TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024153560
公報種別
公開特許公報(A)
公開日
2024-10-29
出願番号
2024053243
出願日
2024-03-28
発明の名称
加圧パンチの状態を評価する方法および装置
出願人
フェッテ コンパクティング ゲーエムベーハー
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B30B
15/00 20060101AFI20241022BHJP(プレス)
要約
【課題】本発明は、回転プレス機の加圧パンチの状態を評価する方法に関する。
【解決手段】加圧パンチがパンチ・シャフトを有し、この一端には作動中に回転プレス機の圧力装置と協働するパンチ・ヘッドが配置され、この他端には回転プレス機のダイ・プレートのキャビティに材料を圧入して作動中にペレットを形成するパンチ・チップが配置されている。本方法は、加圧パンチの少なくとも一部分の画像をカメラで記録するステップと、この記録画像を評価装置へ送るステップと、評価装置が、画像処理アルゴリズムを用いて加圧パンチの少なくとも一部分の状態解析を行い、その状態解析に基づいて加圧パンチの状態を評価するステップと、評価装置によって評価された加圧パンチの状態が公差範囲外であった場合、評価装置が警告を出力するステップと、を含む。本発明はまた、この方法を実行する装置に関する。
【選択図】なし
特許請求の範囲
【請求項1】
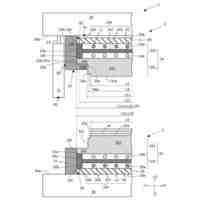
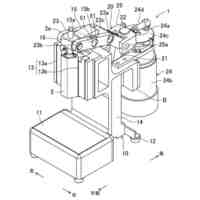
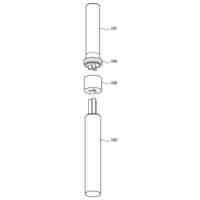
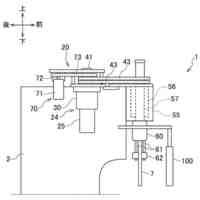
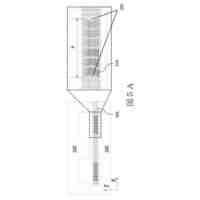
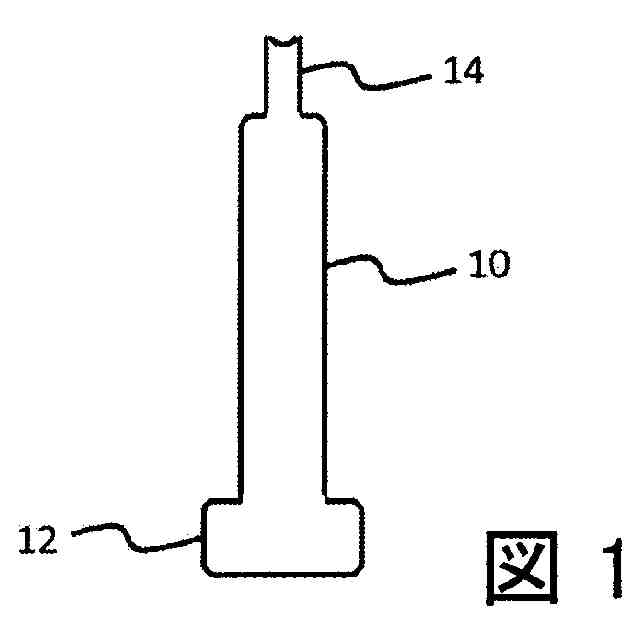
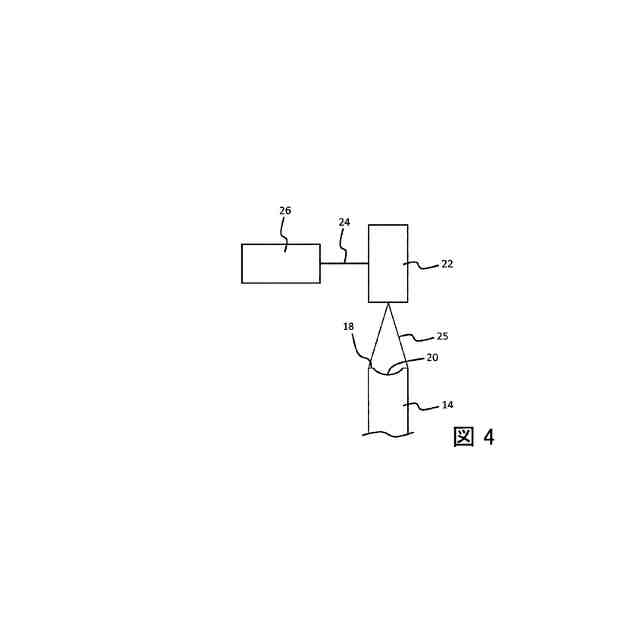
回転プレス機の加圧パンチの状態を評価する方法であって、前記加圧パンチがパンチ・シャフト(10)を有し、この一端には作動中に前記回転プレス機の圧力装置と協働するパンチ・ヘッド(12)が配置され、この他端には前記回転プレス機のダイ・プレートのキャビティに材料を圧入して作動中にペレットを形成するパンチ・チップ(14)が配置されており、前記方法は、
