TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024157438
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071808
出願日
2023-04-25
発明の名称
防錆塗装鋼材、防錆塗装鋼材の製造方法及び防錆性能の向上方法
出願人
未来建築研究所株式会社
代理人
個人
,
個人
,
個人
主分類
C23C
26/00 20060101AFI20241030BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】鋼材の表面処理に伴う費用及び時間の負担を軽減し、防錆性能を発揮することが可能な防錆塗装鋼材の製造方法を提供する。
【解決手段】
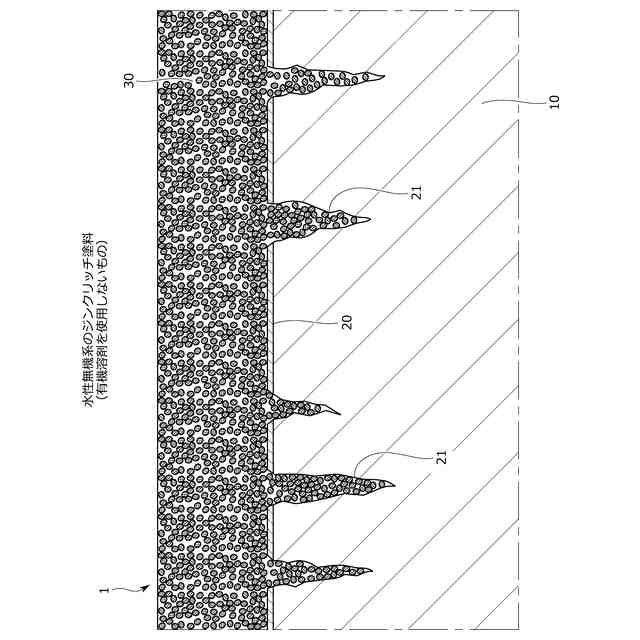
防錆塗装鋼材の製造方法は、熱間圧延加工によって酸化被膜を表面に有する鋼材を形成する鋼材形成工程と、鋼材の表面に防錆性能を有する塗料を塗装する塗装工程と、を含むものである。上記塗装工程では、鋼材の表面に水性無機ジンク系の塗料を直接塗装し、塗料を乾燥させて鋼材の表面上に酸化被膜と、防錆性能を有する塗膜とを形成する。
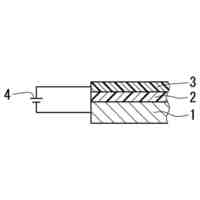
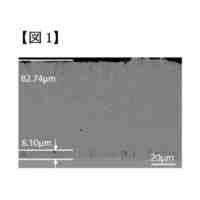
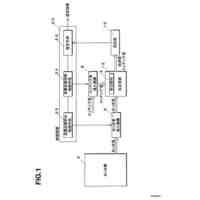
【選択図】図1
特許請求の範囲
【請求項1】
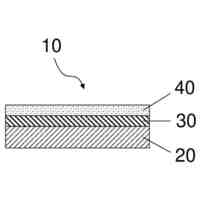
防錆性能を発揮する防錆塗装鋼材であって、
鋼材と、
前記鋼材の表面に設けられる酸化被膜と、
前記酸化被膜の表面に形成され、防錆性能を有する塗膜と、を備え、
前記塗膜は、水性無機ジンク系の塗膜であって、前記酸化被膜の表面に直接設けられ、前記酸化被膜の表面に密着していることを特徴とする防錆塗装鋼材。
続きを表示(約 1,200 文字)
【請求項2】
前記酸化被膜の表面には、複数の亀裂部が形成され、
前記塗膜は、水性無機系のバインダを含み、有機溶剤系のバインダを含まないジンク系の塗膜であって、
前記塗膜は、前記酸化被膜の表面に形成された前記亀裂部の内部に浸透し、
前記塗膜内に充填されている亜鉛粒子が、前記亀裂部の内部に到達し、前記亀裂部の内部まで充填されていることを特徴とする請求項1に記載の防錆塗装鋼材。
【請求項3】
前記塗膜は、ケイ酸亜鉛粒子が充填された塗膜であって、前記塗膜内において赤錆及び亜鉛に伴う白錆の通過を抑制することで防錆性能を発揮することを特徴とする請求項2に記載の防錆塗装鋼材。
【請求項4】
防錆性能を発揮する防錆塗装鋼材の製造方法であって、
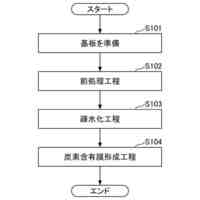
熱間圧延加工によって酸化被膜を表面に有する鋼材を形成する鋼材形成工程と、
前記鋼材の表面に防錆性能を有する塗料を塗装する塗装工程と、を含み、
