TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024156944
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2024131813,2019559559
出願日
2024-08-08,2018-12-03
発明の名称
処理装置及び処理方法、加工方法、並びに、造形装置、造形方法、コンピュータプログラム、及び、記録媒体
出願人
株式会社ニコン
代理人
個人
主分類
B22F
10/366 20210101AFI20241029BHJP(鋳造;粉末冶金)
要約
【課題】物体の表面上に造形を行う造形方法を提供する。
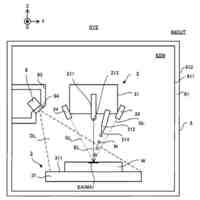
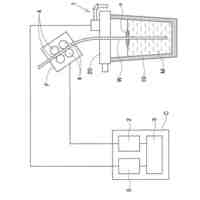
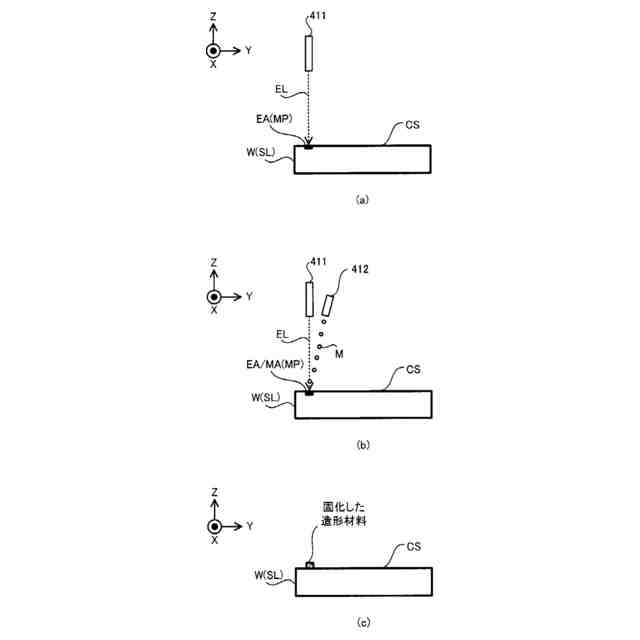
【解決手段】エネルギビームを照射して部材の表面を溶融させ、溶融池を形成する溶融工程と、前記溶融池に造形材料を供給する材料供給工程と、前記材料供給工程を経た前記表面に再度、エネルギビームを照射し、再度溶融させる再溶融工程と、によって、前記物体の前記表面上に造形を行う造形方法である。
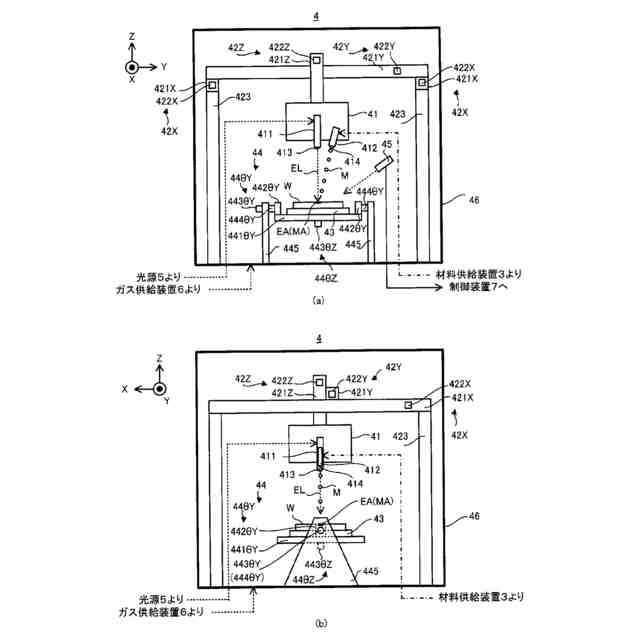
【選択図】図1
特許請求の範囲
【請求項1】
物体にエネルギビームを照射する処理を行う処理装置において、
前記物体の表面の少なくとも一部に前記エネルギビームを照射するエネルギビーム照射装置と、
前記物体の前記表面における前記エネルギビームの照射位置を変更する位置変更装置と
を備え、
前記物体の形状に関する形状情報を用いて前記エネルギビームの前記照射位置を制御する
処理装置。
続きを表示(約 830 文字)
【請求項2】
前記物体の形状を計測する形状計測装置を更に備え、
前記形状情報は、前記計測装置の計測結果を含む
請求項1に記載の処理装置。
【請求項3】
前記形状情報は、前記物体の設計情報を含む
請求項1又は2に記載の処理装置。
【請求項4】
前記物体の前記表面における前記照射位置に応じて、前記照射位置へ向かう前記エネルギビームの方向を変える
請求項1から3のいずれか一項に記載の処理装置。
【請求項5】
前記照射位置における前記表面の法線と、前記照射位置へ向かう前記エネルギビームの軸線とのなす角は、前記物体の前記表面における前記照射位置に応じて変化しない
請求項1から4のいずれか一項に記載の処理装置。
【請求項6】
前記照射位置へ向かう前記エネルギビームの軸線に対する、前記物体の姿勢を変更する姿勢変更装置を更に備える
請求項1から5のいずれか一項に記載の処理装置。
【請求項7】
前記照射位置における前記表面の法線の方向は、前記物体の前記表面における前記照射位置に応じて変化しない
請求項1から6のいずれか一項に記載の処理装置。
【請求項8】
前記法線の方向は、重力方向である
請求項7に記載の処理装置。
【請求項9】
前記物体の前記表面における前記照射位置に応じて、前記照射位置へ向かう前記エネルギビームの単位面積当たりの強度又はエネルギを変える
請求項1から8のいずれか一項に記載の処理装置。
【請求項10】
前記照射位置へ向かう前記エネルギビームの単位面積当たりの強度又はエネルギは、前記物体の前記表面における前記照射位置に応じて変化しない
