TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024143712
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023056514
出願日
2023-03-30
発明の名称
溝形状測定方法及び溝形状測定装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
B23Q
17/20 20060101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】処理負荷低減と、より確度の高い断面プロファイルの取得と、を実現可能な溝形状測定方法及び溝形状測定装置を提供する。
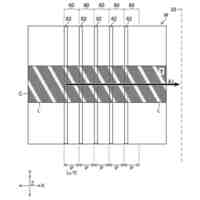
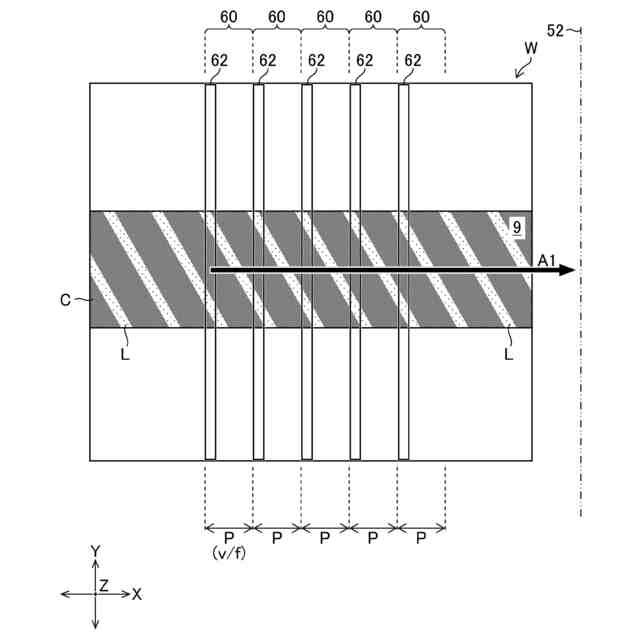
【解決手段】加工溝9を予め定めたピッチPで複数の測定領域60に区切り、さらに測定領域60ごとに測定領域60内にN個の小測定領域62を設定する設定ステップ(ステップS4)と、複数の測定領域60内の第M番目の小測定領域62における加工溝9の複数の座標データ(3次元座標データ50)を取得する座標データ取得ステップ(ステップS6)と、座標データ取得ステップで測定領域60ごとに取得した第M番目の小測定領域62に対応する座標データを2次元平面52上に投影して、断面プロファイル54を生成する断面プロファイル生成ステップ(ステップS7)と、を有する。
【選択図】図7
特許請求の範囲
【請求項1】
加工装置により被加工物に形成された加工溝の形状を測定する溝形状測定方法において、
前記加工溝を前記加工溝の長手方向に沿って予め定めたピッチで複数の測定領域に区切り、さらに2以上の自然数をNとした場合に前記測定領域ごとに前記測定領域内に前記長手方向に沿ってN個の小測定領域を設定する設定ステップと、
1から前記Nまでの任意の自然数をMとした場合に、前記複数の測定領域内の第M番目の前記小測定領域における前記加工溝の形状を表す複数の座標データを取得する座標データ取得ステップと、
前記座標データ取得ステップで取得した前記第M番目の前記小測定領域に対応する前記複数の座標データを2次元平面上に投影して、前記加工溝の断面プロファイルを生成する断面プロファイル生成ステップと、
を有する溝形状測定方法。
続きを表示(約 1,100 文字)
【請求項2】
前記設定ステップでは、前記測定領域ごとの前記第M番目の前記小測定領域の間隔を、前記ピッチに設定している請求項1に記載の溝形状測定方法。
【請求項3】
前記被加工物に対して予め定められた加工送り速度で相対移動される前記加工装置から前記被加工物へ照射されたパルスレーザ光により前記加工溝が形成される場合において、前記設定ステップでは、前記加工送り速度をV(mm/sec)とし、前記パルスレーザ光の周波数をf(Hz)とし、前記ピッチをPとした場合に前記ピッチをP=V/f(mm)又はV/f(mm)の整数倍に設定する請求項2に記載の溝形状測定方法。
【請求項4】
前記加工溝の前記座標データを測定する座標データ測定ステップを有し、
前記座標データ取得ステップでは、前記座標データ測定ステップで予め測定された前記座標データから、前記測定領域ごとの前記第M番目の前記小測定領域に対応する前記座標データを取得する請求項1から3のいずれか1項に記載の溝形状測定方法。
【請求項5】
前記断面プロファイル生成ステップでは、前記第M番目の前記小測定領域に対応する前記座標データを、前記長手方向に対して垂直な前記2次元平面上に投影する請求項1から3のいずれか1項に記載の溝形状測定方法。
【請求項6】
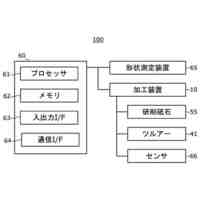