前記塗装工程では、前記鋼材の表面に水性無機ジンク系の前記塗料を直接塗装し、前記塗料を乾燥させて前記鋼材の表面上に前記酸化被膜と、防錆性能を有する塗膜とを形成することを特徴とする防錆塗装鋼材の製造方法。
【請求項5】
前記鋼材形成工程では、前記酸化被膜の除去処理を行わず、前記酸化被膜をそのまま表面に有する前記鋼材を形成し、
前記塗装工程では、前記鋼材の表面に、水性無機系のバインダを含み、有機溶剤系のバインダを含まないジンク系の前記塗料を直接塗装し、前記鋼材の表面上に前記酸化被膜と前記塗膜とを一体化させた複合膜を形成することを特徴とする請求項4に記載の防錆塗装鋼材の製造方法。
【請求項6】
前記塗料は、水性セラミック系のジンクリッチ塗料であって、水性無機系のバインダと、亜鉛粉末とを混合させて構成され、
前記塗膜は、ケイ酸亜鉛粒子が充填された塗膜であって、
前記ケイ酸亜鉛粒子が、前記酸化被膜の表面に形成された亀裂部の内部に到達し、前記亀裂部の内部まで充填されていることを特徴とする請求項5に記載の防錆塗装鋼材の製造方法。
【請求項7】
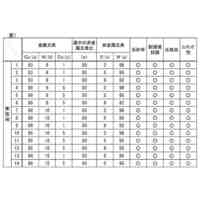
前記防錆塗装鋼材は、ブラスト下地処理(ISO8501-1の除錆度がSa2.5以上)によって酸化被膜を除去した鋼材の表面に前記塗料を塗装してなる塗装鋼材と比較したときに、前記塗装鋼材よりも高い防錆性能を発揮することを特徴とする請求項4乃至6のいずれか一項に記載の防錆塗装鋼材の製造方法。
【請求項8】
酸化被膜を表面に有する鋼材の表面に対し、前記酸化被膜を除去せずに水性無機ジンク系の塗料を直接塗装し、前記鋼材の表面上に前記酸化被膜と、防錆性能を有する塗膜とを形成することを特徴とする防錆性能の向上方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、防錆塗装鋼材、防錆塗装鋼材の製造方法及び防錆性能の向上方法に係り、特に、防錆性能を発揮する防錆塗装鋼材、防錆塗装鋼材の製造方法及び防錆性能の向上方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、建築及び土木分野において、例えば鋼製の橋梁等に用いられる鋼材においては、防錆性能(防食性能)を高めることを目的として、鋼材の表面に対し防錆性能を発揮する塗料を塗装することが行われている。
具体的には、熱間圧延加工によって黒皮(酸化被膜)を表面に有する鋼材を形成し、当該鋼材の表面をサンドブラスト処理(一種ケレン処理)することで黒皮を除去し、サンドブラスト処理から一定時間内に鋼材の表面に防錆性能を有する塗料を塗装し、当該塗料を乾燥させることで防錆塗装鋼材を製造することが行われている。
上記防錆性能を有する塗料としては、例えば無機ジンクリッチペイント等の無機ジンク系塗料が知られている(例えば、特許文献1参照)。
【0003】
特許文献1に記載の防食塗装鋼材では、鋼材の表面にブラスト処理を行って黒皮を除去した後に、当該鋼材の表面に無機ジンク系塗料を塗装して塗膜(第一層)を形成すること、その後にマグネシウム、カルシウムを含有する塩化物水溶液に浸漬させて乾燥させることで第二層を形成することが開示されている。
