TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024155719
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2024009038
出願日
2024-01-24
発明の名称
アルミニウムプロファイル射出接合方法
出願人
キム、ビョン チャン
代理人
個人
主分類
B22D
19/04 20060101AFI20241024BHJP(鋳造;粉末冶金)
要約
【課題】アルミニウムプロファイル射出接合方法を提供すること。
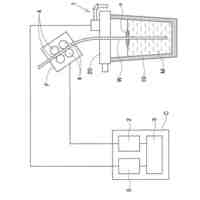
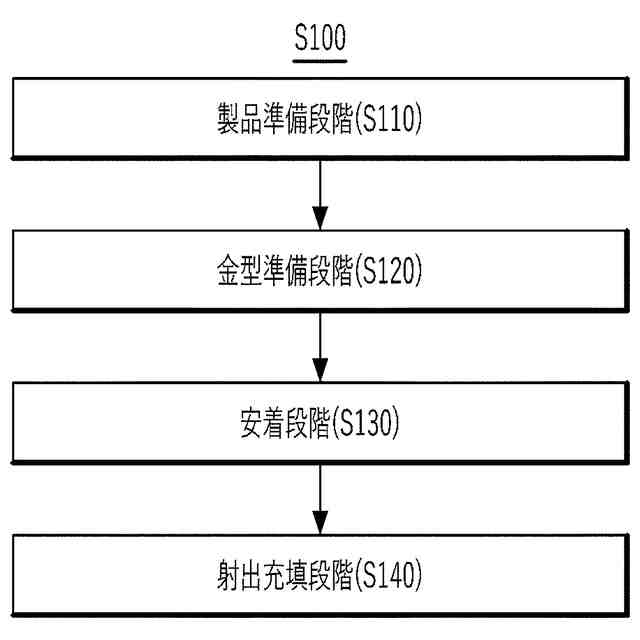
【解決手段】接合しようとする多数のアルミニウムプロファイルを製品設計に合わせて作製する製品準備段階、第1の段階を通じて準備されたアルミニウムプロファイルに合わせて設計された金型を作製する金型準備段階、接合しようとする多数のアルミニウムプロファイルを互いに接触した状態で金型に安着する安着段階、及び金型を通じてアルミニウムプロファイル接触部分に射出物を充填して接合するアルミニウムプロファイルを一体的に構成する射出充填段階を含む。電気自動車バッテリーハウジングを作製するにあたり、多様な断面構造を持つアルミニウムプロファイルを容易に接合でき、安定した接合状態を維持することができ、多数の接合部材や結束部材を省略することができ、作製及び施工にかかるコストを顕著に節減でき、これに加えて施工時間を顕著に短縮させることができるアルミニウムプロファイル射出接合方法を提供しうる。
【選択図】図3
特許請求の範囲
【請求項1】
接合しようとする多数のアルミニウムプロファイルを製品設計に合わせて作製する製品準備段階S110、
製品準備段階S110を通じて準備されたアルミニウムプロファイルに合わせて設計された金型を作製する金型準備段階S120、
接合しようとする多数のアルミニウムプロファイルを互いに接触した状態で金型に安着する安着段階S130、及び、
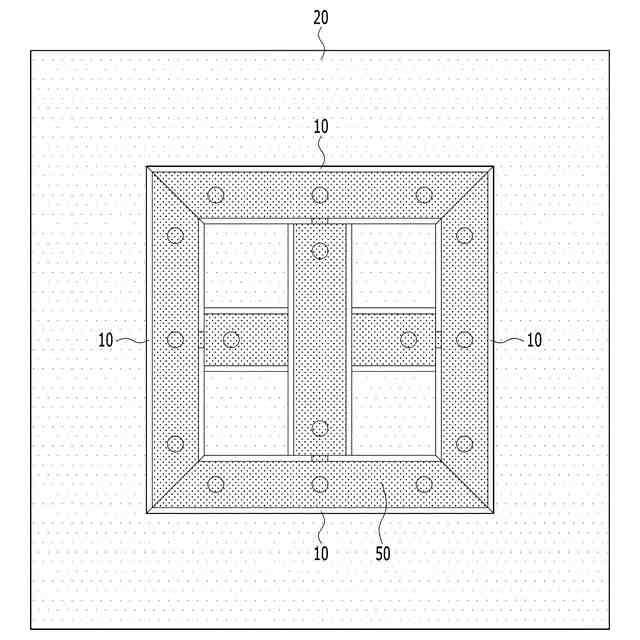
金型を通じてアルミニウムプロファイル接触部分に射出物を充填して接合するアルミニウムプロファイルを一体的に構成する射出充填段階S140を含む
ことを特徴とするアルミニウムプロファイル射出接合方法。
続きを表示(約 600 文字)
【請求項2】
前記金型準備段階S120は、
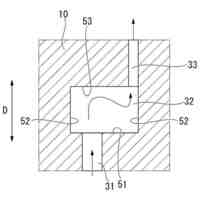
金型を通じて射出物が吐出されてアルミニウムプロファイル接合部内部に誘導する構造のモールドゲートの形成位置をアルミニウムプロファイルの充填孔の形成位置に合わせて形成するモールドゲート形成段階S121を含む
請求項1に記載のアルミニウムプロファイル射出接合方法。
【請求項3】
前記射出充填段階S140は、
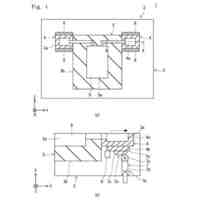
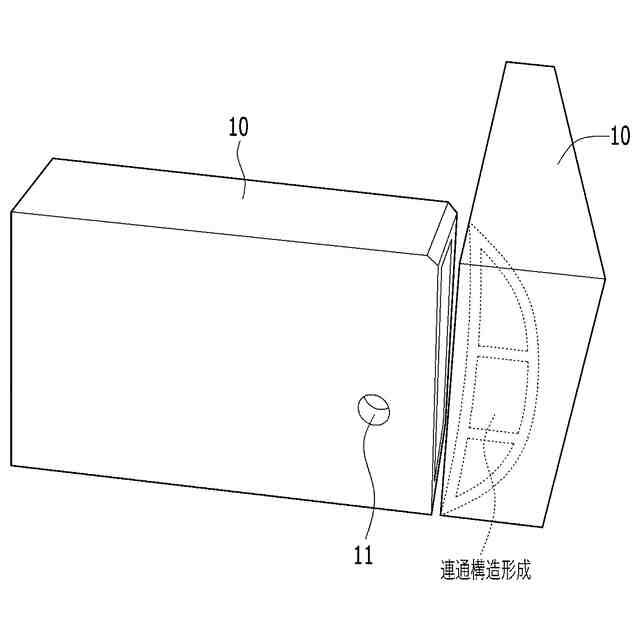
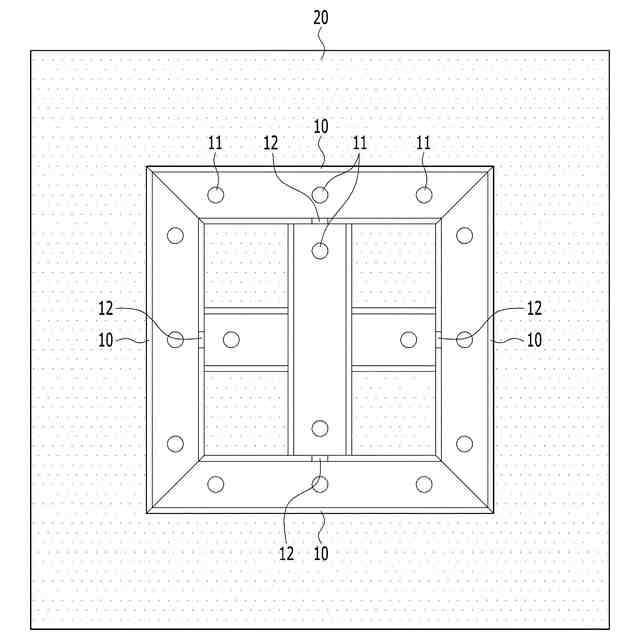
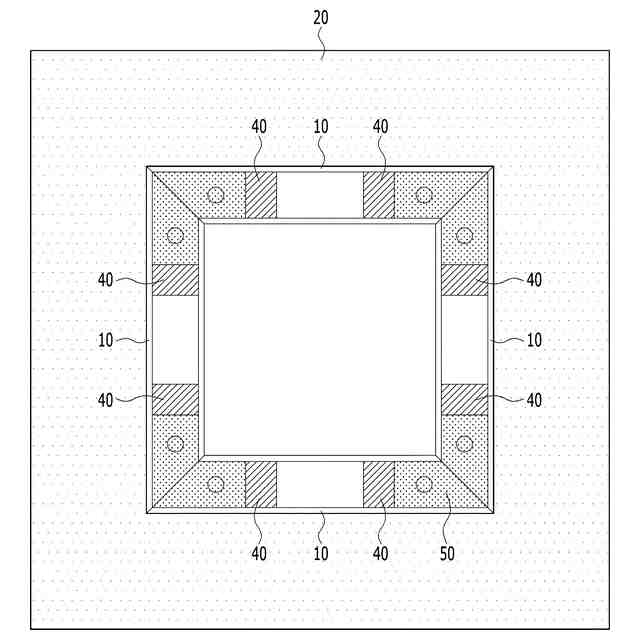