・前記加圧パンチの少なくとも一部分の画像をカメラ(22)で記録するステップと、
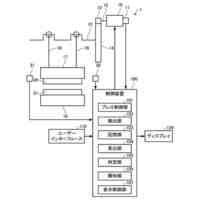
・前記記録画像を評価装置(26)へ送るステップと、
・前記評価装置(26)が、画像処理アルゴリズムを用いて前記加圧パンチの少なくとも一部分の状態解析を行い、前記状態解析に基づいて前記加圧パンチの状態を評価するステップと、
・前記評価装置(26)によって評価された前記加圧パンチの状態が公差範囲外であった場合、前記評価装置(26)が警告を出力するステップと、を含む、方法。
続きを表示(約 1,000 文字)
【請求項2】
画像処理アルゴリズムを用いた前記状態解析が、前記記録画像と少なくとも1つの参照画像との比較を含むことを特徴とする、請求項1に記載の方法。
【請求項3】
前記少なくとも1つの参照画像が、未使用の加圧パンチの少なくとも一部分の少なくとも1つの参照画像であり、かつ/または、少なくとも1つの参照画像が、前記回転プレス機における評価対象の加圧パンチの最終製造プロセス前の評価対象の加圧パンチの少なくとも一部分の少なくとも1つの参照画像であることを特徴とする、請求項2に記載の方法。
【請求項4】
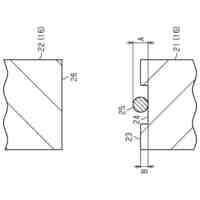
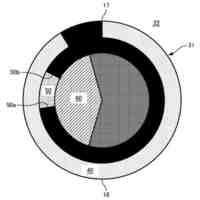
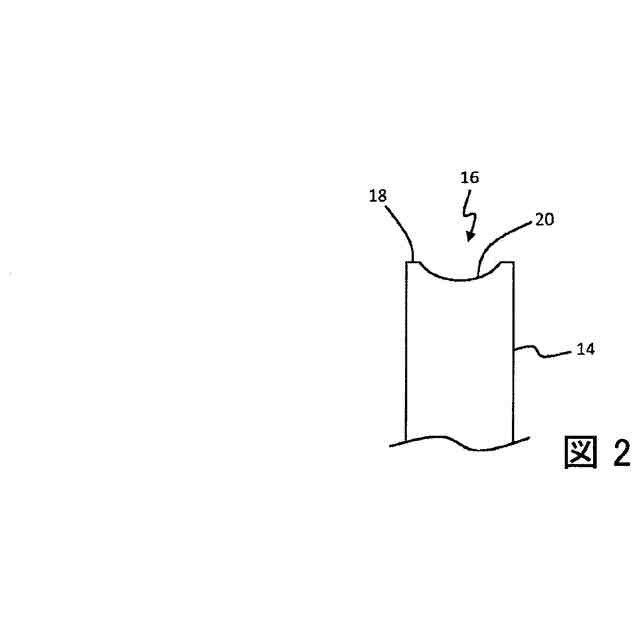
画像処理アルゴリズムを用いた前記状態解析が、前記記録画像から関心領域を抽出することを含み、前記関心領域は好ましくは前記パンチ・チップ(14)の端面(16)であることを特徴とする、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記記録画像がカラー画像であり、かつ、画像処理アルゴリズムを用いた前記状態解析が、前記カラー画像をグレースケール化することを含むことを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項6】
画像処理アルゴリズムを用いた前記状態解析が、前記記録画像を二値画像に変換することを含むことを特徴とする、請求項1から5のいずれか一項に記載の方法。
【請求項7】
前記加圧パンチの少なくとも一部分が、前記加圧パンチの前記パンチ・チップ(14)の端面(16)であることを特徴とする、請求項1から6のいずれか一項に記載の方法。
【請求項8】
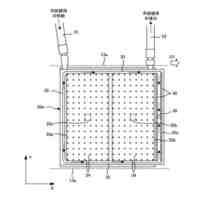