当該第一層及び第二層を形成することで、第一層において粒状の亜鉛の溶解を抑制することができ、犠牲防食作用を持たせることが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2018-103123号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように、鋼材の表面に塗料を塗装する場合には、塗料の密着性、塗装後の防錆性を図ることを目的として、塗装前の下処理としてブラスト処理等による黒皮(酸化被膜)除去処理を行っている。
「黒皮(酸化被膜)」とは、ミルスケールとも称され、主として四酸化三鉄からなる黒錆である。黒皮は、鋼材の表面を腐食から守る働きを有するものの、黒皮の表面には微細なピンホール(亀裂部)が形成されているため、局部腐食が比較的早く発生することが多い。そのため、黒皮は、腐食を防ぐ働きをもつ良性の錆ではあるものの、鋼材を保護する保護膜として有用ではなかった(鋼材との密着性も高くはなかった)。
これらのことから、塗装鋼材を製造するためには、まずはブラストや研削、研磨によって表面処理(黒皮除去処理)を行うことが必要とされ、当該表面処理に費用と時間を要していた。
【0006】
本発明は、上記の課題に鑑みてなされたものであり、本発明の目的は、新規な防錆塗装鋼材、防錆塗装鋼材の製造方法及び防錆性能の向上方法を提供することにある。
また、本発明の他の目的は、鋼材の表面処理に伴う費用及び時間の負担を軽減しながら、防錆性能を発揮することが可能な防錆塗装鋼材、防錆塗装鋼材の製造方法及び防錆性能の向上方法を提供することにある。
【課題を解決するための手段】
【0007】
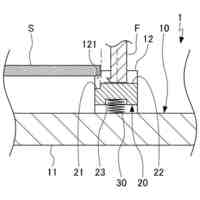
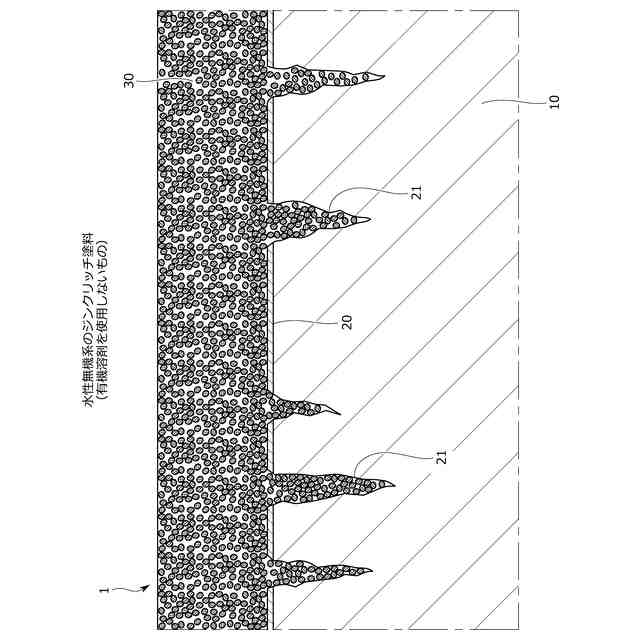
本発明者らは、鋭意研究した結果、黒皮(酸化被膜)の除去処理を行わず、鋼材の表面(黒皮表面)に水性無機ジンク系の塗料を直接塗装し、当該塗料を乾燥させて鋼材の表面上に「酸化被膜」と、防錆性能を有する「塗膜」とを形成することで(「複合膜」を形成することで)、防錆性能を発揮する防錆塗装鋼材を製造できることを見出した。
詳しく述べると、鋼材の表面(黒皮表面)に水性無機ジンク系の塗膜を形成することで、塗膜が黒皮表面に密着すること、塗膜が黒皮表面の亀裂部の内部に浸透すること、塗膜内に充填された亜鉛粒子(酸化亜鉛粒子)が亀裂部の内部に到達し、亀裂部の内部まで充填されること、を見出した。
【0008】
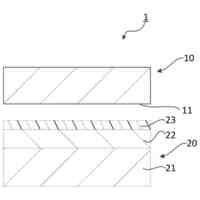
従って、前記課題は、本発明によれば、防錆性能を発揮する防錆塗装鋼材であって、鋼材と、前記鋼材の表面に設けられる酸化被膜と、前記酸化被膜の表面に形成され、防錆性能を有する塗膜と、を備え、前記塗膜は、水性無機ジンク系の塗膜であって、前記酸化被膜の表面に直接設けられ、前記酸化被膜の表面に密着していること、により解決される。
【0009】
このとき、前記酸化被膜の表面には、複数の亀裂部が形成され、前記塗膜は、水性無機系のバインダを含み、有機溶剤系のバインダを含まないジンク系の塗膜であって、前記塗膜は、前記酸化被膜の表面に形成された前記亀裂部の内部に浸透し、前記塗膜内に充填されている亜鉛粒子が、前記亀裂部の内部に到達し、前記亀裂部の内部まで充填されていると良い。
