TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024146749
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2024011244
出願日
2024-01-29
発明の名称
コイル成形装置及びコイル成形方法
出願人
本田技研工業株式会社
代理人
個人
,
個人
,
個人
主分類
H02K
15/085 20060101AFI20241004BHJP(電力の発電,変換,配電)
要約
【課題】帯状コイルを案内する案内部材を分離可能にしても、分離に係る継ぎ目の部位でコイル導体が損傷を受けるおそれがないコイル成形装置及びコイル成形方法を提供する。
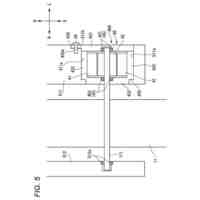
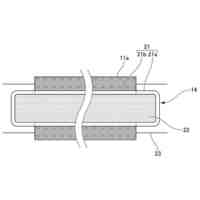
【解決手段】コイル巻取治具3と、コイル導体2aと接触して帯状コイル2を、コイル巻取治具の外周に沿う円弧状に案内する案内部材とを備え、コイル巻取治具は、櫛歯状溝15を外周側に有し、案内部材は、直状コイル導体を櫛歯状溝における最外周の部位に案内する第1案内部材19と、最外周の部位に案内された直状部を、当該最外周から2番目の外周位置に整える案内部材20と、を有し、第1案内部材と第2案内部材とは、第2案内部材の手前の第1分離位置SP1と、第1案内部材の手前の第2分離位置とで分離自在であり、第1分離位置前後の過渡領域Trでは、帯状コイルが案内面部に接触しないように成形されたコイル成形装置。
【選択図】図5
特許請求の範囲
【請求項1】
複数の直状部と、前記複数の直状部の両端それぞれに連なる側端部と、を有する帯状コイルを、自己の外周側に回動して巻き取るコイル巻取治具と、前記コイル巻取治具の軸方向の両端近傍にそれぞれ配置され、前記側端部と自己の案内面部で接触しながら、前記帯状コイルを、前記コイル巻取治具の外周に沿う円弧状に案内する案内部材とを備えたコイル成形装置であって、
前記コイル巻取治具は、複数の前記直状部をそれぞれ挿入可能な半径方向に延びた複数の櫛歯状溝を前記外周側に有し、
前記案内部材は、前記直状部を前記コイル巻取治具の櫛歯状溝における最外周の部位に案内する第1案内部材と、前記第1案内部材によって前記最外周の部位に案内された前記直状部を、当該最外周から2番目の外周位置に整える第2案内部材と、を有し、
前記第1案内部材と第2案内部材とは、前記第2案内部材の手前の第1分離位置と、前記第1案内部材の手前の第2分離位置とで分離自在であり、少なくとも、前記第1分離位置前後の過渡領域では、当該過渡領域の前後の領域におけるよりも、前記案内面部の、前記コイル巻取治具の回動中心軸からの距離が大きく、前記帯状コイルが前記案内面部に接触しないように成形されていることを特徴とするコイル成形装置。
続きを表示(約 610 文字)
【請求項2】