前記アルミニウムプロファイルの側面に貫通孔12を加工して射出物がアルミニウムプロファイルと一体的に結束するように誘導する側貫通孔形成段階S141を含む
請求項1に記載のアルミニウムプロファイル射出接合方法。
【請求項4】
前記射出充填段階S140は、
前記側貫通孔形成段階S141を通じて形成された貫通孔にピン30を挿入して射出物とアルミニウムプロファイルを一体的に結束するピン挿入段階S142を含む
請求項3に記載のアルミニウムプロファイル射出接合方法。
【請求項5】
前記射出充填段階S140は、
前記アルミニウムプロファイル内部で、接合部に隣接する所定体積の空間を形成するようにアルミニウムプロファイル内部にブロック40を装着するブロック装着段階S143を含む
請求項1に記載のアルミニウムプロファイル射出接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウムプロファイル射出接合方法に関し、より詳細には、電気自動車用バッテリーハウジングのプロファイル射出接合方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
本発明は、電気自動車バッテリーハウジングを構成する多数のアルミニウムプロファイルを接合する方法に関し、従来技術による溶接による接合方法の問題点を解決するためのものである。
【0003】
従来技術による溶接による接合方法の場合、溶接後のアルミニウムプロファイルが変形するという問題点がある。具体的には、アルミニウムプロファイルは、摂氏500~600度の熱によって変形する特性を有しており、溶接時に発生する熱によってアルミニウムプロファイルは、熱変形を引き起こす。
【0004】
このような理由により多数のアルミニウムプロファイルを溶接して所望の構造物を作製するために溶接変形を防止できるように、多数の変形防止部材と溶接後に多数の追加工程が必要である。結果として、従来技術による溶接を用いた接合方法は、平坦度、孔位置などの公差を正確に合わせることが非常に困難であるという問題点を有している。また、溶接ビードラインが取付部に干渉して溶接ビードをグラインディング作業を通じて除去しなければならず、これにより追加工程が必要であり、平坦度を合わせるのに非常に脆弱であり、リーク発生(leakage)のリスクが非常に大きいという問題点がある。
【0005】
また、従来技術による溶接による接合方法の場合、溶接欠陥を発見した後に再作業が非常に困難であり、当該製品を廃棄処理しなければならないという問題点を有している。
【0006】
したがって、上述した従来技術による問題点を解決することができ、従来技術による接合方法の工程を簡略化することができ、製品の変形がなく、リーク発生のリスクを根本的に遮断できる技術が必要であるのが実状である。
【先行技術文献】
【特許文献】
【0007】
韓国登録特許公報第10-1277453号(登録日付:2013年06月17日)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、電気自動車バッテリーハウジングを作製するにあたり、多様な断面構造を持つアルミニウムプロファイルを容易に接合でき、安定した接合状態を維持することができ、多数の接合部材や結束部材を省略することができ、作製及び施工にかかるコストを顕著に節減でき、これに加えて施工時間を顕著に短縮させることができるアルミニウムプロファイル射出接合方法を提供することである。