請求項1から8のいずれか一項に記載の処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、物体にエネルギビームを照射する処理を行うための処理装置、処理方法、加工方法、造形装置、造形方法、コンピュータプログラム、及び、記録媒体の技術分野に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、粉状の材料をエネルギビームで溶融した後に、溶融した材料を再固化させることで造形物を形成する造形装置が記載されている。特許文献1に記載された造形装置は、造形物を形成した後に、造形物に付着した粉状の材料を取り除いている。このような造形装置では、造形した造形物の表面に対して適切な処理を行うことが技術的課題となる。
【先行技術文献】
【特許文献】
【0003】
米国特許公開第2017/0014909号
【発明の概要】
【0004】
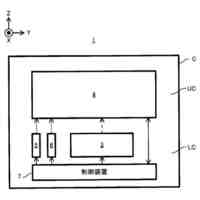
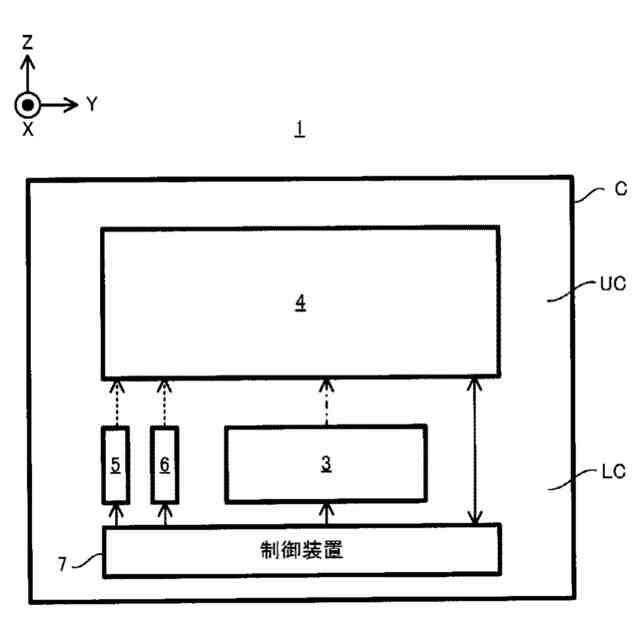
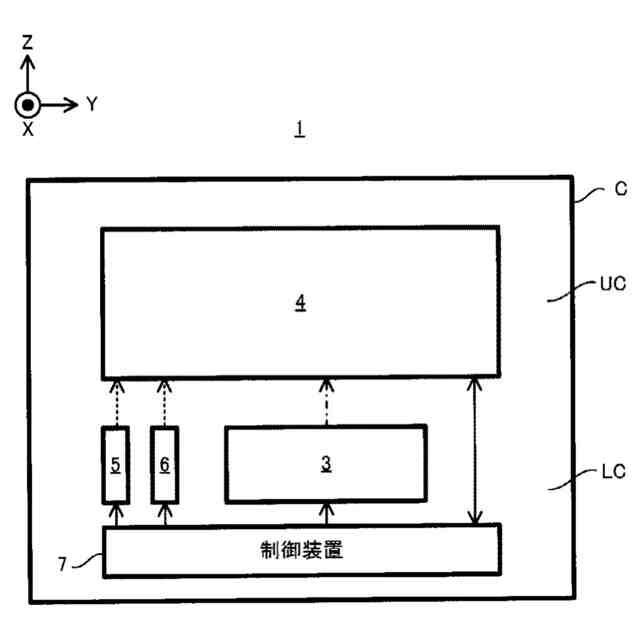
第1の態様によれば、物体にエネルギビームを照射する処理を行う処理装置において、前記物体の表面の少なくとも一部に前記エネルギビームを照射するエネルギビーム照射装置と、前記物体の前記表面における前記エネルギビームの照射位置を変更する位置変更装置とを備え、前記物体の形状に関する形状情報を用いて前記エネルギビームの前記照射位置を制御する処理装置が提供される。
【0005】
第2の態様によれば、物体にエネルギビームを照射する処理を行う処理装置において、前記物体の表面の第1部分と、前記第1部分と異なる方向に向けられた前記物体の表面の第2部分とに前記エネルギビームを照射するエネルギビーム照射装置と、前記エネルギビームの照射方向に対する前記物体の姿勢を変更する姿勢変更装置とを備え、前記第1部分が第1方向に向くように前記物体の姿勢を第1姿勢に設定して前記第1部分にエネルギビームを照射し、前記第2部分が第2方向に向くように前記物体の姿勢を前記第1姿勢と異なる第2姿勢に設定して前記エネルギビームを照射する処理装置が提供される。
【0006】
第3の態様によれば、部材の第1表面に造形用エネルギビームを照射して前記第1表面に溶融池を形成し前記溶融池に造形材料を供給することにより造形された造形物を処理する処理装置であって、前記部材と前記造形物とが並ぶ第1方向と交差する第2方向に向けられた前記造形物の第2表面の少なくとも一部に加工用エネルギビームを照射する処理装置が提供される。
【0007】
第4の態様によれば、エネルギビームを供給する光源と、前記光源からのエネルギビームを対象物に集光する集光光学系と、前記集光光学系を介した前記エネルギビームの集光位置に造形材料を供給する材料供給部と、前記集光位置と前記対象物との相対的な位置関係を変更する位置変更装置と、前記集光位置と前記対象物との相対的な位置関係を変更しつつ前記集光位置に前記造形材料を供給して造形物としての物体を造形するように前記位置変更装置を制御する制御装置とを備え、前記集光光学系を介したエネルギビームを前記物体に照射し、前記対象物に集光する前記光源からの前記エネルギビームの前記集光光学系内での光路と、前記物体に照射される前記エネルギビームの前記集光光学系内での光路とは同じ光路である処理装置が提供される。
【0008】