複数の直状部と、前記複数の直状部の両端それぞれに連なる側端部と、を有する帯状コイルを、自己の外周側に回動して巻き取るコイル巻取治具と、前記コイル巻取治具の軸方向の両端近傍にそれぞれ配置され、前記側端部と自己の案内面部で接触しながら、前記帯状コイルを、前記コイル巻取治具の外周に沿う円弧状に案内する案内部材とを備えたコイル成形装置を用いて前記帯状コイルを成型するコイル成形方法であって、
前記コイル巻取治具として、複数の前記直状部をそれぞれ挿入可能な半径方向に延びた複数の櫛歯状溝を前記外周側に有するコイル巻取治具を適用し、
前記案内部材として、前記直状部を前記コイル巻取治具の櫛歯状溝における最外周の部位に案内する第1案内部材と、前記第1案内部によって前記最外周の部位に案内された前記直状部を、当該最外周から2番目の外周位置に整える第2案内部材と、を有する案内部材を適用し、
前記第1案内部材および第2案内部材として、前記第2案内部材の手前の第1分離位置と、前記第1案内部材の手前の第2分離位置とで分離自在であり、少なくとも、前記第1分離位置前後の過渡領域では、当該過渡領域の前後の領域におけるよりも、前記案内面部の前記コイル巻取治具の回動中心軸からの距離が大きく、前記帯状コイルが前記案内面部に接触しないように成形されている部材を適用することを特徴とするコイル成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイル成形装置及びコイル成形方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
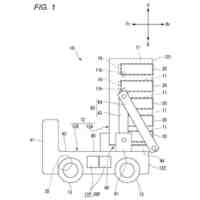
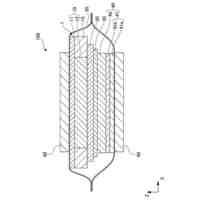
回転電機のステータは、巻回状態の帯状コイルを有する。帯状コイルは、予め、ステータコアの内径よりも小径の略円筒状の巻回状態に成形され、ステータコアの内側に挿入される。巻回状態の帯状コイルは、ステータコアの内側で拡径され、帯状コイルの直状部をステータコアのスロットに挿入することによって装着される。
【0003】
従来、帯状コイルを、円柱状のコイル巻取治具に対して1ピッチずつ送り込みながらコイル巻取治具に巻き取ることによって、略円筒状の巻回状態に成形することが知られている(例えば、特許文献1参照)。コイル巻取治具にコイルを巻き取って巻回状態に成形する際、複数の直状部が位置ずれしないように精度よく巻き取ることが重要である。上記従来技術は、帯状コイルの搬送経路上のコイル巻取治具の直前の位置において、隣り合う直状部間に予備整列部材を挿入することによって、コイル巻取治具に巻き取られる直前の直状部の重ね合わせを揃えるようにしている。
【0004】
しかしながら、上記従来技術では、帯状コイルをどのようにしてコイル巻取治具まで搬送して巻き取るのかについての具体的な開示はなく、特に、コイル巻取治具に巻き取るに際し、帯状コイルに対してコイル巻取治具の外周に沿うように円弧状に癖付けするための方途については別段の視点が示されない。この癖付けが良好に行われないと、帯状コイルは仕様どおりの巻回状態に到れず、品質不良を来すおそれがある。品質不良の発生は材料消費の増加を招来し、資源の無駄な消費につながる。また、計画した生産数量を達成するに要する製造装置の運転時間が延長され、電力消費が増加する。このため、ひいては、地球環境に悪影響を及ぼすこととなる。