加工装置により被加工物に形成された加工溝の形状を測定する溝形状測定装置において、
前記加工溝を前記加工溝の長手方向に沿って予め定めたピッチで複数の測定領域に区切り、さらに2以上の自然数をNとした場合に前記測定領域ごとに前記測定領域内に前記長手方向に沿ってN個の小測定領域を設定する設定部と、
1から前記Nまでの任意の自然数をMとした場合に、前記複数の測定領域内の第M番目の前記小測定領域における前記加工溝の形状を表す複数の座標データを取得する座標データ取得部と、
前記座標データ取得部が前記測定領域ごとに取得した前記第M番目の前記小測定領域に対応する前記複数の座標データを2次元平面上に投影して、前記加工溝の断面プロファイルを生成する断面プロファイル生成部と、
を備える溝形状測定装置。
【請求項7】
前記被加工物に対して予め定められた加工送り速度で相対移動される前記加工装置から前記被加工物へ照射されたパルスレーザ光により前記加工溝が形成される場合において、前記設定部が、前記加工送り速度をV(mm/sec)とし、前記パルスレーザ光の周波数をf(Hz)とし、前記ピッチをPとした場合に前記ピッチをP=V/f(mm)又はV/f(mm)の整数倍に設定する請求項6に記載の溝形状測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置により被加工物に形成された加工溝の断面プロファイルを測定する溝形状測定方法及び溝形状測定装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
半導体ウェーハ等のワークは、複数のデバイスが格子状のストリートによって格子状に区画されている。このようなワークに対してレーザ光学系をストリートに沿った加工送り方向に相対移動させつつレーザ光学系からパルスレーザ光をストリートに照射することでストリートに沿って加工溝を形成するレーザ加工(アブレーション溝加工ともいう)を実行するレーザ加工装置が知られている(特許文献1参照)。このレーザ加工装置では、加工溝の加工品質の良否判定、デブリの検出、及び加工溝の加工位置のずれ量の検出などのために、加工溝(カーフともいう)の断面プロファイルを測定している。
【0003】
例えば特許文献1に記載のレーザ加工装置は、共焦点顕微鏡をZ方向に移動させながらX方向(加工送り方向)に沿って形成された加工溝のXY平面画像の撮影を繰り返し行った後、各XY平面画像をZ方向に積み重ねて加工溝の3次元データ(3次元モデルともいう)を構成する。また、特許文献1に記載のレーザ加工装置は、白色干渉顕微鏡あるいはレーザ変位計を用いて加工溝の形状を表す3次元座標データを測定して、この3次元座標データに基づいて加工溝の3次元データを構成する。そして、特許文献1に記載のレーザ加工装置は、加工溝の3次元データからある断面を切り出すことで加工溝の断面プロファイルを演算する。
【先行技術文献】
【特許文献】
【0004】
特開2015-085397号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1に記載のレーザ加工装置は、加工溝の3次元データを構成する必要があり、この構成処理を行うレーザ加工装置の制御装置、例えばPC(Personal Computer)等の処理負荷が増加してしまう。
【0006】
処理負荷を軽減するための方法として、取得した加工溝のデータから3次元データを構成せず、加工溝のある一断面のデータのみを抜き出して処理することにより断面プロファイルを求める方法がある。この方法に依れば、最小のデータ処理量で断面プロファイルを求めることができる。
【0007】
図12は、従来技術の課題を説明するための説明図であり、パルスレーザ光によるレーザ加工後の加工溝9をワークWの上面側から見た図である。なお、図中の加工溝9内の黒丸表示及び白丸表示はチッピング或いはデブリ等を示す。また、図13は、図12中の領域100における加工溝9の断面プロファイル100Aと、領域102における加工溝9の断面プロファイル102Aとを示したグラフである。