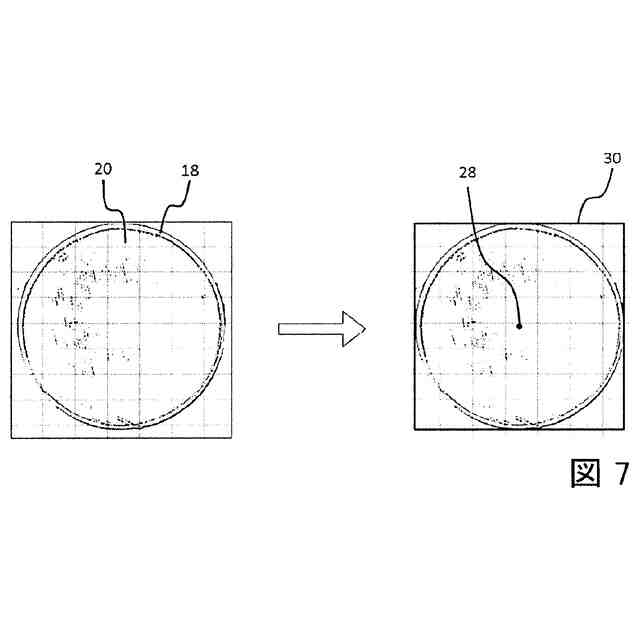
画像処理アルゴリズムを用いた前記状態解析が、前記パンチ・チップ(14)の記録された端面(16)の中心点(28)を決定することを含むことを特徴とする、請求項7に記載の方法。
【請求項9】
画像処理アルゴリズムを用いた前記状態解析が、前記記録画像の座標を極座標系に変換することを含むことを特徴とする、請求項8に記載の方法。
【請求項10】
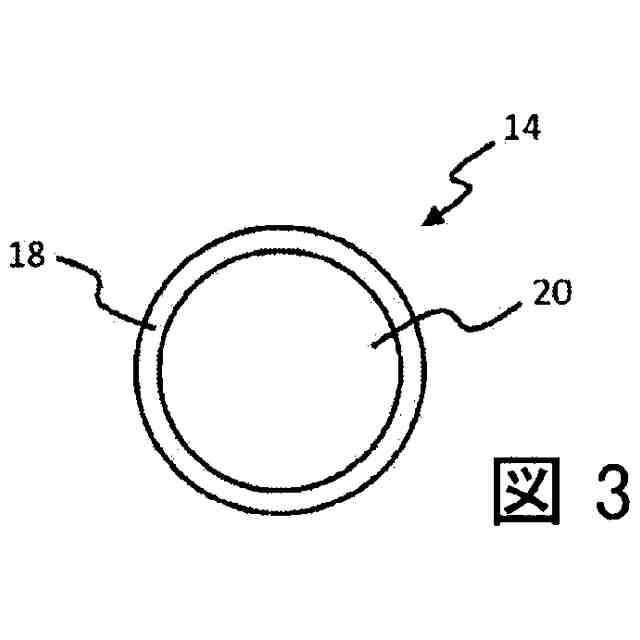
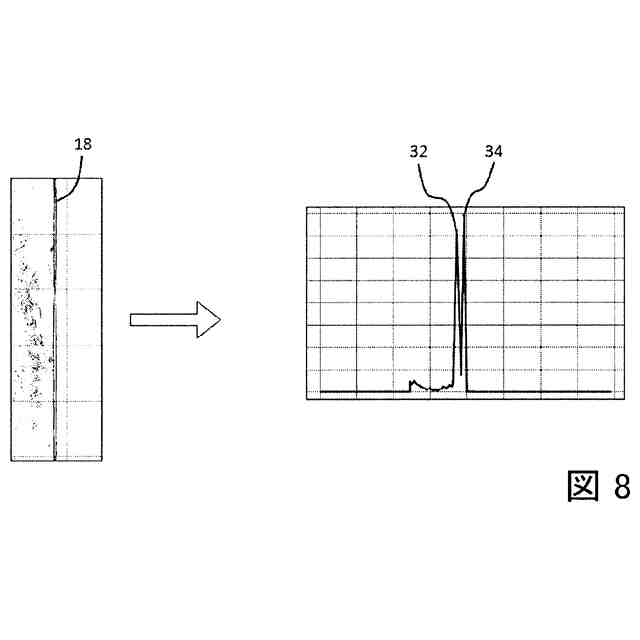
前記パンチ・チップ(14)の端面(16)がその外側領域に環状平坦部(18)を有し、かつ画像処理アルゴリズムを用いた前記状態解析が、前記環状平坦部(18)の外側境界と内側境界とを識別することを含むことを特徴とする、請求項7または8に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転プレス機の加圧パンチの状態を評価する方法に関する。ここでは、加圧パンチがパンチ・シャフトを有し、この一端には作動中に回転プレス機の圧力装置と協働するパンチ・ヘッドが配置され、この他端には回転プレス機のダイ・プレートのキャビティに材料を圧入して作動中にペレットを形成するパンチ・チップが配置されている。本発明はまた、この方法を実行する装置に関する。
続きを表示(約 2,200 文字)
【0002】
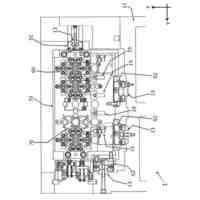
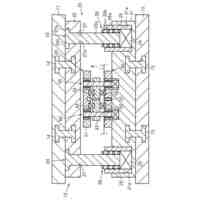
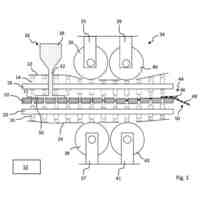
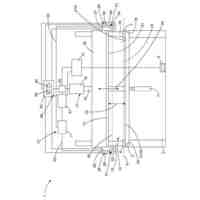
回転プレス機には、多数の上部および下部の加圧パンチが通常設けられており、これらはいずれも対になって1つのダイ・プレートの1つのキャビティに割り当てられている。回転プレス機の作動中、上部および下部の加圧パンチはダイ・プレートと共に回転し、この加圧パンチの軸方向の運動は、制御カムによって制御され、上部および下部のパンチ・ガイドによって案内される。回転している間、ダイ・プレートは回転プレス機のさまざまな装置、すなわち充填装置や圧力装置を通過する。充填装置では、押圧される材料、特に粉体材料がダイ・プレートのキャビティに充填され、圧力装置では、材料をたとえば錠剤などのペレットに圧入するために、上部および下部の加圧パンチが特に上部および下部の圧力ローラによってキャビティに押し込まれる。