【0005】
本件出願人は、上記事情に鑑み、帯状コイルをコイル巻取治具に巻き取るに際し、帯状コイルに対してコイル巻取治具の外周に沿うように的確に円弧状に癖付けして、所定の巻回状態に容易に成形することができる技術を開発し、日本国にて特許を取得している(特許文献2)。十分に円弧状に癖付けされた帯状コイルは、回転電機のステータコアのスロットに挿入されると、それ自体のスプリングバックにより、スロット内で帯状コイルの複数の線状導体がばらけずに整列した状態を維持する。
【先行技術文献】
【特許文献】
【0006】
特許第4953032号公報
特許第7222007号公報号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
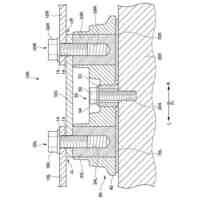
ところで、コイル巻取治具に巻き取られた帯状コイルを回転電機のステータコアのスロットに移し替えるに際しては、帯状コイルが巻回された状態のコイル巻取治具をコイル成形装置から取り外す。次いで、取り外したしコイル巻取治具をステータコア内に位置決めし、巻回された概略筒状の帯状コイルを拡径するようにしてステータコアのスロットに移し替える。このため、コイル巻取治具は、コイル成形装置に交換可能に装着される。コイル成形装置には、コイル巻取治具の軸方向の両端近傍にそれぞれ案内部材が配置される。案内部材の案内面が側端部に接触しながら、帯状コイルをコイル巻取治具の外周に沿う円弧状に案内して、コイル巻取治具の外周部にある櫛歯状溝に移していく。コイル巻取治具を案内部材と干渉せずにコイル成形装置から取り外せる構造をとるため、案内部材は分離自在な複数の部分で構成される。ところが、案内部材の分離に係る継ぎ目の部位では案内面に多少の段差が生じる。案内面に段差があると、帯状コイルの側端部に対する円滑な案内が阻害され、コイル導体の絶縁被膜が損傷を受けるおそれがある。
【0008】
本発明は、上記事情に鑑みてなされたものであり、帯状コイルを案内する案内部材を複数の部分に分離可能な形態の部材にしても、分離に係る継ぎ目の部位でコイル導体が損傷を受けるおそれがないコイル成形装置及びコイル成形方法を提供することを目的とする。帯状コイルを、不良品を出すことなく高い歩留まりで所定の巻回状態に加工することができれば、資源の無駄な消費を抑制し、製造装置の運転時間を抑えて、電力エネルギーを節約できるため、地球環境の保全に寄与することになる。
【課題を解決するための手段】
【0009】
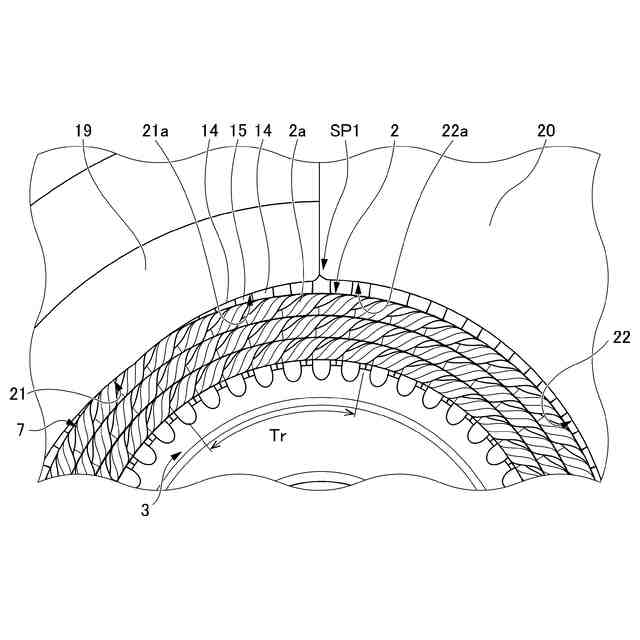
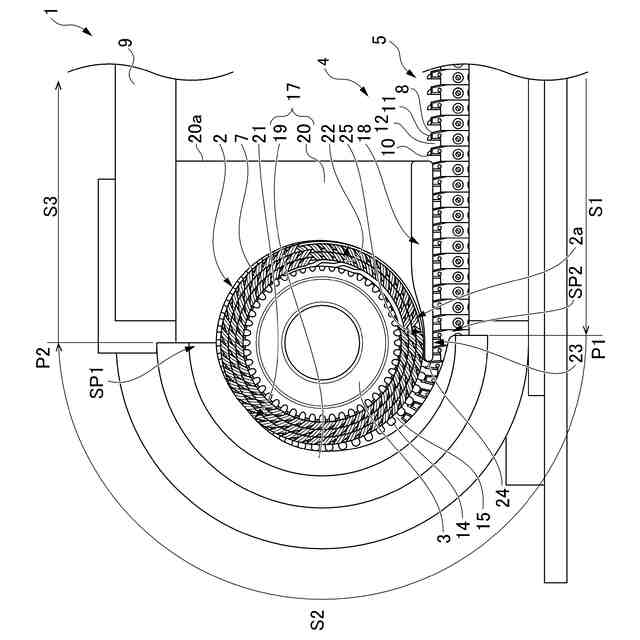