また、前記塗膜は、ケイ酸亜鉛粒子が充填された塗膜であって、前記塗膜内において赤錆及び亜鉛に伴う白錆の通過を抑制することで防錆性能を発揮すると良い。
【0010】
また前記課題は、本発明によれば、防錆性能を発揮する防錆塗装鋼材の製造方法であって、熱間圧延加工によって酸化被膜を表面に有する鋼材を形成する鋼材形成工程と、前記鋼材の表面に防錆性能を有する塗料を塗装する塗装工程と、を含み、前記塗装工程では、前記鋼材の表面に水性無機ジンク系の前記塗料を直接塗装し、前記塗料を乾燥させて前記鋼材の表面上に前記酸化被膜と、防錆性能を有する塗膜とを形成すること、によっても解決される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理方法
1か月前
芝浦メカトロニクス株式会社
成膜装置
1か月前
神東塗料株式会社
鋼構造物の防食方法
1か月前
大阪瓦斯株式会社
成膜装置
1か月前
株式会社アルバック
成膜方法
3日前
株式会社JCU
無電解めっき方法
1か月前
株式会社カネカ
気化装置及び蒸着装置
2か月前
株式会社アルバック
真空蒸着方法
2か月前
東京エレクトロン株式会社
基板処理方法
2か月前
株式会社鈴木商店
皮膜および皮膜形成方法
1か月前
信越化学工業株式会社
ガス発生装置
18日前
北京科技大学
溶融塩電解による高珪素鋼の製造方法
2か月前
日本製鉄株式会社
表面処理鋼板
1か月前
上村工業株式会社
めっき析出状況の測定装置
2か月前
学校法人関東学院
無電解ニッケルめっき浴の再生方法
2か月前
日揚科技股分有限公司
防着オブジェクト
1か月前
マシン・テクノロジー株式会社
蒸着フィルム製造装置
1か月前
サンデン株式会社
摺動部材
1か月前
大陽日酸株式会社
半導体材料ガス生成装置
1か月前
株式会社アルバック
真空蒸着装置用の蒸着源
2か月前
株式会社アルバック
真空蒸着装置用の蒸着源
2か月前
東京エレクトロン株式会社
成膜装置及び成膜方法
1か月前
株式会社アルバック
真空蒸着装置用の蒸着源
2か月前
大陽日酸株式会社
供給方法および供給装置
2か月前
キヤノントッキ株式会社
成膜装置
1か月前
松田産業株式会社
貴金属蒸着材料
1か月前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
1か月前
信越化学工業株式会社
炭化金属被覆炭素材料
1か月前
大同特殊鋼株式会社
ターゲットおよび黒化膜
2か月前
株式会社カネカ
基板トレイ及び膜付き基板製造方法
2か月前
出光興産株式会社
水溶性防錆剤組成物
1か月前
株式会社高純度化学研究所
金属薄膜の原子層堆積方法
1か月前
JFEスチール株式会社
絶縁被膜付き電磁鋼板
1か月前
キヤノントッキ株式会社
成膜装置
1か月前
大阪瓦斯株式会社
原料粉、成膜方法及び成膜体
1か月前
株式会社フジミインコーポレーテッド
溶射用粉末
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