圧力装置の後、上部加圧パンチがキャビティから上方に案内され、キャビティ内で製造されたペレットは下部加圧パンチによってダイ・プレートの上面に押される。たとえばスクレーパによって、ついでペレットはダイ・プレートから回転プレス機の出力部に掻出され、そこからペレットがさらに処理されるために供給される。
【0003】
回転プレス機は高回転速度で、それに応じて高製造速度で作動する。多数の加圧プロセスの間、加圧パンチは摩耗してくる。圧力ローラと協働することによるパンチ・ヘッドの摩耗に加えて、キャビティに材料を圧入するパンチ・チップの摩耗もまた、たとえば研磨材やその他の摩耗の場合によって生じる。パンチ・チップの摩耗や損傷が、製造されたペレットの仕様が許容されないことに繋がる可能性がある。
【0004】
押圧力曲線を用いてパンチ・ヘッドの摩耗を分析し評価することが知られている。この方法では、パンチ・チップの摩耗が困難ながら評価のみ可能であるか、全く不可能かである。その理由は、パンチ・チップの半径またはパンチ・チップの平坦な縁部の可能性などの、パンチ・チップの摩耗が押圧力曲線に与える影響はわずかなためである。しかし、パンチ・チップのそのような変化は、ペレットの製造プロセスや、ひいてはその品質に顕著に影響を与える。
【0005】
加圧パンチの状態を目視検査で判断することが一般的である。しかし、このような評価方法は、不正確であり、この評価を行う操作者に依存する。加圧パンチの状態を評価し、該当する場合にはそれを交換するための適切な客観的基準を定義することは困難である。手作業による検査方法は、多大な時間を費やすこととなる。実際のところ、パンチ・チップなどの加圧パンチの不十分な状態が認識されるのは、たいてい、製造の問題が発生した場合や製造されたペレットの品質が不十分な場合のみである。さらに、このような手法では、加圧パンチ、特にパンチ・チップをリアルタイムでモニタリングすることは不可能である。
【0006】
加圧パンチを検査する方法が、米国特許第10 598 605 B2号より知られているが、この方法では、加圧パンチがパンチ・ホルダに配置されている。加圧パンチがホルダに保持されている状態で、加圧パンチが一方ではLEDマイクロメータで、他方ではレーザセンサで走査される。走査された加圧パンチの種々の幾何学的パラメータを、LEDマイクロメータとレーザ・スキャナとで検出し、公差範囲と比較する。これに基づいて、合格か不合格のステータスがパラメータに割り当てられる。しかし、加圧パンチの被検査面の各点を走査することは、多大な労力を伴う。米国特許第10 598 605 B2号で仕様されているセンサは、高価でもある。