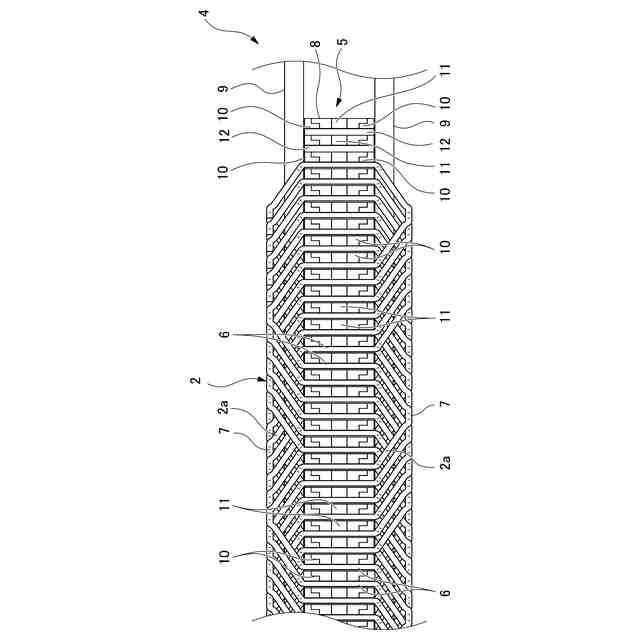
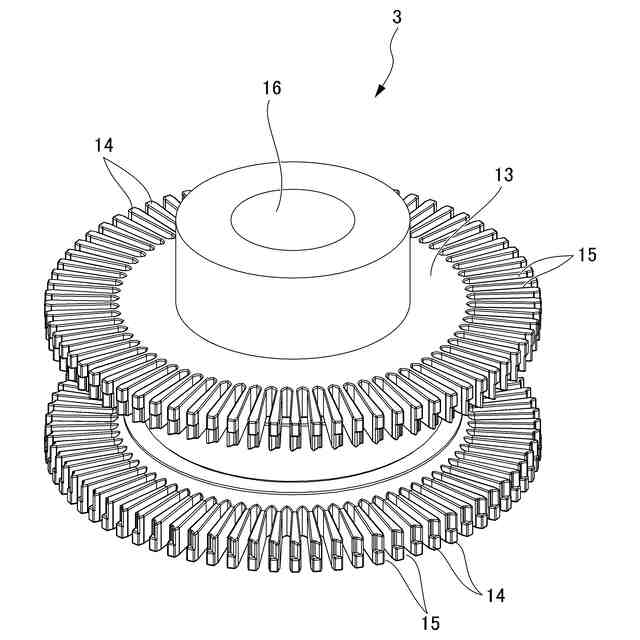
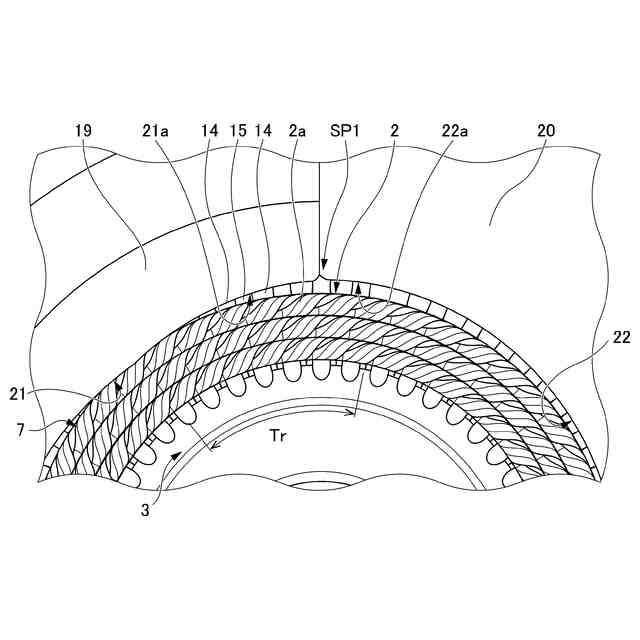
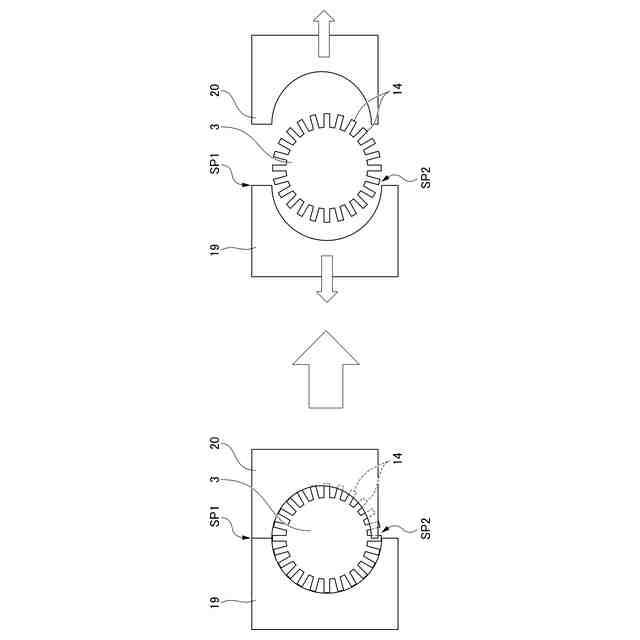
(1) 本開示のコイル成形装置(例えば、後述するコイル成形装置1)は、複数の直状部(例えば、後述する直状部6)と、前記複数の直状部の両端それぞれに連なる側端部(例えば、後述する側端部7)と、を有する帯状コイル(例えば、後述する帯状コイル2)を、自己の外周側に回動して巻き取るコイル巻取治具(例えば、後述するコイル巻取治具3)と、前記コイル巻取治具の軸方向の両端近傍にそれぞれ配置され、前記側端部と自己の案内面部(例えば、後述する第1案内面部21、第2案内面部22)で接触しながら、前記帯状コイルを、前記コイル巻取治具の外周に沿う円弧状に案内する案内部材(例えば、後述する案内部材17)とを備え、前記コイル巻取治具は、複数の前記直状部をそれぞれ挿入可能な半径方向に延びた複数の櫛歯状溝(例えば、後述する櫛歯状溝15)を前記外周側に有し、前記案内部材は、前記直状部を前記コイル巻取治具の櫛歯状溝における最外周の部位に案内する第1案内部材(例えば、後述する第1案内部材19)と、前記第1案内部材によって前記最外周の部位に案内された前記直状部を、当該最外周から2番目の外周位置に整える第2案内部材(例えば、後述する第2案内部材20)と、を有し、前記第1案内部材と第2案内部材とは、前記第2案内部材の手前の第1分離位置(例えば、後述する第1分離位置SP1)と、前記第1案内部材の手前の第2分離位置(例えば、後述する第2分離位置SP2)とで分離自在であり、少なくとも、前記第1分離位置前後の過渡領域(例えば、後述する過渡領域Tr)では、当該過渡領域の前後の領域におけるよりも、前記案内面部の、前記コイル巻取治具の回動中心軸からの距離が大きく、前記帯状コイルが前記案内面部に接触しないように成形された部材である。
【0010】
(2) 本開示のコイル成形方法は、複数の直状部(例えば、後述する直状部6)と、前記複数の直状部の両端それぞれに連なる側端部(例えば、後述する側端部7)と、を有する帯状コイル(例えば、後述する帯状コイル2)を、自己の外周側に回動して巻き取るコイル巻取治具(例えば、後述するコイル巻取治具3)と、前記コイル巻取治具の軸方向の両端近傍にそれぞれ配置され、前記側端部と自己の案内面部(例えば、後述する第1案内面部21、第2案内面部22)で接触しながら、前記帯状コイルを、前記コイル巻取治具の外周に沿う円弧状に案内する案内部材(例えば、後述する案内部材17)とを備えたコイル成形装置を用いて前記帯状コイルを成型するコイル成形方法であって、前記コイル巻取治具として、複数の前記直状部をそれぞれ挿入可能な半径方向に延びた複数の櫛歯状溝(例えば、後述する櫛歯状溝15)を前記外周側に有するコイル巻取治具を適用し、前記案内部材として、前記直状部を前記コイル巻取治具の櫛歯状溝における最外周の部位に案内する第1案内部材(例えば、後述する第1案内部材19)と、前記第1案内部材によって前記最外周の部位に案内された前記直状部を、当該最外周から2番目の外周位置に整える第2案内部材(例えば、後述する第2案内部材20)と、を有する案内部材を適用し、
