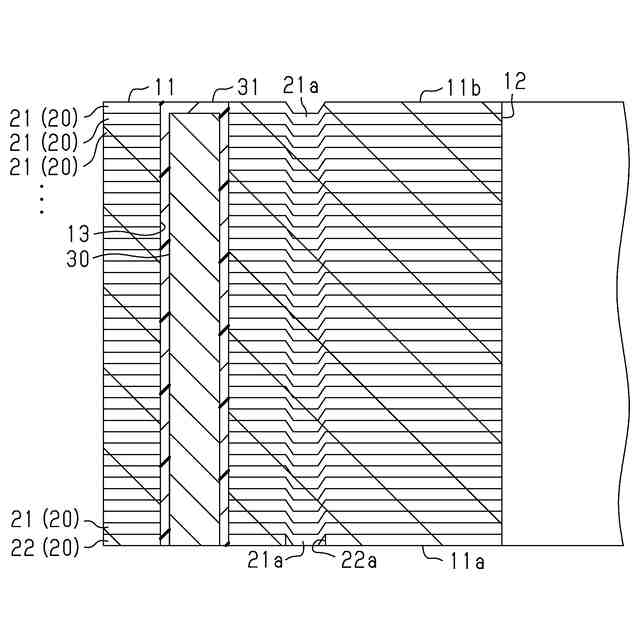
図2は、図1のロータを示す断面図である。
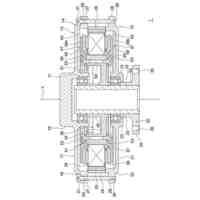
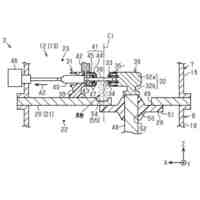
図3は、一実施形態のロータの製造装置を示す断面図である。
図4は、ダボが潰された状態を示す断面図である。
図5は、コアが第1型に載置された状態を示す断面図である。
図6は、コアが第2型によって押圧されている状態を示す断面図である。
図7(a)は、型締め前のコアを示す断面図であり、図7(b)は、型締め状態のコアを示す断面図である。
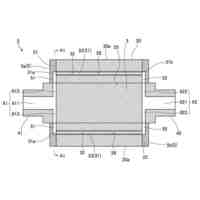
図8は、磁石収容孔に樹脂が射出された状態を示す断面図である。
図9は、矯正工程を説明するための説明図である。
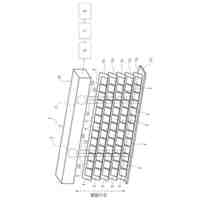
図10は、矯正治具の斜視図である。
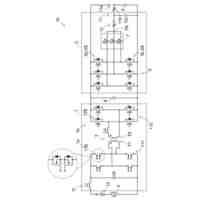
図11は、変更例の支持プレートを示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東光高岳
開閉装置
17日前
株式会社デンソー
モータ
4日前
住友ベークライト株式会社
ロータ
11日前
富士電機株式会社
電源装置
11日前
住友電装株式会社
電気接続箱
4日前
スワン電器株式会社
電源装置
11日前
富士電機株式会社
電力変換装置
11日前
ミネベアミツミ株式会社
モータ
3日前
株式会社アイシン
巻線界磁型回転電機
11日前
株式会社ダイヘン
電圧調整装置
11日前
東洋電装株式会社
駆動制御装置
11日前
株式会社デンソートリム
モータ制御装置
12日前
株式会社日立製作所
回転電機
12日前
東芝ライテック株式会社
電源装置
今日
愛知電機株式会社
電動シュレッダとその駆動方法
4日前
株式会社エフ・シー・シー
太陽光発電装置
3日前
日新電機株式会社
ガス絶縁開閉装置
今日
株式会社エフ・シー・シー
太陽光発電装置
3日前
キヤノン株式会社
受電装置および送電装置
4日前
株式会社アイシン
車載充電装置
11日前
ニチコン株式会社
スイッチングレギュレータ
17日前
株式会社アイシン
車載充電装置
3日前
木谷電器株式会社
監視システム及び監視方法
3日前
株式会社シマノ
発電装置
3日前
株式会社デンソー
電力変換装置
4日前
株式会社TMEIC
電力変換装置
3日前
株式会社アイシン
車載充電装置
11日前
株式会社アイシン
車載充電装置
3日前
マツダ株式会社
回転電機
4日前
株式会社 東京ウエルズ
駆動装置
18日前
矢崎総業株式会社
電気接続箱
3日前
日産自動車株式会社
回転電機用ステータ
12日前
トヨタホーム株式会社
電力融通システム
11日前
株式会社ミツバ
モータ
今日
株式会社豊田自動織機
回転電機のステータ
11日前
株式会社ダイヘン
充電装置および充電設備
18日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