【0007】
したがって、説明した先行技術により、本発明の目的は、加圧パンチの状態を高信頼性で簡潔に、かつ費用対効果の高い方法で評価することのできる、冒頭に述べたタイプの方法および装置を提供することである。
【0008】
本発明は、独立請求項1および20によってこの目的を達成する。有利な実施形態は、従属請求項、明細書、および図面に開示されている。
【0009】
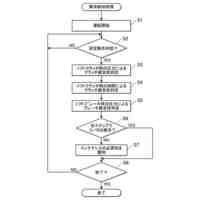
冒頭に述べたタイプの方法について、本発明は以下のステップによってこの目的を達成する。すなわち、
・加圧パンチの少なくとも一部分の画像をカメラで記録するステップと、
・この記録画像を評価装置へ送るステップと、
・評価装置が、画像処理アルゴリズムを用いて加圧パンチの少なくとも一部分の状態解析を行い、その状態解析に基づいて加圧パンチの状態を評価するステップと、
・評価装置によって評価された加圧パンチの状態が公差範囲外であった場合、評価装置が警告を出力するステップ。
【0010】
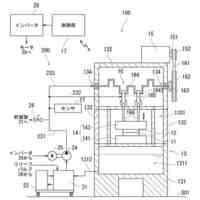
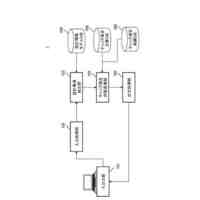
本発明はまた、本発明による方法を行う装置によってこの目的を達成し、この装置は、加圧パンチの少なくとも一部分の画像を記録するカメラと評価装置とを備え、評価装置は、少なくとも1つの画像処理アルゴリズムを用いて加圧パンチの少なくとも一部分の状態解析を行い、その状態解析に基づいて加圧パンチの状態を評価するように設計されており、かつ評価装置によって評価された加圧パンチの状態が許容範囲外であった場合、評価装置が警告を出力するように設計されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ヨコオ
製造装置
1日前
日機装株式会社
加圧装置
5日前
日機装株式会社
加圧システム
10日前
株式会社ササキコーポレーション
圧縮装置
1か月前
株式会社ササキコーポレーション
圧縮装置
1か月前
トヨタ紡織株式会社
プレス装置
1か月前
株式会社エーエス
気体搬送システムの運転方法
2か月前
シージーケー株式会社
プレス装置
1か月前
株式会社ササキコーポレーション
圧縮装置
5か月前
個人
プレス機械の往復運動を利用したスクラップ搬送装置