【0008】
図12に示すようにレーザ加工後のワークにはチッピングやデブリなどが生じ得る。また、パルスレーザ光を用いたレーザ加工では、各パルスの照射エネルギー、照射時間に微小なばらつきがあり、その影響で図13に示すように加工溝9内の形状が変化し得る(図13の断面プロファイル100A参照)。
【0009】
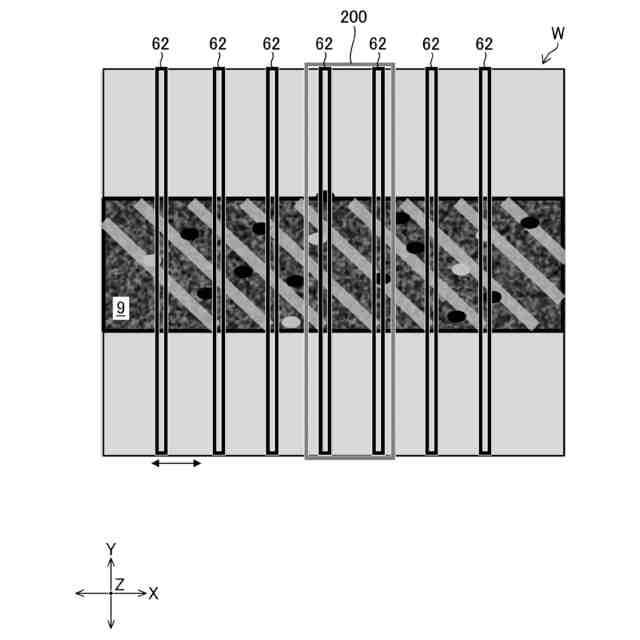
図14は、従来技術の課題を説明するための説明図であり、パルスレーザ光によるレーザ加工後の加工溝9をワークWの上面側から見た図である。また、図15は、図14中の立体領域200における加工溝9の断面プロファイル200Aを示したグラフである。
【0010】
図14に示すように、処理負荷を軽減するための他の方法として、加工溝9の所定の立体領域200の断面データを抜き出し、その平均を計算する等統計的な手法を用いて図15に示すような断面プロファイル200Aを求める方法がある。この方法を使えば、前記形状変化を統計的な手法で取り除くことができる可能性がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
プローバ
10日前
株式会社東京精密
プローバ
3日前
株式会社東京精密
プローバ
3日前
株式会社東京精密
CMP装置
13日前
株式会社東京精密
シート剥離装置
10日前
株式会社東京精密
配管の断熱構造体
4日前
株式会社東京精密
加工用排液濾過装置
5日前
株式会社東京精密
充放電試験システム
3日前
株式会社東京精密
ウェーハ冷却システム
4日前
株式会社東京精密
測定装置及び測定方法
10日前
株式会社東京精密
研削装置及び研削方法
4日前
株式会社東京精密
リテーナリングの組立方法
4日前
株式会社東京精密
加工装置及び画像処理方法
10日前
株式会社東京精密
プローブ及び形状測定装置
4日前
株式会社東京精密
ワーク外観検査装置及び方法
10日前
株式会社東京精密
プローバ及びウェーハ搬送方法
3日前
株式会社東京精密
プローバ及びプローブ検査方法
3日前
株式会社東京精密
溝形状測定方法及び溝形状測定装置
3日前
株式会社東京精密
オートフォーカス装置及び光学装置
4日前
株式会社東京精密
研削加工システム、及び、機械学習装置
11日前
株式会社東京精密
研削加工システム、及び、機械学習装置
5日前
株式会社東京精密
多軸レーザ干渉測長器を用いた測定装置
7日前
株式会社東京精密
測定力調整機構及びそれを備える測定装置
14日前
株式会社東京精密
レーザ加工方法、レーザ加工装置及びレーザ光源
10日前
株式会社東京精密
駆動制御装置、駆動制御方法、プログラム及びプローバ
10日前
株式会社東京精密
駆動制御装置、駆動制御方法、プログラム及びプローバ
3日前
株式会社東京精密
故障予測装置、故障予測装置付き加工装置、及び、機械学習装置
10日前
株式会社東京精密
ダイシング装置
3日前
株式会社東京精密
自動工具交換装置付き工作機械及びそれに用いられる渦電流センサ
10日前
株式会社東京精密
エッジ部のチッピング検出装置
3日前
株式会社東京精密
トリミング用ブレードのドレッシングプレート、およびトリミング用ブレードのドレッシング方法
3日前
個人
面取り装置
1か月前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
13日前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
13日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