前記第1案内部材および第2案内部材として、前記第2案内部材の手前の第1分離位置(例えば、後述する第1分離位置SP1)と、前記第1案内部材の手前の第2分離位置(例えば、後述する第2分離位置SP2)とで分離自在であり、少なくとも、前記第1分離位置前後の過渡領域(例えば、後述する過渡領域Tr)では、当該過渡領域の前後の領域におけるよりも、前記案内面部の、前記コイル巻取治具の回動中心軸からの距離が大きく、前記帯状コイルが前記案内面部に接触しないように成形された部材を適用する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
車両
7日前
本田技研工業株式会社
収容装置
7日前
本田技研工業株式会社
電動車両
7日前
本田技研工業株式会社
電動車両
7日前
本田技研工業株式会社
電動車両
7日前
本田技研工業株式会社
電動車両
7日前
本田技研工業株式会社
搬送装置
7日前
本田技研工業株式会社
収容装置
7日前
本田技研工業株式会社
鞍乗型車両
7日前
本田技研工業株式会社
鞍乗型車両
7日前
本田技研工業株式会社
全固体電池
7日前
本田技研工業株式会社
固体二次電池
7日前
本田技研工業株式会社
車両制御装置
4日前
本田技研工業株式会社
導体成形方法
7日前
本田技研工業株式会社
鞍乗り型車両
7日前
本田技研工業株式会社
固体二次電池
7日前
本田技研工業株式会社
運転補助装置
7日前
本田技研工業株式会社
車両の制御装置
7日前
本田技研工業株式会社
車両の制御装置
7日前
本田技研工業株式会社
バスバー接続構造
7日前
本田技研工業株式会社
燃料電池スタック
7日前
本田技研工業株式会社
バスバー接続構造
7日前
本田技研工業株式会社
固体電解質複合体
7日前
本田技研工業株式会社
バッテリモジュール
7日前
本田技研工業株式会社
バッテリモジュール
7日前
本田技研工業株式会社
制御装置、及び車両
7日前
本田技研工業株式会社
バッテリモジュール
7日前
本田技研工業株式会社
交通安全支援システム
7日前
本田技研工業株式会社
交通安全支援システム
7日前
本田技研工業株式会社
交通安全支援システム
7日前
本田技研工業株式会社
バッテリ温度調整装置
7日前
本田技研工業株式会社
締結装置、及び締結方法
7日前
本田技研工業株式会社
固体二次電池の製造方法
7日前
本田技研工業株式会社
固体電解質シートの製造方法
7日前
本田技研工業株式会社
固体二次電池及びその製造方法
7日前
本田技研工業株式会社
導体成形装置及び導体成形方法
7日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