第5の態様によれば、物体にエネルギビームを照射する処理を行う処理方法において、前記物体の表面の少なくとも一部に前記エネルギビームを照射することと、前記物体の前記表面における前記エネルギビームの照射位置を変更することと含み、前記物体の形状に関する形状情報を用いて前記エネルギビームの前記照射位置を変更する処理方法が提供される。
【0009】
第6の態様によれば、物体にエネルギビームを照射する処理を行う処理方法において、前記物体の表面の第1部分が第1方向に向くように前記物体の姿勢を第1姿勢に設定して前記第1部分にエネルギビームを照射することと、前記第1部分と異なる方向に向けられた前記物体の表面の第2部分が第2方向に向くように前記物体の姿勢を前記第1姿勢と異なる第2姿勢に設定して、前記第2部分に前記エネルギビームを照射することとを含む処理方法が提供される。
【0010】
第7の態様によれば、部材の第1表面に造形用エネルギビームを照射して前記第1表面に溶融池を形成し前記溶融池に造形材料を供給することにより造形された造形物を処理する処理方法であって、前記部材と前記造形物とが並ぶ第1方向と交差する第2方向に向けられた前記造形物の第2表面の少なくとも一部に加工用エネルギビームを照射することとを含む処理方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ニコン
眼科光学装置
14日前
株式会社ニコン
造形システム
8日前
株式会社ニコン
カメラシステム
今日
株式会社ニコン
露光装置及び制御装置
8日前
株式会社ニコン
加工システム、及び、加工方法
12日前
株式会社ニコン
変倍光学系、光学装置、および変倍光学系の製造方法
今日
株式会社ニコン
処理装置及び処理方法、加工方法、並びに、造形装置、造形方法、コンピュータプログラム、及び、記録媒体
今日
ユニチカ株式会社
集電材
1か月前
株式会社松風
歯科用埋没材
27日前
個人
鋼の連続鋳造鋳片の切断装置
12日前
日本製鉄株式会社
棒状部材
27日前
三菱マテリアル株式会社
粉末材料
2か月前
日本製鉄株式会社
モールドパウダー
2か月前
トヨタ自動車株式会社
溶湯供給装置
4か月前
株式会社シマノ
射出成形装置
4か月前
ノリタケ株式会社
ニッケル粉末
1か月前
トヨタ自動車株式会社
ダイカスト金型
4か月前
芝浦機械株式会社
成形機
1か月前
株式会社プロテリアル
ブロック継手の製造方法
1か月前
株式会社日本高熱工業社
離型剤塗布装置
4か月前
本田技研工業株式会社
金型装置
2か月前
JX金属株式会社
銅粉
4か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1か月前
オークマ株式会社
ワークの加工方法
2か月前
東洋電化工業株式会社
溶湯用送線装置
4か月前
株式会社瓢屋
押湯空間形成部材
3か月前
株式会社昭工舎
焼結体の製造方法
12日前
旭化成株式会社
焼結体の製造方法
28日前
株式会社リコー
焼結体の製造方法
1か月前
株式会社エフ・シー・シー
ダイカスト金型
2か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
1か月前
ノリタケ株式会社
粉体材料およびその利用
2か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
22日前
株式会社荏原製作所
造形ノズル
22日前
日本製鉄株式会社
鋼の連続鋳造方法
26日前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
今日
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