1か月前
株式会社合同資源
金属ヨウ化物錠剤の製造方法
24日前
ニデックドライブテクノロジー株式会社
工作機械、及び方法
3か月前
トヨタ紡織株式会社
金型装置の下死点把握方法及び金型装置
1か月前
株式会社SGIC
冷却ブロック及びダブルベルトプレス
1か月前
株式会社アマダ
曲げ加工機、及び曲げ加工機のテーブル制御方法
3か月前
株式会社アルファーシステム
プレス装置
2か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の異常検知方法
3か月前
アイダエンジニアリング株式会社
プレス機械の表示装置及びプレス加工の監視方法
3か月前
株式会社寺岡精工
物品回収装置
5か月前
住友重機械工業株式会社
プレス装置、診断装置、プレス装置の健全性診断方法及び健全性診断プログラム
23日前
フェッテ コンパクティング ゲーエムベーハー
回転式プレス機のペレットをプレス試験する方法。
1か月前
フィースラー・エレクトロニク・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト
保護装置、曲げ機械及び曲げ機械の動作方法
1日前
株式会社日立製作所
チェック支援システム及びチェック支援方法
2か月前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
18日前
株式会社ビデオリサーチ
プログラム、情報処理方法および情報処理装置
24日前
台達電子工業股ふん有限公司
インダクタ用の印刷回路基板ベースの巻線構造
5か月前
独立行政法人国立高等専門学校機構
システムおよびプログラム等
3か月前
株式会社調和技研
情報処理装置、情報処理方法及びプログラム
2か月前
株式会社調和技研
情報処理装置、情報処理方法及びプログラム
16日前
東日本旅客鉄道株式会社
情報処理装置、情報処理方法および情報処理プログラム
2か月前
株式会社覚王山総研
情報処理装置、情報処理方法およびプログラム
3日前
個人
浮力と重力のバランスを利用した動力発生装置。
1か月前
JFEスチール株式会社
コンクリート組成物
3か月前
株式会社日立産機システム
管理システム及び管理方法
25日前
地方独立行政法人鳥取県産業技術センター
天然由来の微細材料と合成樹脂との複合体の製造方法及び天然由来の微細材料と合成樹脂との複合体
1か月前
中建安装集団有限公司
物理モデルに基づく冷却塔の騒音低減最適化方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