【課題を解決するための手段】
【0009】
このような目的を達成するための本発明の一態様によるアルミニウムプロファイル射出接合方法は、接合しようとする多数のアルミニウムプロファイルを製品設計に合わせて作製する製品準備段階、製品準備段階を通じて準備されたアルミニウムプロファイルに合わせて設計された金型を作製する金型準備段階、接合しようとする多数のアルミニウムプロファイルを互いに接触させた状態で金型に安着する安着段階、及び金型を通じてアルミニウムプロファイル接触部分に射出物を充填して接合するアルミニウムプロファイルを一体的に構成する射出充填段階を含む構成であってもよい。
【0010】
本発明の一実施例において、前記金型準備段階は、金型を通じて射出物が吐出されてアルミニウムプロファイル接合部内部に誘導する構造のモールドゲートの形成位置をアルミニウムプロファイルの充填孔の形成位置に合わせて形成するモールドゲート形成段階を含む構成であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
2か月前
株式会社松風
歯科用埋没材
1か月前
日本鋳造株式会社
鋳造方法
21日前
個人
鋼の連続鋳造鋳片の切断装置
1か月前
マツダ株式会社
鋳造装置
7日前
三菱マテリアル株式会社
粉末材料
3か月前
日本製鉄株式会社
棒状部材
1か月前
株式会社シマノ
射出成形装置
4か月前
トヨタ自動車株式会社
溶湯供給装置
4か月前
日本製鉄株式会社
モールドパウダー
3か月前
ノリタケ株式会社
ニッケル粉末
2か月前
トヨタ自動車株式会社
ダイカスト金型
5か月前
芝浦機械株式会社
成形機
2か月前
株式会社プロテリアル
ブロック継手の製造方法
2か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1か月前
オークマ株式会社
ワークの加工方法
3か月前
本田技研工業株式会社
金型装置
3か月前
東洋電化工業株式会社
溶湯用送線装置
5か月前
株式会社瓢屋
押湯空間形成部材
3か月前
株式会社昭工舎
焼結体の製造方法
1か月前
株式会社リコー
焼結体の製造方法
2か月前
旭化成株式会社
焼結体の製造方法
1か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
2か月前
株式会社エフ・シー・シー
ダイカスト金型
3か月前
ノリタケ株式会社
粉体材料およびその利用
3か月前
株式会社荏原製作所
造形ノズル
1か月前
日本製鉄株式会社
連続鋳造装置
2か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
23日前
日鉄エンジニアリング株式会社
酸素開孔装置
3か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
三菱重工業株式会社
金型
2か月前
日本製鉄株式会社
連続鋳造装置
2か月前
新東工業株式会社
鋳造品の管理システム
1か月前
大陽日酸株式会社
転写型シート状接合材
4か月前
株式会社リコー
立体造形方法及び立体造形装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